


摘要: 切削熱和由此產生的切削溫度是金(jīn)屬(shǔ)切削過程中的一個重要物理現象。大量的切削(xuē)熱使(shǐ)切削區(qū)域的溫度升(shēng)高,直接影響刀具的磨損和壽(shòu)命,並影響(xiǎng)工件的加工精度和表(biǎo)麵(miàn)質量。切削溫度也可作為自動化生(shēng)產中監控(kòng)因素,所以研究切(qiē)削熱和切削(xuē)溫度變(biàn)化規律(lǜ)對生產時(shí)間有重要的意(yì)義。
(一)切削熱的產生和傳出
被切(qiē)金屬(shǔ)層在刀具的作用下發生彈性(xìng)變(biàn)形和塑性變(biàn)形,這是切削熱的一個來源。同時,切屑與前刀麵、工件與後刀麵間消耗(hào)的摩(mó)擦功也將轉化為熱能,這是切(qiē)削(xuē)熱(rè)的又一個來源(見圖1)。
如果忽略後刀麵上的摩擦功和進給運動(dòng)所消耗的功,並假定主運動所(suǒ)消耗的功全部轉化為熱能,則單(dān)位時間內產生的切削(xuē)熱可算(suàn)出:
Qc=Fzvc
式中 Qc--每秒鍾(zhōng)內產生的切削熱,單位為J/s;
Fz--主切削力,單位為N;
vc--切削速度,單位為m/s。
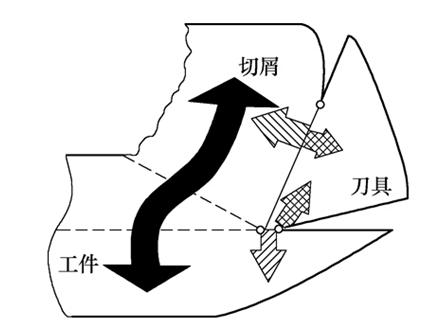
圖1 切削熱的產生和傳出
(二)切(qiē)削(xuē)溫度及(jí)其測量方法
切削(xuē)溫度一般是指刀具與工件接觸區域的平均溫度。切削溫度測量的方法很多,如圖2所(suǒ)示。目前比較常(cháng)用的測量切削溫度的方法是(shì)熱電偶法和光熱輻射法。下麵將分別進行闡述。
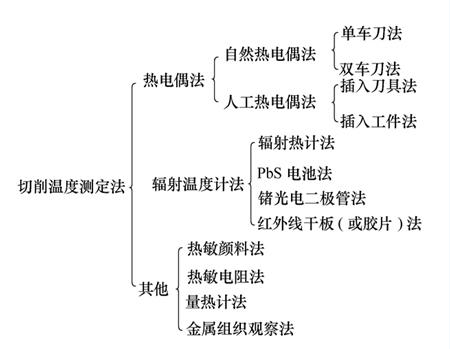
圖2 切削溫度(dù)的測(cè)量方法
1.熱電偶法
熱電(diàn)偶法又分為(wéi)自然熱電偶法和(hé)人(rén)工熱電偶法(fǎ)(見表1)。
表1 自然熱電偶與人工熱電偶比較
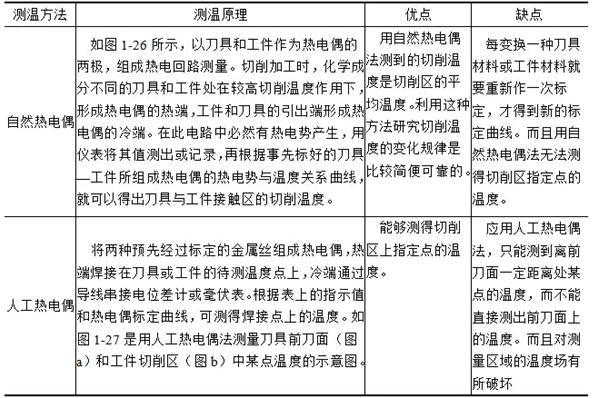
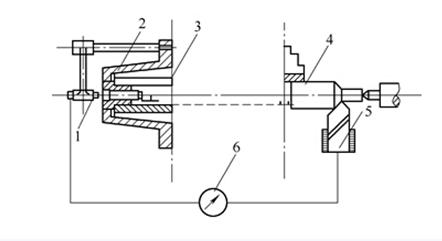
圖3 自然熱電偶(ǒu)法測溫示意圖
1.銅頂尖 2.銅銷3.車床主軸尾部4.工件5.刀具
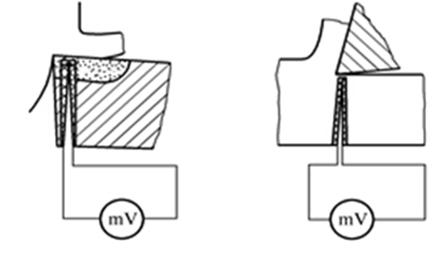
圖4 人工熱電偶(ǒu)法測溫(wēn)示意圖
a)測前刀麵溫度 b)測工件溫度
要想知道前刀麵上的溫度,還需應用(yòng)傳熱學的原理和公式進行(háng)推算。應用人工熱電偶法測溫,並輔以(yǐ)傳熱學計(jì)算所得到的刀具、切屑和工件的切削溫(wēn)度分布情況(見(jiàn)圖5)。
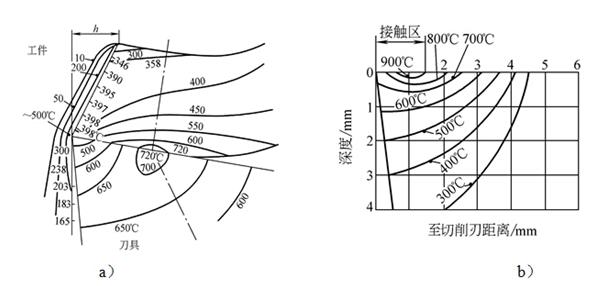
圖5 切削溫度的分布
a)刀具(jù)、工件和切(qiē)屑中溫度分布 b)刀具前刀麵上溫度(dù)分布
加工條件:刀具YT20,vc=600m/min 加(jiā)工條件:工件30Mn4,ap=3mm,f=0.25mm/r
由圖5可以看出切削溫度的分布規律:
(1)前刀麵上溫(wēn)度(dù)最高處並不在切削刃口處,而在離刃口有一定距離的位置,工件(jiàn)材(cái)料塑性越大,距(jù)離刃口越遠,反之越近(jìn)。這是因(yīn)為熱量沿前刀麵(miàn)有(yǒu)個積(jī)累過程,這也是刀具磨損嚴重之處;
(2)切屑底層的溫度梯(tī)度最大,說明摩擦熱集中在切屑底層(céng)與前刀麵接觸處。
2.光熱輻(fú)射法
除了(le)熱(rè)電偶(ǒu)測溫法,采用觀察刀具或零件切削前後金相(xiàng)組織變化的(de)方法也能判定切削溫度,但這兩種方法並不(bú)直觀,而且觀察和分析的工作量較大。近來也更多的是使用紅(hóng)外線測溫儀或光能電池測量切削溫度。熱像儀就是利用(yòng)紅外線原理(lǐ)來測量切(qiē)削溫度的,它是通過非接觸探測紅外熱量,並將其(qí)轉換生(shēng)成熱(rè)圖像和溫度值,進(jìn)而顯(xiǎn)示在顯示器上,並可以對溫度值進行計算的一種檢測設備。如圖6是用熱像儀測溫的現場演示圖。圖(tú)1-30是利用熱像儀(yí)的(de)配套軟件采集到的切削溫度(dù)場圖,軟(ruǎn)件可以(yǐ)將切削過程(chéng)以紅外影像采集下來,在確定準確(què)的發射率(lǜ)情(qíng)況下,設定播(bō)放速度,調節播放位置,對采集切削過(guò)程的溫度分布進行測(cè)量和繪製。

圖6 用熱像(xiàng)儀現場測溫
圖7 測得溫度場圖
3.切屑顏(yán)色與切削溫度的關係
在生產(chǎn)實踐中,可(kě)以通過切削加工時切屑的顏色來判斷刀尖部位的大致溫(wēn)度。以(yǐ)車削碳素結構鋼為例(lì),隨著切削溫度的(de)提高,切(qiē)屑(xiè)顏色變化過程順序為:銀白(bái)色→黃白色→金黃色→紫色→淺藍色→深藍色。其中(zhōng),銀白色切屑反映(yìng)的(de)切削溫度約為200℃左右,金黃色切屑反映的切削溫度約400℃左右,深藍色切屑反映的切削溫度約600℃左右(yòu)。
(三)影響切削溫度的主要因素
1.工件(jiàn)材料
工件材料的強度、硬度越高(gāo),切削時消耗的功就越多,產生的切削熱越多,切削溫度就越高。工件材料(liào)的熱導率越大,通(tōng)過(guò)切屑和工件傳出的熱量越多,切削溫度下降越快。
2.刀(dāo)具(jù)幾何參數
前角增大,切削(xuē)變(biàn)形減小,產(chǎn)生的(de)熱量(liàng)少,切削(xuē)溫度降低;但過大的前角會減少散熱體積,當前角大於20°~25°時,前角對切削溫度的影(yǐng)響減(jiǎn)少。主偏角減小,使切削(xuē)寬度增大(dà),散熱麵積增加,切削溫度下降,如圖8、圖9所示。
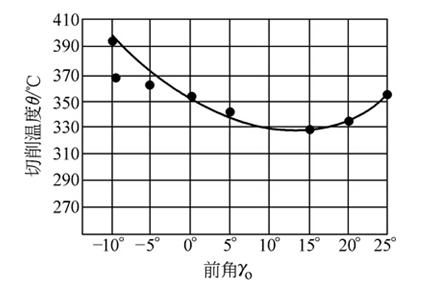
圖8 前角對切削溫度的影響(xiǎng)
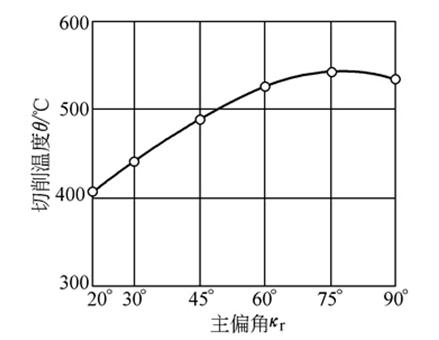
圖9 主偏角對切屑溫度的影響
3.切削用量
對切削溫(wēn)度(dù)影響最大的切削用量是切削(xuē)速度(dù),其次是進給量,而背吃刀量的影響(xiǎng)最小,這是因為當切削速度vc增加時,單位時間內參與變形的金(jīn)屬量增加而使消耗的功率增大,切削溫度升高;當f增加時,切屑變厚,由切屑帶走的熱量增多,故切(qiē)削溫度上升不甚明顯;當ap增加時(shí),產生的熱量和散熱麵積同時(shí)增大(dà),故對切削溫度的影響也小,如圖10所示。
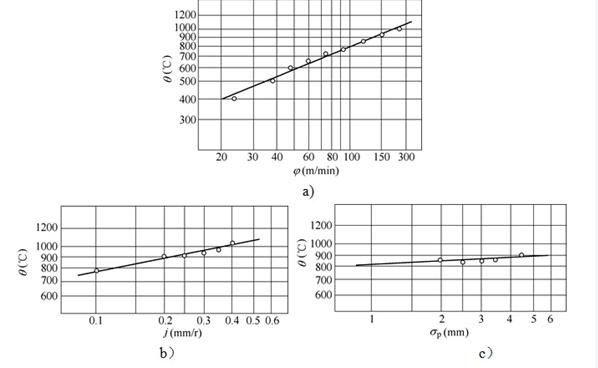
圖10 切削用量對切削溫度的(de)影響
a)切削速度的影響 b)進給量的影響 c)背吃刀量的影響
4.其他因素
刀具後刀麵磨損(sǔn)量增大時,加劇了(le)刀具與工件(jiàn)間的摩擦,使切削溫度升高,切削速度越高,刀具磨損對切削溫度的影響就越顯著(見圖11)。澆注切削液對降低切削溫度、減少刀具磨損和提高已加工表麵質量有(yǒu)明顯的效果。切削液的潤(rùn)滑作用可以減少摩擦,減小切削熱的(de)產生。
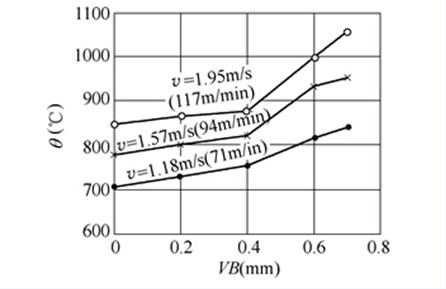
圖11 不同切削速度下後(hòu)刀麵磨損與切(qiē)削溫度的關係
如果(guǒ)您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年(nián)11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承(chéng)出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
- 機械加工(gōng)過(guò)程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術(shù)工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時(shí)代,少談點智造(zào),多談點製造
- 現實麵前(qián),國人(rén)沉默。製(zhì)造業的騰飛,要從(cóng)機(jī)床
- 一文搞懂數控車床加工刀具補償(cháng)功(gōng)能(néng)
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削(xuē)與螺旋銑孔(kǒng)加工工藝的區別