


基於Pro/E 的正交麵齒輪參數化建模及插齒(chǐ)加工
2016-7-22 來源:錦西(xī)工業學校 錦西化工機械有限責任公 作者:楊春蘋(píng) 閆剛
摘要:文章論述了正交麵(miàn)齒輪齧合傳動原理,並(bìng)介紹了應用(yòng)Pro/E軟件對其進行參數化建模的全過程,根據正交麵齒輪的結(jié)構特點改造現有插齒機,並對機床夾具進行理論設計(jì)。
關鍵詞:麵齒輪;建模;插齒;齧合傳動
1 、麵齒輪簡介
常見齒輪齧合有圓柱(zhù)齒輪和圓錐齒輪齧合,它們都是由(yóu)一對圓柱或圓錐齒輪組成,麵齒輪傳動(dòng)是兩者綜(zōng)合,它是由小圓柱齒輪和大圓錐(zhuī)齒輪(lún)齧(niè)合傳動的。麵齒輪可(kě)以看作錐齒輪,傳動(dòng)軸(zhóu)之(zhī)間夾角決定著齧合時(shí)兩軸錐度。當兩軸互相垂直時,齒(chǐ)形(xíng)由圓錐麵(miàn)變為(wéi)端麵均布,這時錐齒(chǐ)輪叫做正交麵齒輪。
長期以(yǐ)來,隨著航空(kōng)業發展,為了提(tí)高齒輪質量、可靠性及減輕傳動裝置的重(chóng)量,設計者做了大量研究工作。由於正交麵齒輪具有無軸向(xiàng)力,重合度大、傳動平穩、噪音小、能保證精確傳(chuán)動比等優點。使其在這些研(yán)究技術中脫穎(yǐng)而(ér)出,針對麵(miàn)齒輪傳動的研究也越來越多,在國外發達國家(jiā)對麵齒輪已經做了大量(liàng)研(yán)究工作,並且已經取得了突(tū)破性進展,它被稱為“21世紀旋翼機傳(chuán)動之希(xī)望所在”。麵齒輪最新研究集中在高速重載齒輪齧合傳動上,在NASA與美國軍方共同進行的ART研究中,直升機主減速器內部齒輪也采用了兩麵齒(chǐ)輪夾一個(gè)小圓(yuán)柱齒輪(lún)的(de)結構。
國內對麵齒輪的研究(jiū)比較晚,我國現階段對麵齒輪的研究包括:基本齧合理論研究、麵齒(chǐ)輪的齒麵方程、麵齒(chǐ)輪過(guò)渡曲麵方程的生成、麵齒輪動力學分析、接觸應力和齧(niè)合特性(xìng)分析等。下麵從(cóng)正交(jiāo)麵(miàn)齒輪的參數化建模和插(chā)齒加工兩方麵(miàn)進行詳(xiáng)細的論述。
2 、用Pro/E軟件對正交麵齒輪進行參數化建模(mó)
2.1 基本參數的設定(dìng)
在進行麵齒輪的參數化建模時,可(kě)以利用Pro/E軟(ruǎn)件係統中的程序功能來(lái)完成麵齒輪齒(chǐ)麵曲線的繪製,首先要設定麵齒輪和齒輪刀具的基本參數,它們分別是:模數M、麵齒輪(lún)齒數N2、刀具齒(chǐ)數(shù)Ns、刀具齒輪壓力角ALFAS、齒頂高係數Hx、頂(dǐng)隙係數Cx、麵齒輪外(wài)半徑Rw、麵齒輪內半徑Rn。
2.2 程序編製
麵齒輪的齒麵由漸開線齒廓和齒根過渡齒麵共同(tóng)組成,為設計簡(jiǎn)化起見,本文把(bǎ)過渡齒麵用與漸開線相切的曲(qǔ)麵替代。使用Pro/E中程序編輯(jí)功能建立麵齒輪參數化(huà)模型設計過程:設置(zhì)基本參數(shù)及關係式,生成(chéng)齒麵漸開線,曲(qǔ)線生成曲麵(miàn),曲麵(miàn)形成實體模型,完成一個齒形、全部齒形和全部(bù)輪齒設計。
2.3 關係(xì)式確立
利用程序編輯工具,在程序(xù)中建立麵齒輪和加工刀(dāo)具的基本參數,並且給這些基本參數賦初(chū)值。接下來建立(lì)這些基本參數(shù)關係式,從而能自動計算出麵齒輪相關(guān)尺寸。
其中(zhōng)基本函數:M—刀具齒輪模數;N2—麵齒輪齒數;
Ns—刀具齒輪齒數;ALPHA—壓力(lì)角;DW—麵(miàn)齒輪外半徑;
DN—麵齒輪內半徑;HAX—齒頂高(gāo)係數;CX—頂隙係數;
在(zài)程序中輸入語句,得到麵齒輪基本參數及關係式,如圖(tú)1所示。麵齒(chǐ)輪齒麵曲線方程,如圖2所示。
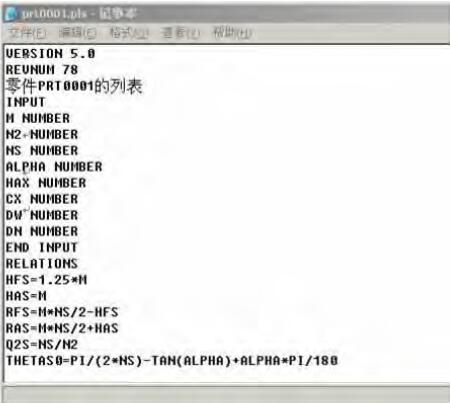
圖1 麵齒輪(lún)基本參數及(jí)關係式
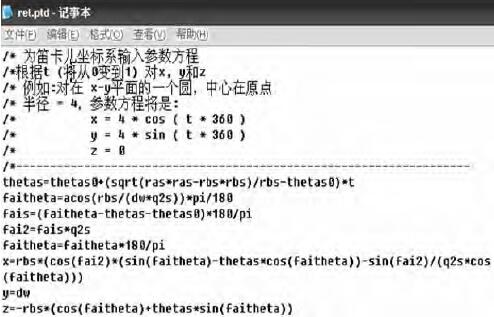
圖2 麵齒輪齒麵曲線方(fāng)程
麵齒輪的齒寬(kuān)受到(dào)齒頂變尖和齒根發生根切的限製,在輸(shū)入麵齒輪的內圓半徑和外圓半徑的基本參數時要適當選擇,麵齒輪齒(chǐ)寬限製條件要進行相應的公式推導(dǎo),編(biān)製對應的計算(suàn)機程序,當麵齒輪模數M=5,刀具齒輪齒數Ns=20,麵齒輪齒數N2=100,壓力角ALPHA=20°,齒(chǐ)頂高係數HAX=1,頂隙係數CX =0.25,在輸入這些基本參數情況下,可以計算(suàn)出的麵(miàn)齒輪齒(chǐ)寬(kuān)界於內半徑236.963mm和外半311.574 mm。這裏取(qǔ)麵齒輪(lún)內半徑DN=240 mm,外半徑DW=300 mm。在Pro/E軟件中,點擊“工具”下拉菜單中的“參數”按鈕就可以查出麵齒輪的基本參數和關係參數值。
2.4 模型的建立
利(lì)用麵齒輪的齒麵方程可計算出齒麵曲(qǔ)線方程,這(zhè)裏將方程中的值固定為外半(bàn)徑和內半徑值。具體步驟是(shì):在Pro/E繪圖區左側選擇“曲線”按鈕,出現一個菜(cài)單管理(lǐ)器,選擇“從方程”中選取,完成後選擇笛卡兒直角坐標(biāo)係,在記事本中輸入關係式圖2所(suǒ)示。
保存(cún)退出後(hòu)就可以自動(dòng)繪出一條齒麵曲線,如果把兩個(gè)角度參數θs(thetas)和φs(fais)改(gǎi)變符號,還可以(yǐ)得出麵齒輪同一齒(chǐ)上的另一(yī)側齒麵,當θs、φs改變符號時,x符號也會隨著改變,另(lìng)外三段曲線的繪製方(fāng)法(fǎ)與第一條曲線相同。過渡齒(chǐ)麵曲線可以簡化處理,保證與工作(zuò)齒輪齒廓線相切即可。另一側的四(sì)條曲(qǔ)線通過鏡像指令來獲得(dé),麵齒輪加工(gōng)時選擇範成原理(lǐ)插齒加工方法,因此麵(miàn)齒輪齒形在(zài)軸線方向為(wéi)平麵,前(qián)後側麵為(wéi)圓(yuán)柱麵,最後繪製出的麵齒輪的一個齒廓線,如圖3(a)所示。
利用上麵繪出的輪齒廓線,在Pro/E繪(huì)圖區左側選(xuǎn)擇“邊界混合”按鈕把麵齒輪單齒廓線生成(chéng)一個曲(qǔ)麵,重複使用邊界混合工具(jù)生成麵齒輪的其它齒麵,再將相鄰曲麵合並,轉化成實體模型,就完成(chéng)了麵齒輪一個齒形的繪製,如圖3(b)所示(shì)。將圖3中建立的特征組合成組,在Pro/E繪圖區左側選擇“陣列(liè)”按鈕。在陣列命令中添加以“軸線”為(wéi)陣列中(zhōng)心,選擇麵齒輪(lún)主軸(zhóu),陣列成員數為“360/N2”,陣列成(chéng)員間的角度為“N2”,點擊“確定”後完成了麵齒輪的齒形部(bù)分造型。
根據麵齒輪的齒(chǐ)寬限製(zhì)條件,利用拉伸命令在麵齒(chǐ)輪齒形造型的下端麵創建(jiàn)空心圓(yuán)柱體,取內半徑DN=240 mm,外半徑DW=300mm。再將拉伸的(de)深度和方向添加到關係中,最後(hòu)產生整個麵齒(chǐ)輪(lún)實體化模型如(rú)圖3(c)所示。
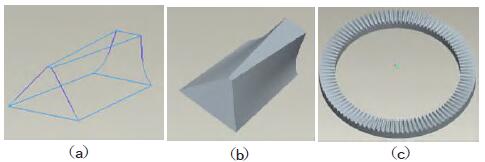
圖3 單齒(chǐ)齒廓線、實體圖和全齒幾何模型
2.5 參數化建模
麵齒輪的參數化設計程序編輯完(wán)成後,調用Regenerate命令,Pro/E軟件會自動執行程序,設計者通過(guò)提示輸入新的基本參數值,Pro/E中程序自動運行生(shēng)成新的麵齒輪(lún)。改變相關參(cān)數,例如當模數為M=3,刀(dāo)具齒數NS=20,麵齒輪齒數N2=80,麵齒輪外半徑DW=130,內(nèi)半徑DN=115,齒頂(dǐng)高係數HAX=1,頂隙係數CX=0.25時,會重新生成麵齒輪模型。
3、麵齒輪插齒加工
3.1 麵齒輪加工方法的選擇
在工業化大批量生產的時代,加工(gōng)方法中最常用的是滾齒和插齒(chǐ)。在插齒加工中(zhōng),一種(zhǒng)模數的插齒刀可以加工出(chū)模(mó)數相同而齒(chǐ)數(shù)不同的各種齒輪,插齒加工主要有以下優(yōu)點:
①加工精度較高:插齒(chǐ)刀的製(zhì)造、刃磨和檢驗都比齒輪滾刀簡便,易於(yú)保證製造精度,最高可達6級(jí);齒麵的表(biǎo)麵(miàn)粗糙度 Ra值最高可達0.4~0.2μm。
②適用性較好:插齒適用於加工內、外齧合(hé)的直齒圓柱(zhù)齒(chǐ)輪,以及多聯齒輪、扇形齒輪和齒條。插齒加工由於具有以上兩點優勢,因此(cǐ)它也是加工麵齒輪的最基本方式。
插齒加(jiā)工齒(chǐ)輪的方法有成形法和範成(chéng)法,麵齒輪比較適合采用範成法加工。實現範成法加工(gōng)的具體方法,如圖4所示,將齒輪(lún)副中的一個齒輪製成具有切削能力的齒輪刀具(jù),另(lìng)一個齒輪換成待加工(gōng)的齒輪毛坯,在齒輪刀具與齒坯的齧合運動中進行切(qiē)削,齒坯將逐漸展成漸開線齒廓(kuò)。在範(fàn)成法加工齒輪時,插齒加工的刀具和待加工(gōng)的齒輪毛坯兩中心軸線是相互平行的。齒輪插齒刀外形類似於一個齒輪,它是在輪齒上磨出前角和後(hòu)角,使其具有切削刃的特殊齒輪。在齒輪加工時,刀具最基(jī)本運(yùn)動有(yǒu)兩種:上下往複運動和齧合傳動,在刀具上下往複運動時,可以從工件上切(qiē)下鐵屑。而(ér)且(qiě)為了保證在齒輪毛坯上(shàng)漸開線(xiàn)齒形的成型,在刀具上下往複切屑的同時,通過插齒(chǐ)機內部的(de)傳動係統,強製要求齒輪(lún)刀具和(hé)待加工齒輪毛坯之間保持著一對漸開線齒輪的齧合傳動關係。這樣就可以在齒輪刀具的切削運動和齒輪刀具與齒輪毛坯之間齧合運(yùn)動的共同作(zuò)用下,齒輪毛坯多餘部(bù)分的金屬會(huì)逐步被切去,從(cóng)而加工出需要的漸開線齒輪(lún)齒形。
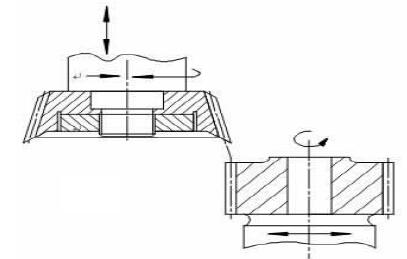
圖4 普通插(chā)齒加工運動
3.2 插齒機的改造
插齒(chǐ)加工包括切削、分齒、徑向進給、圓周進給、讓刀五(wǔ)種運動。加工麵齒輪的(de)插(chā)齒機也應(yīng)包含上述五種運動,但與現有插齒機(jī)不同的是,它的插齒刀與工件不是平(píng)行(háng)軸之間的相互旋轉運(yùn)動(dòng)。麵齒輪傳(chuán)動分為相交和相錯兩種傳動,在相交傳動中,還可包括正交和斜交傳動(dòng)。正交是一對(duì)傳動軸之間夾角為90 °,本文(wén)就(jiù)是以正交麵齒輪為例進行研究的,在加工普通齒輪(lún)插齒機(jī)的基礎上(shàng),可以考慮(lǜ)對現有插齒機進行改(gǎi)造,增加一(yī)對錐齒輪,傳動比為1,以改變待加工齒輪毛坯的軸線方向,使之(zhī)與刀具的軸線(xiàn)相交且夾角為90 °,這樣原有傳動鏈中的傳動比(bǐ)仍然保持不變(biàn),麵(miàn)齒輪(lún)插齒傳動鏈示意圖,如圖5所示。相(xiàng)應工件(jiàn)的加工部位由圓柱毛坯(pī)的圓柱麵變成了端麵。
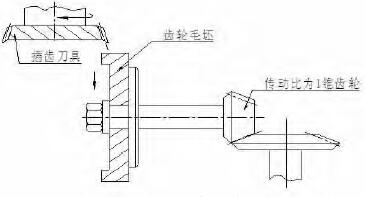
圖5 麵齒輪插齒傳動鏈示意圖
插齒加工時為(wéi)了簡化分析可以不考慮插齒刀上下往複的切削運動和徑向進給(gěi)運動,假想認為插刀一次就沿齒(chǐ)輪軸向切完整個齒坯厚度,這樣隻考慮二者展成運動。在麵齒輪插齒加工時插齒刀和(hé)待加工齒(chǐ)輪毛坯保持一對齒輪的齧合(hé)關係,刀具和工件線速度相同,齧合時同時轉過一個齒。
3.3 插齒加工夾具設計
在插齒機上加工麵(miàn)齒輪時,為保證毛坯在切削時保證相對穩定性,就需要使用特殊工(gōng)藝方法將麵齒輪毛坯夾緊,設計(jì)出專(zhuān)門用於裝夾麵齒輪毛(máo)坯的夾(jiá)具。
3.3.1 選擇定位基準
為了設計出(chū)加(jiā)工質量更高、使用更方(fāng)便的工裝夾具,在麵齒輪加工(gōng)過程中,定位基(jī)準選擇是非常必要的。在插齒機上加工麵齒輪(lún)時,根據麵齒輪設計要求及(jí)上麵改造後(hòu)的插齒機,進行夾(jiá)具設計。首先按照插(chā)齒機的實際情(qíng)況選擇(zé)工件的定位(wèi)基準。根據加工要求麵齒輪毛坯(pī)六個自由度中繞軸線旋轉的(de)自由度可(kě)以不限製,根據六點定位(wèi)原理采用(yòng)一(yī)個(gè)表麵加一(yī)個中心(xīn)定位方式,如圖6所示。也就(jiù)是麵齒輪毛坯下底麵做為定位基準(zhǔn)麵,中心(xīn)孔(kǒng)做為定位中心。
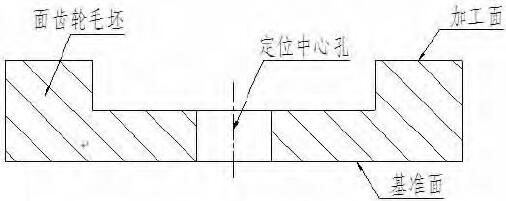
圖6 麵齒輪齒坯的定位(wèi)示意(yì)圖
3.3.2 夾(jiá)具設計
麵齒輪毛(máo)坯(pī)在定位元(yuán)件(jiàn)上定位後,必(bì)須采用夾緊裝置將工件壓緊夾牢,使其在加工過程中不(bú)會因為力或力矩作用而發生振動或偏移,從而保證麵齒(chǐ)輪加工質量和安全生產。麵齒輪加工時所受切削力方向沿麵齒輪(lún)徑向指向軸線(xiàn),切削力(lì)可能將導致工件沿切(qiē)削運動方向發生偏移,所以壓緊裝置應抵消切削力阻止工件發生(shēng)位移(yí)。
根據上麵對麵齒輪毛坯定位(wèi)夾緊方麵分析和毛坯結構特點,采用圓柱形空心壓板作(zuò)為(wéi)夾緊裝置,把(bǎ)待加工毛坯放在壓板和插齒機工作台之間,采用定位螺栓把毛坯固定在壓板和插齒機工作台之間,用(yòng)螺母擰(nǐng)緊(jǐn),這樣就保證毛坯在切削加工過程中的穩定性,使(shǐ)其(qí)不產生變形或損(sǔn)傷表麵(miàn)現象。
麵齒輪夾具,如圖7所(suǒ)示,圖中底座(zuò)為夾具體,它與插(chā)齒機工作台是相對靜止的。麵齒輪毛坯底麵在底座上定位,中心孔在定位螺栓上定位,用壓板和螺母來夾緊麵齒輪毛坯,夾具在插齒機工作(zuò)台上采用壓板壓緊。
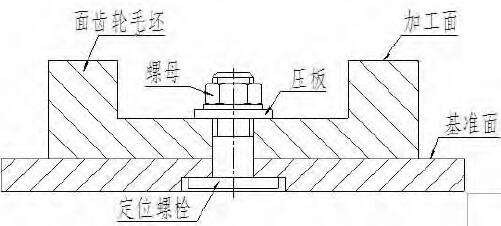
圖7 麵齒輪夾具設計
4、結(jié)語
運用Pro/E的二(èr)次開發工具(jù)Program來完成麵齒輪參(cān)數(shù)化設計,可以(yǐ)大(dà)大節省設計時間,減輕(qīng)設計者工作量。Pro/E軟件造型功能強大,可通過方程式控製齒廓形狀,通過參數設置完(wán)成麵齒輪參數化建模,真正的單一數據庫使設計者做的(de)每一處(chù)改動都將自動反應到相關位置。利用本文的方法建(jiàn)立的模型與實際(jì)麵齒輪模型(xíng)相符,此方法同樣適用於相交、相錯等類型麵齒輪參數化模型設計。
麵齒輪選擇範成法插齒加工,加工麵齒輪的機床是在現(xiàn)有的插齒機上進行(háng)改造,增加一對傳動比為1的錐齒輪,使插齒刀和待加工(gōng)毛坯(pī)兩軸垂直,相應工件的加工部位由毛坯的圓柱麵變為端麵。另外,為保證麵齒輪毛坯在切削(xuē)加工過程中的穩定性,使其不產生變形或損傷,又對麵齒輪加工過程中必須的夾具進行了設計,以保證麵齒輪良好(hǎo)的加工精度,為麵齒輪應用於實際提供了(le)理論與(yǔ)實踐參考。
參考文獻:
[1] 白雲飛.斜齒圓柱齒輪和麵齒輪齧合傳動的幾何和靜力(lì)學仿真[D].西安:西北工業大學,2006.
[2] 殷毅,吳戰國.基於(yú)Pro/E的漸開線圓柱齒輪精確參數化建模[J].機械工程(chéng)師,2008,(6).
投稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視(shì)點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機械加(jiā)工過程(chéng)圖示
- 判斷一台加工中心精度的幾種(zhǒng)辦法
- 中走(zǒu)絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板(bǎn)做了十多(duō)年,為何(hé)還是小作(zuò)坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造(zào)
- 現實麵前,國(guó)人沉默。製造業(yè)的騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床(chuáng)鑽(zuàn)孔攻螺紋加工方法(fǎ)及工裝設計
- 傳(chuán)統鑽削與螺旋銑孔加工工藝的區別