


山特維克可樂滿(mǎn):刀具設計與眾不同
2013-12-28 來源(yuán):數控機床市場網 作者:-
標準切削刀具的細微改變或者重大改進後可以對切削加工結果產生巨大(dà)影響。某些零件特性需要使用(yòng)非標刀(dāo)具才能加工,或者獲得更高效率地切削。可以通過多種途徑使(shǐ)刀具專用於某項應用:特別設計的刀(dāo)具、類似標準的刀具或刀具模(mó)塊化選項。
切斷和切槽涉及許多不同類型的切削,往往不需要使用標準刀具。
必需換刀(dāo) - 非標刀具
大多數金屬(shǔ)切削工序可(kě)以采用標準刀具達到優化,但(dàn)在某些(xiē)情況(kuàng)下,需要使用半標準(zhǔn)(Tailor Made Product)選項來匹配具體的特(tè)性、尺寸等。標準刀具可提供很高的(de)通用性(xìng),選(xuǎn)擇和加以應用相對簡單明了。小批量和一次性生產時,標準刀具(jù)幾乎(hū)總是最佳的解決方案,但通常也有例外,比如當零件特性包含超出標準刀具能達到的尺寸、複雜性較(jiào)高或需要超強(qiáng)穩定性和可達性時(shí)。某些零件無法使用標準(zhǔn)或半標(biāo)準刀具(Tailor Made Product)進行加工,因此必須采用專門設計的刀具。

大批量生產(chǎn)時,一般需要(yào)進一(yī)步對工(gōng)藝進行優化(huà),因為每零件如果能節(jiē)約少(shǎo)量加工時間(jiān),那麽聚少成多最終會相當可觀。每次切削縮短(duǎn)幾秒,意(yì)味著每年可節省許多小時的加工(gōng)時間。正確地應用標準刀(dāo)具在大多數情況下是最佳的解決方案,但是在某些情況下,可能存在優化可能性 - 需要專(zhuān)門設計的刀具。
許多行業涉及到(dào)非標刀具,其中(zhōng)使(shǐ)用比例最高(gāo)的行業是汽(qì)車業,一般用於優化工序(xù),以(yǐ)求在零件大(dà)批(pī)量生產時節省時間。發電業對非(fēi)標刀具的使用也非常頻繁,該行業複雜的零件特性需要專門設計的刀具。航空(kōng)航天(tiān)業則屬後起之秀,許多解決方案都需要專門模(mó)塊化的標準刀(dāo)具。
製造非(fēi)標刀具並提供其高性能需要權威且經驗豐富的資(zī)源,以便最佳使用報價和刀具設計人員(yuán)的技巧、CAD/CAM編程和製造(zào)能力。預定義非標刀具的機構(基於構成非標刀具的變量)影響巨(jù)大。係(xì)統化手頭的變量是非標解決(jué)方案的基礎(chǔ)。半(bàn)標準的定製刀具(Tailor Made Product)可能涵蓋於此,其中刀具與標準有些許不合。他們可能必須采用預(yù)定義的(de)非標刀具(jù)(針對工(gōng)序而專門設計)才(cái)能進(jìn)行(háng)切(qiē)削或獲得更短(duǎn)的切削時間。
標準類解決方案
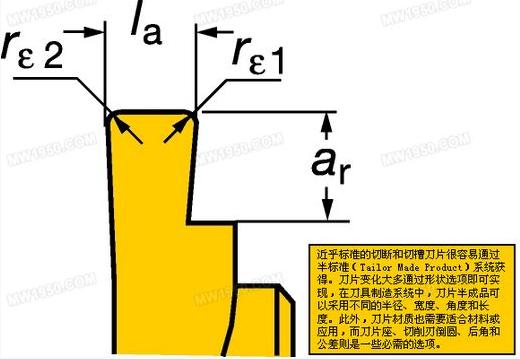
切槽和(hé)切斷應用非(fēi)常廣泛,特別(bié)在槽的(de)尺寸和(hé)形狀方(fāng)麵靈活多變,因此一(yī)般需要專用的(de)解決方案。超出各種標準刀片之外的(de)變化大多可通過半標準定製的形狀選項實現,在刀(dāo)具製造係統中,刀片半成品可(kě)以采用(yòng)不同的半(bàn)徑、寬度、角度和長度。刀片材質也需(xū)要適合具體的材料或應用,而刀(dāo)片座(zuò)、切削刃倒(dǎo)圓、後角和(hé)公差則是一些必(bì)需的選項。
半標準(Tailor Made Product)化切斷與切槽用的刀柄也可改進性能、加工結果、刀具壽命以及縮短換刀所需的時間。在切斷與(yǔ)切(qiē)槽工(gōng)序中,適合特定刀具懸伸的增強(qiáng)型刀板(bǎn)或更優質的刀柄對穩定性和應(yīng)用更(gèng)高的切(qiē)削參數具有相當大的影響。主要應用範圍(wéi)是大量到批量生產,采用(yòng)最適合工序的刀(dāo)具能夠更快地(dì)收回總加工成本。
在零件特性方麵,如果槽尺寸超出加工範圍,並且複雜性很高以及需要克服可(kě)達性很差的問題(tí)時,半(bàn)標準(Tailor Made Product)的定製刀片就不能總是滿(mǎn)足要求。大批量生產時會出現這種情況,例如在小零件加工範圍內,軸和柱體需要極高精度的切槽,或者切槽非常接近方肩以及(jí)需要一定的倒角。車(chē)削淬硬零件時,穩定性對加工結果(guǒ)而言至(zhì)關重要。所采取的(de)措施包括刀柄經過強化以及采用安(ān)全夾緊的CBN刀片(piàn)。
基於標準刀具的模塊化解(jiě)決方案
航空發動機零件由具有複雜特性的高(gāo)韌性(xìng)材(cái)料構成,對工序的要求非常苛刻(kè),這樣就需要過於頻繁地使用非標刀(dāo)具。目前,解決方案來自特定行業的標準加工(gōng)模式,其中通(tōng)用性和專用性由模塊(kuài)化刀具係統提供。例如,對於車削、切槽和螺紋切削,構成解決方案的係統適合幾乎任(rèn)意配置。基於裝有刀片的(de)刀頭與刀夾接杆之間的鋸齒鎖接口SL,無論需要何種工序和刀具配置,都可采(cǎi)用這種接口。 對許多切(qiē)斷和切槽(cáo)工序而言,這種接口現正成為非標刀具的標準平台,並且已被證明非常適合航空發動機和能源行業零件以及許多(duō)其他類型的工業應(yīng)用,例如汽車業和多任務機床中的(de)刀具合理化工作(zuò)。


因此,純粹專用的刀(dāo)具範(fàn)圍可縮小至最低限度,並且一般使用行業特征化(huà)的切削頭(可能為(wéi)標(biāo)準或非標切削頭(tóu))和標準接杆。如果需要,接杆自(zì)身也可(kě)為非標刀具,例如需要更高可達性、刀片傾斜或者特(tè)定裝夾中同一刀具上需(xū)要多個切削頭時。這(zhè)樣,在接杆和刀片為標準件時,就能夠用最小的非標刀具庫存涵蓋各種工序。
鋸齒鎖接口係統所帶來的好處使可樂滿刀具的特性發揮到極致,例如後端刀杆聯(lián)接部位Capto接口的最穩定(dìng)和最堅固性能(néng),前端的與阻尼減(jiǎn)震杆搭(dā)配的減重設計切削頭,相應的防振刀具(jù),並允許帶有高壓冷卻液(yè)供給選項。飛機零件中有許多深且複雜的凹腔非常(cháng)類似,能(néng)夠采用適合(hé)切槽和仿形加工的刀板以模塊化切削頭的形式組合刀具,進行“標準化方案”作業。這種適(shì)合非標解決方案的平台基(jī)於專用的標準刀片(piàn)和刀柄概念 - 專為加工飛機零件和材料而開發。
投稿(gǎo)箱:
如(rú)果您有(yǒu)機(jī)床行(háng)業、企業相關(guān)新聞(wén)稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如(rú)果您有(yǒu)機(jī)床行(háng)業、企業相關(guān)新聞(wén)稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年(nián)11月 軸承(chéng)出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況(kuàng)
- 2024年10月 新能源(yuán)汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削(xuē)機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據