


硬質合金孔加工刀(dāo)具的技術進展(zhǎn)
2014-4-8 來源:數控機床市場網 作者:
摘要: 簡要介紹了現代製(zhì)造技術中常用孔加工刀具的種類、 硬質合金刀具的(de)材料與製備。以鑽頭為例, 分析了刀具參數、 刃磨、 刃口鈍化技術對切(qiē)削性能的影響, 綜述了硬質合金孔加工刀具技術的發展(zhǎn)趨勢。
關鍵詞: 孔加工; 硬質合金刀具; 技術進展
1 引言
隨著機械製造業的不斷(duàn)發展, 尤(yóu)其是近年來我國汽車、航空、軍工、模具等行(háng)業的快速發(fā)展, 對金屬(shǔ)切削加工刀具的需求不斷增大, 同時, 對(duì)刀具(jù)製造質量的要求也大大提高。在機械零件的切削加工中,孔加工占有較大比重, 約占機械零件加工總量的(de)1/ 3[ 1]。硬(yìng)質合金孔加工刀具(jù)因(yīn)具有高切削速度、高加工效率、高耐用度和高可靠性等(děng)顯著特點, 獲得了越來越廣泛的應用。隨著數控機床、加工(gōng)中心等現代加工設備的大量使用(yòng), 以及生產的自動化及高效化, 這種趨勢將更趨明顯。據國(guó)外統計資料(liào)顯示, 在孔加工刀(dāo)具的總產值中,硬質(zhì)合金(jīn)刀具(jù)的(de)比例在不斷增大。目前, 與工業發(fā)達國家(jiā)相比, 我國(guó)硬質合金孔(kǒng)加工刀具在產品質量、刀具結構設計、刀具刃磨技術等方麵尚(shàng)存在較大差距, 製約了我國硬質合金孔加(jiā)工刀具的發展, 影響了(le)我國硬質合(hé)金孔加工刀具產品( 尤其是(shì)高端產(chǎn)品) 的市場占有率。因(yīn)此, 努力提高硬質(zhì)合(hé)金(jīn)孔加工刀(dāo)具的設計、製造和(hé)刃(rèn)磨(mó)技(jì)術,對於提高我國孔加工的質量和效(xiào)率、增加硬質合金孔(kǒng)加工刀具的國內外市場份(fèn)額具有重要(yào)意義。
2 硬質合金(jīn)孔加工刀具技術
2. 1 常用的孔加工(gōng)刀具類型
機械零(líng)件上需要加工的孔通常包括直孔(kǒng)、階梯孔、成型孔、具有特殊(shū)要求的(de)孔等各種形式。根據零件的功能不同, 對不同結(jié)構的孔有不同的(de)尺(chǐ)寸精度和表麵質量要求(qiú)。在機械加工中, 可以根據孔的結構和技(jì)術要求(qiú), 采用不同的孔加工方法, 如鑽削、鉸(jiǎo)削、鏜削(xuē)等。常用的孔加工刀具種類(lèi)如表 1 所示。
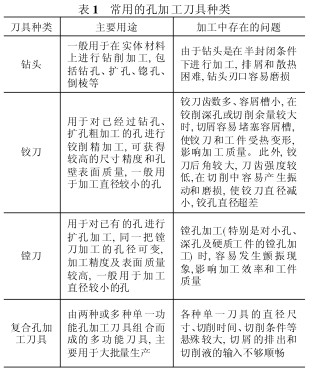
孔加工刀具的共同特點(diǎn)是: 由於受孔徑限製, 又是在工件(jiàn)內部加工, 刀(dāo)具的強度及剛性較差(chà)、排屑及冷卻潤滑困難。因此, 為了(le)提高孔加(jiā)工的生產效率、加工(gōng)精度和刀具(jù)壽命, 就必須合理選擇刀具材料, 采用先進的刀具設計和製造技術。
2. 2 硬質合金刀具材料與製備技術
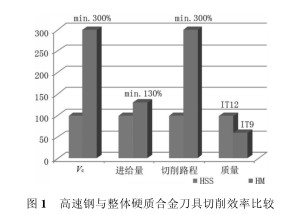
鑽頭、鉸刀和鏜刀的主要(yào)材(cái)質為高速鋼( HSS)和硬質合金(HM) 。高(gāo)速鋼刀具(jù)的特點是刃口鋒利(lì)、韌性好; 硬質合(hé)金刀具(jù)硬度(dù)很高, 但韌(rèn)性較差。高速鋼(gāng)與整體硬質合(hé)金刀具切削效率的(de)比(bǐ)較見圖(tú) 1。可以看出, 硬質合金(jīn)刀具在切削速度、加工質量及切削效率上都優於高速鋼刀具。
隨著電子技(jì)術、精密機械工程、微型機械加工和金屬成型技術的發展, 傳統的硬質合金刀具材料已不能滿足加工要求, 細晶粒、超細晶粒硬質(zhì)合金的使用越來越多。製造超細晶粒及納米晶粒硬(yìng)質合金材料的關鍵(jiàn)是生產出(chū)超細粉、納米粉(fěn)以及在燒(shāo)結時防止WC 晶粒長大(dà)。美國Nanodyne 公司用噴霧幹(gàn)燥轉化工藝大量生(shēng)產各種規(guī)格的WC2Co 混合粉, 其中最小粒度可達 20- 50nm。日本住友(yǒu)和東京鎢公司(sī)用WO3+ C 直接(jiē)碳化法(fǎ)生產出粒度 0.1- 0.2μm 的 WC粉。美國Dow 公司用快速還(hái)原碳化法大(dà)規模、低成本生產粒度0.2μm 的 WC 粉。雖然(rán)目前已能(néng)在實驗室製備出(chū)粒度幾納米的 WC 粉及 WC2Co 混(hún)合粉, 但由於在燒結過程中 WC 粒子的長大, 還不能生產出粒度 0.1μm 的納米晶粒硬質合金。為解(jiě)決這一問題, 可采用快速加(jiā)熱、短時保溫等(děng)工藝措施, 使WC 粒(lì)子來不及長大, 或(huò)添加抑製劑阻止 WC 粒子長大。日本住友煤(méi)炭開采株式會社研製的 DR. SIN -TER1000 係列電火花等離子燒結設備, 適合開發生產多(duō)種新型材(cái)料, 包(bāo)括超細晶粒(lì)乃至(zhì)納米晶粒硬質合金。韓國(guó)Seung I Cha 等人采用 WC- 10Co 納(nà)米複合粉進行了放電等離子(zǐ)燒結製備超(chāo)細硬質合金材料(liào)的研究, 對材料微觀結構和機械性能的分析結果(guǒ)表明, 在(zài)燒(shāo)結(jié)溫度為 1000° 時, 燒結體即可(kě)完全致密(mì)化, 無需添加抑製劑, 且合金的(de)晶粒尺寸(cùn)小於300nm, 這是傳(chuán)統燒結工藝無法達(dá)到的。
2. 3 硬質合金孔加工刀具參(cān)數
在孔加工中, 應用最廣泛的加工方式是鑽削加工。本文(wén)以鑽頭為例, 說明刀具參數對加工質量和刀具壽命的影響。影響(xiǎng)鑽頭切(qiē)削性(xìng)能的因素很多,如鑽頭的前角、槽型(xíng)、後角、螺旋角、橫刃等, 這裏對鑽頭的槽型及後角進行分析, 說明其對切削性能的影響(xiǎng)。
(1) 槽型(xíng)
鑽頭的槽型對(duì)其容屑、斷屑、排屑性能以及(jí)剛度、切(qiē)削穩定性等都有很大的影響。設計硬質合金鑽頭槽型時(shí), 需要根(gēn)據不(bú)同的被加工材料和表麵質量要求, 合理設計槽型結構, 以滿足斷屑(xiè)要求(qiú)。近二十年來, 斷屑槽的槽型結構不斷改進, 相繼開發出了直(zhí)線刃、折(shé)線刃、曲線刃與曲麵型、多麵型凸起、凹(āo)坑型等型麵相結合的斷屑槽, 槽型曲麵越來越(yuè)複雜, 斷(duàn)屑性能也隨之(zhī)不斷提高。例如, 吳新涼等人(rén)對幾種典型的複合式槽型(xíng)結構( 包括雙槽結構、刀尖部分槽(cáo)背(bèi)向前(qián)突起及(jí)波浪形槽(cáo)背結構) 進行了斷屑試驗研究(jiū), 結果表明, 複合式斷屑槽兼具各種簡單槽型的優點, 提高(gāo)了刀具的斷屑性能。龍新延等人建立了切削過程的仿真模型, 分析了刀具斷屑槽型參數凸台高度和斷屑槽寬(kuān)深比(bǐ)( Wn/ H) 對切削過程的影(yǐng)響, 證明 Wn/H 的變(biàn)化對切屑折斷的影響較大(dà), 在以小(xiǎo)進給(gěi)量切削加工塑(sù)性好的材料時(shí), 可選擇凸(tū)台高度較(jiào)大的刀具斷屑槽型。
(2) 後角
鑽頭(tóu)的後角能減小工件加工表麵與主後刀(dāo)麵(miàn)之間的摩(mó)擦力。應根(gēn)據不同(tóng)的被加工材料、刀具種類以及刀具直徑來選擇不同的刀具後角。一般而言(yán),後(hòu)角隨著刀具直徑的增大而減小(xiǎo), 加工塑性材料和精加工時應選用較大的後(hòu)角; 加工脆性材料和粗加工時應選用較小的後角。目前, 國內外(wài)硬質合金鑽頭的後角根據後刀麵型式的不同, 分為一個後角和兩個後角(jiǎo)兩種型式。AHNO刀具有限公司針(zhēn)對不同的(de)工件材料來選取(qǔ)後刀(dāo)麵(miàn)型式: 加(jiā)工鋼(gāng)件時, 一般采用雙弧麵型式, 後角取 7°- 12°; 加工鑄鐵、鋁合金(jīn)時, 采用四平麵型式, 第(dì)一後角取(qǔ) 6°-10°, 第二後角取 20° 。生(shēng)產實踐證明, 選取合適的後刀麵型式, 可以提高刀具的防幹涉能力和加工效率。
2. 4 硬質合金(jīn)刀具的刃磨及刃口鈍化(huà)
近年來, 隨著中、小批量生產對(duì)生產效率、自動化程度(dù)以及(jí)加工中心性能的要求不斷提高, 刀具刃磨技術、多軸數控刀具刃磨設備的發(fā)展帶動了孔(kǒng)加工刀具的發展, 其中最典型的就是, 在機(jī)械生產中已應用(yòng)多年、使用最為(wéi)廣泛(fàn)的整體結(jié)構鑽頭刃磨(mó)技術逐漸成熟, 通過對鑽頭刃口的修磨和強化(huà), 改善了鑽(zuàn)削加工條件。
(1) 刃(rèn)磨
金屬切削刀具的刃磨既是刀具(jù)製造中(zhōng)的最後一道工序(xù), 也(yě)是刀具重磨最重要的工序。刀具刃磨決定了刀(dāo)具切削部分的形狀及其幾(jǐ)何精度, 是保證刀(dāo)具切(qiē)削性能和產品質量的關鍵。
一汽解放汽車廠引(yǐn)進數控萬能工具磨床對刀具進行刃磨, 該機床采用五軸數控係統, 對鑽頭的切削刃部進行鏟磨, 通過改進鑽頭的鑽尖幾何角度, 嚐試提高鑽頭使用壽命, 經過多(duō)次試驗後發現, 在鋒角為130° 左右時加工平穩性最好, 加工工件的數量和質量明顯提高。在對(duì)鑽頭橫刃進行處理時, 采用大量切除方式鏟磨橫刃, 縮短橫刃寬度, 使鑽心的橫刃與主切削(xuē)刃接近十字交叉(chā), 減(jiǎn)小(xiǎo)了鑽削中的軸向力和轉矩。郭延文(wén)等人將鑽頭後刀麵刃磨成雙曲麵,形成 S 型橫刃, 與錐麵麻花鑽(zuàn)相比, 這種鑽型的軸向(xiàng)力平均下降了24%, 扭矩平均下降了 25%, 鑽孔的定心性和刀具耐用度都得到了(le)改善。
(2) 刃口鈍化
經普通砂輪或(huò)金剛石砂輪刃磨形成的刀(dāo)具刃口, 存在不(bú)同程度的微觀缺口。通過對刀具刃口進行鈍化, 能有效(xiào)提高刃口強度、刀具壽命和切削過程的穩(wěn)定性。現代高速加工和自動化機(jī)床對刀具的(de)切削性能和穩定性(xìng)提出了更高要求, 特別是塗層刀具,在(zài)塗層之前必須經過刃口鈍化處理, 才能保證(zhèng)塗層的牢固(gù)性和使用(yòng)壽命。K. D. Bouzaki 等人采用有限元仿真與試驗相結合的方法, 分(fèn)析了刀具刃(rèn)口鈍化半徑對塗層刀具壽命的影響。Yung- Chang Yen 等人采用有(yǒu)限元仿真方法(fǎ), 研究了刀具(jù)刃口(kǒu)半徑(jìng)對切削力、切削溫度等加工(gōng)要素的影響(xiǎng)。劉月萍通過有限元仿真與試驗相結(jié)合的方法, 研究了銑削鈦合金Ti6Al4V 刀具的不同刃口鈍化結構(gòu)及表麵質(zhì)量完整性。刃口(kǒu)鈍化技術是提高刀具壽命、減少刀具消耗的有效措施, 在經濟性(xìng)和技術性兩方麵(miàn)都行之有效。
3 硬質合金孔加工刀具的(de)發展趨勢
3. 1 硬質合(hé)金刀具材料
隨著機械加工技術(shù)的不斷發展, 對孔加工的要求日益提高(gāo), 特別是在大批量的孔加工中, 為了獲得高(gāo)精(jīng)度的孔軸配合, 對(duì)孔的(de)尺寸精度、幾何形狀及表麵粗糙度提出了更高要求, 而傳統的硬(yìng)質合金刀具材料已難以滿足大批量(liàng)、高精度、高效率生產的需要。納米硬質合金刀具是能夠適應這種(zhǒng)需要的一種精(jīng)密孔加工(gōng)刀具。但是, 由於生產(chǎn)工藝不成熟、價格昂貴以及燒結過程(chéng)中納米晶粒容易瘋長等原因, 迄(qì)今世界上還沒有(yǒu)一家公司(sī)能實現粒度 100nm 硬質合金材料的工(gōng)業化規模生產。因此(cǐ), 今後還需要進(jìn)一步研究納米硬質合金(jīn)材料(liào)的工業化生產(chǎn)與(yǔ)應用。此外(wài), 國內在結合劑以 Ni 代 Co 上的研究主要集中在礦(kuàng)用硬質合金方麵, 在硬質合金(jīn)刀具材料方麵還沒有開發出正式牌號, 因此, 還(hái)需要對材料的高溫性能、耐磨(mó)性以及抗崩刃性等一係列問題進行深入、係統的研究。
3. 2 刀具(jù)塗(tú)層技術
由於孔加工技術的快速發展, 塗層硬質合金鑽頭(tóu)、 鉸刀等孔加(jiā)工刀具的(de)使用(yòng)量(liàng)大幅(fú)增加, 此外, 隨著對刀具重磨要求的提高(gāo), 越來越多(duō)的重磨(mó)刀具需要進(jìn)行重新塗層, 使塗層技術的應用有了更廣闊的前景。由於(yú)單一塗層材料難以滿足提高刀具綜合性能的要求, 因此(cǐ)塗(tú)層成份將趨於多元化、複(fù)合化。德國Guhring 公司和瑞士Vilab 公(gōng)司聯合開發(fā)了MOVIC 塗覆技術( 類似於表麵處理技術(shù)) , 製備出的塗層主要由二硫化錳材料(liào)構成, 具有很好的潤滑性能( 不粘結) , 該(gāi)技術正在繼(jì)續開(kāi)發和推廣運用之中。成(chéng)都工(gōng)具研究所開發的 Ti-C-N-O-Al 和Ti-C-N-B 兩個係列共三種高性能多元複合塗(tú)層, 具有較好的複合機械(xiè)性能和優良的切削性能。豪澤技術塗層進一步發展了其高功率脈(mò)衝磁控濺射(shè)技術(HIPIMS 和 HIPIMS+ ), 為改善塗層刀具(jù)的精度提供(gòng)了更多機會。今後的發展趨(qū)勢是, 通過工藝、材料和結(jié)構(gòu)創新, 進一步改進(jìn)各類塗層的性能, 如將多弧工藝與濺射(shè)工藝相結合, 優化塗層結構, 開發多層塗層以提高其韌性和結合力, 添加合金元素(如鉻、鋯、釩、硼(péng)、鉿、矽等), 提高塗層的硬度(dù)、韌性、化學穩定性、潤(rùn)滑(huá)性等, 同時努(nǔ)力(lì)開發納米多層塗層。
3. 3 刀具表麵微觀質量
隨著現代刀具(jù)製造(zào)技(jì)術的發展, 對(duì)刀(dāo)具表麵(miàn)質量的要求越(yuè)來越高, 要求刀(dāo)具的刃口及排(pái)屑槽表麵非常光滑(huá)。提高刀具磨削質量, 減少排屑槽表麵的細小裂(liè)紋, 能有效減少(shǎo)應力集中, 防止在加工過(guò)程中發生(shēng)崩刃。同時, 排屑槽表麵越光滑, 切屑流動就越順暢, 切屑(xiè)的溫升也越低, 刀具就可以(yǐ)采用較高(gāo)的切削速度, 並能提高刀(dāo)具壽命。由於孔加工刀具(jù)( 特別是深孔(kǒng)鑽) 在加工中排屑比較困難, 因此要求刀具排屑槽具有較高的表麵微觀質量, 使切屑能快速排出,從而提高孔加工的精度。國外利用磨料超聲振動研磨技術, 來提高刀具(jù)排屑槽的表麵光潔度, 當排屑槽表麵粗糙度值達到 R a0.08- 0.02μm 時, 可以獲得很(hěn)高的孔加工精度, 還能將切削(xuē)效率提高 10% , 國內也將(jiāng)致力於這(zhè)方麵(miàn)技術的研究與開發。
4 難加工材料刀具技術
為了滿足機械產品向高性能、多功能、高質量的方向發展, 以(yǐ)及產品結構輕量化、零件尺寸微型化的需求, 具有高(gāo)硬度、高韌(rèn)性和高耐磨性的難加工材料(如鈦合金、鎳(niè)基合金、超耐熱(rè)合金、陶瓷等) 的使用越來越(yuè)多。能否高效加工這些材料, 直接關係到我國汽車、航空航天、能源等重(chóng)要工業部門的發展和製(zhì)造業的整體水平的提升, 也是對切削(xuē)加(jiā)工技術的最大挑戰。在難加工材料的孔加工中, 切削軸向力大,鑽頭等(děng)刀具磨損劇烈、易產生較大撓(náo)曲, 導致鑽孔偏斜, 影響鑽孔精度。因此, 需要大力發展具有優異耐磨性和較低摩擦係數的硬質(zhì)合金刀具(jù)材料, 選擇與(yǔ)難加工材料(liào)特點(diǎn)相適應的前角、後角、切入(rù)角等刀具幾何形狀, 並對刃尖進行(háng)適當鈍化處理, 以提高切削性能、延長刀具壽命。
5 結語
孔加工是機械加工中(zhōng)不可或(huò)缺、應用廣泛的基礎加工技術, 對產品的質量、成本等具有重要影響。
隨著產品的小型化和高性能化, 對孔加(jiā)工技術(shù)的(de)要求越來越高, 為了充(chōng)分發(fā)揮數控加工、高效加(jiā)工、自動(dòng)化加工等現代加(jiā)工(gōng)技術的優(yōu)勢, 孔加工刀具必須滿足高切削速(sù)度、大進給量、大切深、刀具壽命長等苛刻要求。硬質(zhì)合金孔加工刀具因具有高速度(dù)、高效率、高壽命、高(gāo)可靠(kào)性等優勢, 正取代高速鋼刀具,成為孔加工的主(zhǔ)流刀具(jù)。隨著硬質合金材料細化、塗層(céng)技(jì)術的發展, 以及刀具表麵微(wēi)觀質量的(de)提高, 孔加(jiā)工的質量和效率將會進一步提高。
投(tóu)稿(gǎo)箱:
如果(guǒ)您有機(jī)床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽(qì)車銷量情(qíng)況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年(nián)8月 基本(běn)型乘用車(轎車(chē))產量數據
博文選萃