


數控(kòng)機床典型電氣故障(zhàng)診斷與維修
2018-3-21 來源(yuán):山西職業技術學院 作者:張晶輝
摘要:隨著數控(kòng)技術的發展,數(shù)控(kòng)機床的維修已越來越重要。主要對數控機床電氣部分的(de)故障診斷與維修進行了介紹。基於對機床電氣原理的認識,可以更好地對機床電氣係統進行維修與維護。
關鍵詞:數控機床;電氣故障;診斷與(yǔ)維修
0 引言
采(cǎi)用數控技術(shù)進 行控製的加工設(shè)備稱為數控機床,它是一種綜合應用了計(jì)算機 技術,自動化控製技術、精密測量技術和機床設計等先進技術的典型機電一體化產品(pǐn),隨著(zhe)數控技術的(de)快速發展,數控機床的故障診斷與維修也越(yuè)來越重要。
1 、數控(kòng)機床的加工原理及(jí)特點
1.1 數控機床的加工原理
在機(jī)械加工過程中,依(yī)據工件的尺寸形狀,刀具的(de)走刀軌(guǐ)跡為直(zhí)線或圓弧時,數控機床的工作(zuò)過程如(rú)下:
①按照坐標的方向,將刀具與(yǔ)工件的運動軌跡分割成一些最小的移動量(稱為(wéi)脈衝當量);
②通過數控係統的插補軟件或運(yùn)算器,把運動軌跡用(yòng)“最小移動量”為單位的等效折線進行擬(nǐ)合;
③根據擬合折線的(de)軌(guǐ)跡,數控係統給機床相(xiàng)應的坐標軸連續不斷分配進給脈衝,伺服驅動係統驅動機床做相(xiàng)應運動。
刀具沿著各坐標軸的相對(duì)運動,完全是以脈衝當量為單位的,脈衝當量的單位往往是 mm/脈衝。按照零件程(chéng)序的要求,使刀具(jù)按照坐標的移動方向移動若幹個最小位移量,從(cóng)而實現(xiàn)刀具與工件的相對運動,數控機床正是通過控製刀(dāo)具運動軌跡來完成零件(jiàn)加工的。
數控裝置在線段(duàn)的起點和終 點坐標值之間進行(háng)“數據點的密化”處理(微分處理),求出一係列中間點的坐標值,然後(hòu)按這些計算出來的中間點的坐標值向(xiàng)各坐標輸出脈(mò)衝數。這些(xiē)脈(mò)衝數(shù)決定了刀具運動的方向與距離,使最終的運動軌跡與加工零件的外形完全吻合,從而保證加工出的(de)工件具有最終需要(yào)的直線或圓弧(hú)輪廓。
數(shù)控裝置進行(háng)的這種“數據點的密化”稱為插(chā)補,一般數控裝置都具有通過基本函數進行插補的功能。
1.2 數控(kòng)機床的特點
除了少數使用步進電機驅動的簡易數控機床以及作為特殊用途的數控機床之外,一(yī)般來說,數控機床(chuáng)都具有以(yǐ)下一(yī)些特點。
(1)生產效率高。數控(kòng)機床主軸轉速(sù)高,結構剛性好(hǎo),可以選擇最佳的切削參數,從而(ér)縮短實(shí)際加工時間;數控機床可以實現準確快速的(de)自動定位,選擇(zé)最佳的走刀路線,從而縮(suō)短了輔助時間;數控機床可以自動進行工件裝(zhuāng)夾,更換加工零件時,無需重新調整(zhěng),並且(qiě)一次裝夾可以完成多工序的加工,真正實現了一機多(duō)用(yòng),大大地節省了安裝(zhuāng)調試的時間。
(2)加工精度高。
數控機床的機械傳動係統和結構、部件的製造和(hé)裝配精度都很高;數控機床按(àn)照程序自動加工(gōng),無需人(rén)工幹預,而且還可以利用軟(ruǎn)件進行校正,實現自動補償。因此,使用數控機床進行生產,可以保證零件的加工精度,穩定產(chǎn)品質量。
(3)生產柔性大。在數控機床(chuáng)上,對於不同的加(jiā)工零件隻需改變加工程序,就能(néng)改變零件的加工工藝與工序,實現多品(pǐn)種、小批量零件的生(shēng)產,以及新產品的試製加工;數控機床具有多軸聯動的(de)曲線和曲麵加(jiā)工能力,從(cóng)而能夠完成很多普通機(jī)床難以完成或者根本不能(néng)加工的複雜型麵零件加工(gōng)。
(4)生產自動化。
數控機床能夠(gòu)實(shí)現生產加工(gōng)過程中的自動加工、自動換刀、自動排屑、自動冷卻和(hé)自動潤滑,能夠大大減輕操(cāo)作者的勞動強度,改善勞動條件。
(5)經濟(jì)效益良好。生產(chǎn)者可以精確計算(suàn)生(shēng)產成本,並對生(shēng)產進度進(jìn)行合理的安排,從而在一定程度上加速資金的(de)周轉,切實提高經(jīng)濟效益。
2 、數(shù)控機床電氣故障的診斷與維(wéi)修
2.1 數控機床典型電氣故障
數控機床電氣故(gù)障分為弱(ruò)電故障和強電故障。弱電部分主要有 CNC 裝置、PMC 控製器、CRT 顯示器以及伺服單元、輸入/輸出裝置等電子電路。強電部分是指繼電器、接觸器、開關、熔斷器、電(diàn)源變壓器、電(diàn)動機、電磁鐵、行程開關(guān)等電氣組件及(jí)其所組成的電路。電氣故障(zhàng)具體表(biǎo)現為:係統黑屏或者是係統啟動(dòng)開關失靈、係統啟動後(hòu)電路板空開跳閘;係統啟動後機床一直報“急停”警;刀架不能換刀;主軸不轉,X、Y、Z軸(zhóu)或其他軸(zhóu)不動等。
2.2 故障產生(shēng)的主要原因
故障產生的主要(yào)原因如下:
①機(jī)械(xiè)零部件的(de)鏽蝕(shí)、磨損和失效(xiào);②電氣組件(jiàn)的老化、損壞(huài)和失效;③電氣組件接觸不良;④使用環(huán)境變(biàn)化(huà),如電流或電壓波動、溫度變化、液壓壓力和流量的波動及油汙
;⑤隨機幹擾和噪聲(shēng)、軟件程序丟失或被破壞(huài);⑥操作不當等。
2.3 數控機床(chuáng)電氣故障排除方法
數控機床電氣故障排除步驟(zhòu)如下(xià):①偵察,即現場調查故障(zhàng),查看故障現象;②計劃(huá),即收集信息,擬定排除方法;③診斷,即進行故障定位;④維修,即解決發現的(de)機床故(gù)障(zhàng)
;⑤試機,即測試機床是否正常工作。
3 、數(shù)控機床常見電氣故障及排除方法
3.1 係統黑屏和啟動開關失靈故障及排除方法
圖1為數控係統啟動電路原(yuán)理(lǐ)圖。 若數(shù)控機床按下(xià)啟(qǐ)動按鈕後,係(xì)統不啟動,首先應該檢查數控機床總開(kāi)關是否打開;其次,觀察電氣櫃中電源盒的指示燈是否亮了,以此來判(pàn)斷電源盒是(shì)否有220V 電(diàn)源電壓(yā)的輸入。
若指示燈(dēng)不亮,檢(jiǎn)查電源盒是否有220V 電源,若有220V 電源,指示燈不亮或沒有(yǒu)24V 電(diàn)源輸(shū)出,則為電源盒損壞。若有24V 電源,檢查係(xì)統後麵是否有24V 電源,若(ruò)沒有,則需檢查電纜線是否斷路。需注意(yì),24V 電源短路,是電壓達不(bú)到 24V,也有可能(néng)使(shǐ)係統不啟動,這就需檢查(chá)其他24V 電(diàn)源(yuán)是否短路;還有(yǒu)圖1所(suǒ)示的電路圖中,若有一路斷路或開關損壞,也可導致係統不啟動(dòng),若係統後麵有(yǒu)24V 電源,電路圖檢查也沒故障,則有可能是係統壞了,需更換數控(kòng)係統。
3.2 機(jī)床啟動後係統一(yī)直(zhí)報
“急(jí)停”警數控機床一直報“急停”警的原因有很多,包括外部急停與內部急停,無論哪種(zhǒng)急停,一旦報“急停”警(jǐng),機床就停(tíng)止不能運行。不同機床 報警的處 理方(fāng)法不同,而機床報“急停”警時,常伴隨著其他報警(jǐng)信息的顯示,根據不同(tóng)報警(jǐng)信息(xī),選擇不同的方法。其(qí)不同(tóng)故障處理方法如下:
(1)數 控 機床隻報 “急停”警,無 其 他 報 警 信 息。現這種故障時,首先應該在數控係統中 PLC狀態下查看 PLC是否有輸入和輸出。若有,則根據機床(chuáng)電氣原理圖的急停電路,一次排查(chá);若電路無故(gù)障,則需要檢查急(jí)停(tíng)開關是否損壞。
(2)數控機床既(jì)報“急停”警,同時又報某軸超程。這種情況下,首先判斷機床是軟限位超(chāo)程還是硬限位超程。
若硬限位超程,在操作麵板上找到超程(chéng)解除,將(jiāng)操作方式(shì)調在手輪方式下,按住超程解除,同(tóng)時手搖(yáo)機床,使機床不報警為止(zhǐ),按幾(jǐ)次複位(wèi)鍵。若機床報軟(ruǎn)限位超程,則(zé)可直接在手搖方式下,使機床不報警為止。
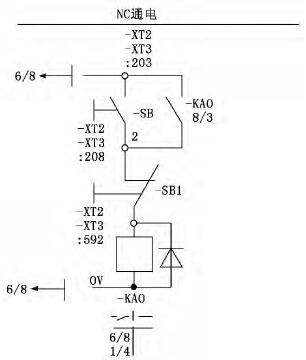
圖(tú)1 數控係統啟動電(diàn)路原理圖(tú)
3.3 在手(shǒu)動方式下刀位不轉換
遇到數控 機 床 不 換 刀 時,首 先 應 該 在(zài) PLC 狀 態下,按下換刀按鈕,查看機床(chuáng) PLC是否有輸入/輸出信號。若沒有輸入信號,則需檢查刀架的輸入信號線或者是刀架的發信盤是否損壞。
若刀架發信盤損壞,則需更換刀架(jià)發信盤;若(ruò)發信盤完(wán)好,則需檢查刀架的信號線(xiàn)與發信盤連接處是否牢靠,同時檢查(chá)信號線是否有斷路的情況。若機床有輸入/輸出信號,則需打開(kāi)電氣櫃,查看繼電器指示燈是否亮,接觸(chù)器是否吸合。
若(ruò)不吸合,則有(yǒu)可能為接觸器損壞;若吸合,檢(jiǎn)查刀架(jià)在吸合的瞬間是否有(yǒu)電壓,若有電壓,電(diàn)機不轉動,則有可能為(wéi)刀架電機損壞。
3.4 在手動方式下冷卻電機不工作
出現這種情況(kuàng)時,首先在(zài) PLC狀態下查看冷(lěng)卻是否有輸入和輸出;其次,根據機床冷卻電路圖,查看線路是否有(yǒu)斷路的情況;最後,檢查(chá)電路中(zhōng)各電器元件是否有損壞,檢查無誤後,查看冷卻電機是否有電壓或冷機電機是否損壞。
3.5 一上電就出現空開跳閘
出現這種情況時,不要盲目上電,先檢查空開(kāi)跳閘的原因。第(dì)一,有可能是空開的額定電流限值小,不夠負載的電流;第二,有可能是三相電短路,或者是某路
電路出現問題。
3.6 手動方式下機床主(zhǔ)軸不轉
不同數控機床主軸轉動的控製方式不同(tóng),一般(bān)機床(chuáng)主軸的轉動是由變頻器控製。係統控(kòng)製 PLC,PLC通過繼電(diàn)器(qì)控(kòng)製變頻器,變頻器輸出控製主軸的正反轉。當主(zhǔ)軸不轉時,首先(xiān)應(yīng)該查看 PLC,其次查(chá)看繼電器,最後看主軸電機是否有電壓,依次查看(kàn),直到查出原因為止。
4 、數控係統的日常維(wéi)護保養
數控係統是數控機床電氣控製(zhì)係統(tǒng)的(de)核心。機床的數控係統在經過較長一段(duàn)時間的使用後,某些元器件難免出現一些(xiē)損壞或者故障。為了盡(jìn)量地延長元器件的(de)使(shǐ)用壽命和零部件的磨(mó)損周期,預(yù)防各種故障特別是惡性事故的發生,就必須對數控係統進(jìn)行日常的維護與保養。
數控係統的日常維護主要包括以下幾(jǐ)方麵:①製(zhì)訂並且嚴格執行數控係統(tǒng)日常維護的(de)規章製度;②定(dìng)期維(wéi)護數控係統的輸入/輸出設(shè)備;③定期檢查和更換直流電機的電刷;④定時清理數控櫃的散熱通風係統,以防止數控裝置過熱;⑤應(yīng)盡量少開數控櫃(guì)門和強電櫃的門;⑥經常監(jiān)視數控裝置用的電網電壓;⑦定期檢查和更(gèng)換存儲(chǔ)器用的電池;⑧對備(bèi)用印製線路板進行維護;⑨對長期不用的數控係統進行(háng)維護。
5 、結語
所有的數控機床其基本(běn)原理都相同,了解了其工作原理,才能對(duì)機床故障進行檢測與維修。在進行機床維修時,首先(xiān)要沉著冷靜,在腦海中有一個完整的思路,避免做無用功。
投稿箱:
如(rú)果您有(yǒu)機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有(yǒu)機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州(zhōu)金馬")
業界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月(yuè) 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據
- 2024年11月 新(xīn)能源汽車(chē)產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量(liàng)數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年(nián)10月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據
- 2028年8月 基本(běn)型(xíng)乘用車(轎(jiào)車)產量數據
博文選萃
| 更多