


摘要:2013年春秋兩(liǎng)季,普拉(lā)米特刀具(jù)用來加工材料組P的5種(zhǒng)開創性車削牌號引入捷克和全球市場。命(mìng)名為T9300的係列包括由普(pǔ)拉米特刀具公司生產的(de)以下材料(liào):超堅硬且熱穩定性高的材(cái)料(liào)T9310、高性能(néng)牌(pái)號T9315、通用牌號T9325和(hé)高韌性牌號T9335。本文將介紹對此係列的研究、測(cè)試及其功用。
2013年春秋兩季,普拉米特刀具用來加工材料組P的5種開創(chuàng)性車削牌號(hào)引入捷克(kè)和全球市場。這一命名為T9300的(de)係(xì)列包括由普拉米特刀具公司生產的以下材料:超堅硬且熱穩定性高的材料(liào)T9310;高性能牌號T9315;通用牌(pái)號T9325和高韌性牌號T9335。所有這些材料均由帶有獨特的MT-CVD塗層的燒結硬質合金製成。
推出該係列之前進(jìn)行了大量的(de)研究,包括一係列切削測(cè)試、功能和技術測試(shì)以及多次拜訪客戶。其中一些操作將在本文進(jìn)行介紹。
選擇(zé)合適的(de)基體材料
當代由燒結硬質合金製(zhì)成的切削材料,或牌號由兩部分組成:WC-MxC–Co基體和基於CVD或PVD技術的(de)澱積式薄保護層。
作為整個切削材料的基本機械性能的載體,合適基體(tǐ)的正確選擇是非(fēi)常重要的。燒結硬質(zhì)合金基體的性能取決於多個參數,主要是鈷基粘結相(韌性(xìng)相)的含量和硬質合金細粒(耐(nài)磨的堅固相)的尺寸和成分。
車削材質係列(liè)T9300選用了功能梯度材料(FGM)平台。每個牌號因不同的鈷相含量及相異的碳化鎢顆粒尺寸而各不相同(tóng)。功能梯度材料(FGM)基體的最突出優點是(shì)燒結硬質合金表麵層+極具韌性的鈷基(jī)粘(zhān)結相(xiàng)。該表(biǎo)麵層中的裂紋很難起裂和蔓延。由於在MT-CVD塗層上出現裂紋的可能性極高,因此這一優點對帶這種塗層的材料尤其有利。
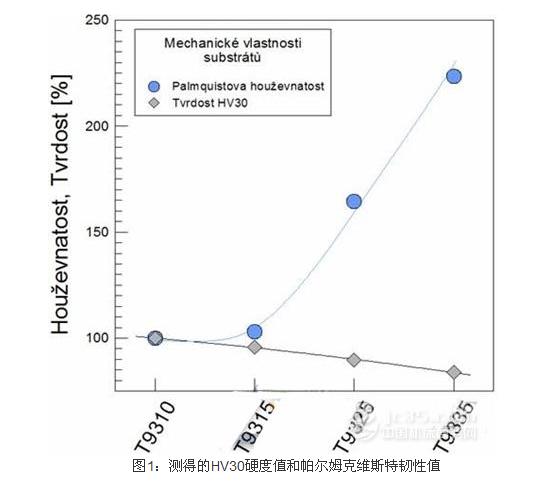
在研發(fā)全新材質係列T9300時(shí),選擇硬度和韌性作為要(yào)重點關注的燒結硬質合金的基本機械性能。使用設定值為30kg的硬度計測試了維氏硬度。使用帕爾姆克維斯特(Palmquist)方法獲得了燒結硬質(zhì)合金的韌性值,同時使用帶雪佛龍刻痕的樣件進行了彎曲(qǔ)測試。後一測試是聯合布爾諾市捷(jié)克科學(xué)院(yuàn)材(cái)料物理學會進(jìn)行的。各個牌號獲得(dé)的(de)硬度和韌性相對平均值的比較,請參見圖1,並可從該(gāi)圖得知標準材料為T9310。
為說明基體特性而進行的其中(zhōng)一項功能性切削測(cè)試的目的是為了確定斷續切削中可轉位刀片的使用壽命。圖2中所示的固(gù)定件,即帶(dài)有不同可選可互換杆的圓筒為處於各種切削條件下的刀片提(tí)供(gòng)機械循環載荷。

圖2:斷續(xù)切削條件下(xià)進行的切削試驗
塗層及(jí)其屬性
目前,塗(tú)層是燒結硬(yìng)質合金和高速不鏽(xiù)鋼等高性能切削材料不(bú)可或缺的一部分。其在底層基體和工件材料之間構(gòu)成了(le)一(yī)道屏障。
在為車削(xuē)材質係列T9300選擇塗層時,必須始(shǐ)終牢記在待加工目標材料組上出現的磨損(sǔn)的特性類(lèi)型。塗層由兩個基本層組成。基本組分(磨損)為(wéi)高度耐磨TiCN層,其同時將(jiāng)塗層極牢固地黏附在基體上。噴塗層的第二組分(末後)是(shì)獨特的阿爾法層—Al2O3。該層的獨特性在於阿(ā)爾法相Al2O3的晶(jīng)體細粒(lì)以精準定義的方向實現(xiàn)了目標定向性(xìng)。所有Al2O3細粒的所選(xuǎn)晶麵朝向載荷軸的“定向(xiàng)性”具有多個優點。對於係列T9300塗層來說,可具有極佳的耐(nài)氧化性(xìng)/耐化學性、高熱穩定性和抗積屑能力,並且(qiě)由於晶間缺陷發生率的大幅降低,其還具有高度完整的澱(diàn)積層。
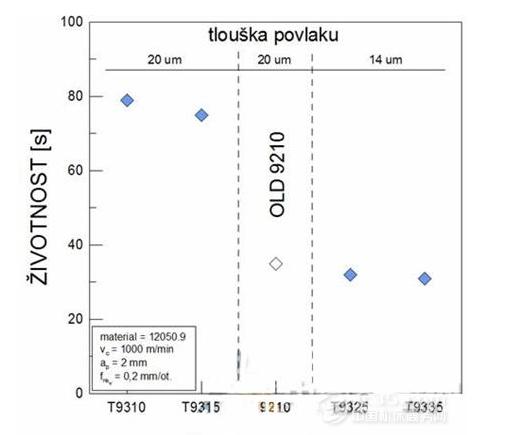
為確定塗層性能,在(zài)普拉米特刀具公司測試實驗室進行了其中(zhōng)一(yī)項工藝測試,包括以1000m/min的高切削速度進行切削測試。圖3中(zhōng)顯示的結果表明(míng)舊塗層技術(9210)和新塗層技術(T9310-T9335)之間存(cún)在明顯區別,也即是說,與(yǔ)當前最耐磨材料MT-CVD塗層牌號(hào)9210獲得的結果相比,具有(yǒu)較小(xiǎo)塗層厚度的高韌性材料也可獲得(dé)類似結果。
為了在客戶(hù)工(gōng)廠進(jìn)行測試(shì),製造了80多種尺寸的1500多個可轉位(wèi)刀片樣(yàng)件。測試涉及的(de)捷(jié)克製造商和國際製造商超(chāo)過25家。數據收集和評估所花費的時間(jiān)超過10個月。圖4中的餅圖列出了所獲結果與全球(qiú)競爭產(chǎn)品的最終評估。在(zài)所進行(háng)的所有測(cè)試中(zhōng),共78%的產品要優於競爭對(duì)手的產品或與競爭對手的產品相當。
結論
研發團隊高(gāo)度重視普拉米特刀具公司在捷克和全球市場(chǎng)推出的全新切削材料T9300的研發。團隊進行了多次測試、驗證測試並拜訪客戶,最(zuì)終得出的結論是研發的材(cái)料在車削應用中具有極大的潛力,尤其在加工材料組(zǔ)P時。與舊材(cái)料和競爭製造商提供(gòng)的解(jiě)決方案相(xiàng)比,材料T9300的不同明顯(xiǎn)表現在其(qí)將重(chóng)點放在加工的效率上,即在具有高切削速度或送料速度的應用中具有高效率。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸(zhóu)承出口(kǒu)情況
- 2024年(nián)10月(yuè) 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據