


普通車床橫向切斷車刀(dāo)工作後(hòu)角變化(huà)規律及控製措施
2017-7-20 來源: 蘭州石化職業(yè)技術學(xué)院 機(jī)械工程係 作者:周蘭生
摘要: 在(zài)普通車床上橫向切(qiē)斷(duàn)軸類零件是車削加工的(de)基本工藝. 通(tōng)過對橫向切斷車刀工作後角變化過(guò)程的分析,表明工作後角的變化規律,指(zhǐ)出在實際切斷中為避免工作後角變負,采用手動進給是目前(qián)唯一有效的方法。
關鍵詞(cí): 車床; 橫向切斷; 工作後角; 控製措施
軸類零(líng)件橫向切斷是車(chē)削加工的基本(běn)工藝。在(zài)普(pǔ)通車床(chuáng)實際切斷過程中,由於受到橫向進給速度(dù)和工件直徑大小的影響,切斷車刀工作(zuò)後角的大小不(bú)是恒定的。在由(yóu)外向中心切斷的過(guò)程中,車刀的工作後角由(yóu)正後角逐漸變為負(fù)後角,導致工件最後不是被“切(qiē)斷(duàn)”而是被“擠斷”[1],從而影響切斷質量。同時由(yóu)於工作後(hòu)角變負,使後刀麵與工件切削表麵間的摩擦增大,車刀熱量增加,磨損加劇,降低了車刀的耐用度,且(qiě)由於擠壓摩擦加劇,使工件切削(xuē)表麵產生殘餘應力和(hé)加工(gōng)硬化。因此,需對橫(héng)向切(qiē)斷車刀工作後角變化(huà)規律進行研(yán)究並采取(qǔ)相應措施。
1.橫向切斷車刀工作角度的確定
1. 1 橫向切斷車刀工作角度與標注角(jiǎo)度的關係
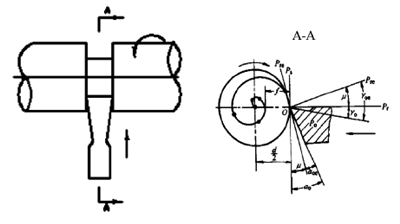
圖 1 橫向切斷車刀標注角度(dù)與工作角度的關係
刀具的標注角度是刀具在理想安裝位置和沒有進給運動的情況下所確定的角度(dù)。在實際切削過程中,由於有進給運動,使刀具角度(dù)參考係發(fā)生了變化,導致刀具的工作角度與刀具的標注角度不一致。如圖 1 所示為車刀橫向(xiàng)切斷(duàn)加工時,標注角度與工作角度的關(guān)係。
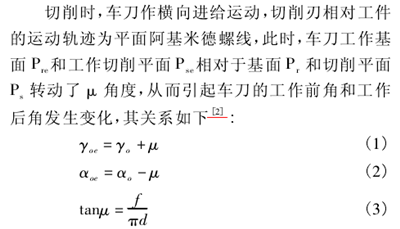
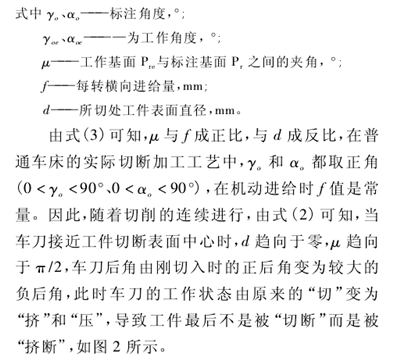

圖 2 橫向切斷中心被“擠斷”示意圖(tú)
1. 2 工作後角變化機理
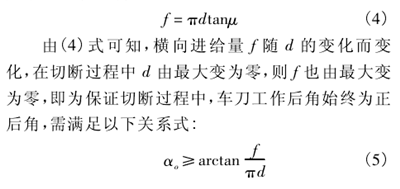
由以(yǐ)上分析可(kě)知,在普通(tōng)車床實際切斷過程中,工作後角變負的(de)原因是機動進給時(shí),橫(héng)向進給量 f( 橫向進給速度) 固定,而工件直徑在逐漸變小,若要使 μ 不變,則必(bì)須將 f 作(zuò)為變量,則 f 與 d 成比(bǐ)例關係,由式( 3) 得:
2.實際橫向切斷車刀工作後角控製措施
由上(shàng)述橫向切斷車刀工作(zuò)後角的變(biàn)化過(guò)程分析,在實際切斷過程中,為使切斷車刀保持正後角,需要滿足( 5) 式要求,為此可采取如(rú)下措施。
2. 1 機動進給采取的措施
所謂機動(dòng)進給是(shì)指在普通車床(chuáng)上,橫向(xiàng)進給量或進給速度(dù)保持恒定。由( 5) 式,在保持恒定,不斷減少的情況下(xià),要(yào)不斷增大,這在實際切斷過程中是不(bú)可能(néng)實現的[3]。因此,在實際切(qiē)斷(duàn)之前,根(gēn)據刀頭強(qiáng)度和機床功(gōng)率確定合理的和,在即將(jiāng)切斷時(shí),由機(jī)動進給變為手動緩慢進給,最後將工件切斷。其效果如(rú)圖 3 所示。

圖 3 機動進給切斷斷麵

圖 4 手動進給切斷斷麵
2. 2 手動進給采取的措施(shī)
由上述機(jī)動進給切斷(duàn)過程(chéng)看,仍會出現工件被擠斷的情況,為避免這一現象的出現,在實際切斷過程中,改(gǎi)為手(shǒu)動(dòng)進(jìn)給,即隨著切斷的持續進行,進給量不斷減少,在最終切斷時,進給量為零。效果如圖4 所示。
3.結束語
通過以上分析可以看出,在普通(tōng)車床上(shàng)通過機動進給(gěi)橫(héng)向(xiàng)切斷時,由於橫向進給量不能隨的減少而減(jiǎn)少,從而出現工作後角變負的情況(kuàng),手動橫向進給可(kě)以(yǐ)有效的避免這一現象(xiàng)[4]。雖然,手動進給加工效率不高,而且切斷的表麵質量取決於操作者的技術水平,但(dàn)從保證切(qiē)斷麵的(de)表麵質量來看,手動進給仍是目(mù)前唯一可取的方(fāng)法,實際切斷效果也驗證了這一點。
投稿(gǎo)箱:
如果您有機床行(háng)業(yè)、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業(yè)、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多(duō)

行業(yè)數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量(liàng)數據
- 2024年11月 分地區金(jīn)屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量(liàng)數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新(xīn)能源(yuán)汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘(chéng)用車(轎車)產量數據