


摘要:螺(luó)紋自動編程是UG NX 數控車床加工模塊的(de)一個重要操(cāo)作,螺紋加工時的(de)設置直接影響螺紋加工的質量。闡述了螺紋零件在(zài)UG8.5 的CAD 環境中建模的依據及方法,給出了在CAM 環境(jìng)車削模(mó)塊中(zhōng)加工螺紋時設置的要點及步驟。
關(guān)鍵(jiàn)字:UG;自(zì)動編程;螺紋加(jiā)工
螺紋連接是工程上常(cháng)用的連接方式之一,螺紋連接以結構緊湊(còu)、連接可靠、拆卸方便等優點被廣泛應用於各種設備、機器的零部件及日(rì)常生活中。螺(luó)紋加工的方(fāng)法(fǎ)主要有(yǒu)車削、銑削(xuē)、攻絲、套絲(sī)、磨削等,其中螺紋車削是車床加工中難度最大、要求最高(gāo)的操作,在數控車床上加工螺紋更容易(yì)保證螺紋精度與表麵質量。數控車床(chuáng)車削螺紋時,如果用手工編程,則涉及到螺紋標準的查詢與計算,及螺紋加工(gōng)指令的(de)選擇與應用,整個過程較為繁雜。用自動編程軟件(jiàn)編製螺紋加工程序有利(lì)於消除各種類型螺紋加工方法的差異性(xìng),可有效(xiào)減少(shǎo)甚至完全消除手工編程(chéng)時繁瑣的數值(zhí)計算。關於UG 的自動編程,數控銑削方麵的文獻資料較多,但對數控車削尤其是螺紋加(jiā)工(gōng)的自動編程進行分析的卻(què)鮮有報道。為此,本文將闡述在(zài)NX8.5 中進行數控車床加工螺紋的方法。
1 、螺紋零件的建模要求
UG 自動(dòng)編程(chéng)的基礎就是零件圖(tú)形,用UG 所帶(dài)的CAD 模塊可以方便(biàn)獲得所加工零件的數字模型。UG 數控車床上螺(luó)紋零件的建模用特征來實現,方法是在已經完成的回轉體圓柱或圓錐麵上用“特征操作”命令,有(yǒu)兩種螺紋的創建方式,即符號螺紋和詳(xiáng)細(xì)螺紋。符號螺紋隻(zhī)代表零件是螺紋,與工程圖中螺紋表示法類似,此時(shí),UG 將螺紋部分顯示為虛線;詳細螺紋是直接形成螺紋的三維圖形,能直觀看到螺紋的形狀。建模時為了生成的工程(chéng)圖能符合工程製圖(tú)標準的要求,將(jiāng)螺紋麵投影後不至於出現(xiàn)螺旋線,也為了所建(jiàn)螺紋有較為詳細的參數選擇,一般用符號螺紋(wén)的(de)方式來(lái)建模[1]。
選菜單“插入”“設計特(tè)征”“螺紋”,打開螺紋對話框如圖1 所示,在(zài)“螺紋類型”中選“符號”並按照UG 提示欄的要求選擇螺紋所(suǒ)在圓柱麵,這時係統會自動判(pàn)斷出與圓柱麵最接近的公稱直徑,在(zài)“FORM”中選擇螺紋的標準(如GB193),單擊“從表格中選擇”就(jiù)可以選擇該螺(luó)紋標準下的相關參數(如公稱直徑、螺距等),並將該標準下的大徑、小徑、牙形角等一一顯示出來,如果這些數值不符合要求,可以勾選“手通過工輸(shū)入”進行參數(shù)修正。

圖1 螺(luó)紋零件(jiàn)建(jiàn)模
2 、螺紋的加工設置
螺紋加工在數控車削(xuē)加工中一般是在外圓、端麵、退刀槽(cáo)等(děng)精(jīng)加(jiā)工之後(hòu)的加工工序。UG 數(shù)控車削加工時,每道工序的毛坯都是基於層的IPW(In ProcessWorkpiece),即係統會自動以上一(yī)道(dào)工序加工後的殘留模型作(zuò)為毛坯進行本次加(jiā)工[2]。因此在(zài)螺紋加工(gōng)時,幾何體(包(bāo)括加工(gōng)坐(zuò)標係、毛坯幾何體、工件幾何體、車削幾何體)可繼承(chéng)前道工序所創建的設置,除非沒有前道工序,才為螺紋加工單獨創建幾何體(tǐ)。但螺紋加工時需要創建與前道工(gōng)序不同的程序、刀具及操作,其中操作參數(shù)的設(shè)置是螺紋加工的(de)關鍵環節,關係到螺紋線的加工位(wèi)置、螺紋的大徑、小徑尺寸、螺紋加工時刀具的走刀方向、起點、終點、吃刀深度、螺紋頭數等重要的加工參數。以下將(jiāng)詳細說明外(wài)螺紋加(jiā)工時(shí)參數的意義及設置方法。
進入UG 車削加工環(huán)境,在“插入”工具條中分別(bié)單擊“創建程序(xù)”、“創建刀具”按鈕,按照要求創建螺紋加工的程序,命名為“THREAD_TURNING”;創建螺紋加工所需要的刀具,命名為OD_THREAD_L。單擊“創建幾(jǐ)何體”創建螺(luó)紋加工坐(zuò)標係MCS-SPINDLE、工件幾何體WORKPIECE 和毛坯幾何體以(yǐ)及車削幾何體TURNING_WORKPIEACE (這些參數命(mìng)名是係統默認的,也可以修改默認名)。
在“插入”工具條中(zhōng)選擇“創建操作”打開“創建操(cāo)作”對話框,選取“THREAD-OD”子類型,“程序”選(xuǎn)擇“THREAD_TURNING”,“刀具”選擇OD_THREAD_L,“幾何體”選取TURNING_WORKPIEACE,“方法”選取“LATHE_THREAD”,“確定”後進入“外螺紋OD”對話框(如(rú)圖2 所示))進行“螺紋形狀”的設(shè)置。

圖2 螺紋加工設置
(1)Select Crest Line (頂線):Crest Line 的選擇(zé)決定了(le)螺紋加工的位置和長度,通常選取螺紋部分的外圓柱體母線作為頂線[3]。該(gāi)量是矢量,靠近點擊點(diǎn)位置的直線端點(diǎn)為起點,另一端為終點,選擇後會在該線兩(liǎng)端分別顯示start 與end 來標識。
(2)Select End Line (根線):End Line 的選擇決定螺(luó)紋的牙深,頂線選擇結束後光標會自動跳(tiào)轉到“選(xuǎn)擇根線”的位置,此時可以直接選取根線,一般選擇與螺紋小徑相對應的直線,但通常在建模(mó)時並不(bú)在模型上畫(huà)出這條線,因此可以不選;也(yě)可以選取接近根線的(de)其他平行(háng)直線代替根線(如退刀槽底線),再在“根(gēn)線偏置”中進行設置。
(3)深度選項:有兩個選項,分別代表設置根(gēn)線位置的兩種方法。一(yī)種是直接選擇根線,另一用“深(shēn)度和角度”來設置。如果在(2)中選取了根線,即(jí)第一種方(fāng)法(fǎ),此(cǐ)時(shí)該(gāi)選項取“根線”即可;如果(guǒ)(2)中沒有選(xuǎn)擇根線,就必須用“深度與(yǔ)角度”進行設置。深度即螺紋牙深(為單邊量(liàng)),根據螺(luó)紋標準獲得;角度(dù)又叫螺紋角,是螺紋根線(xiàn)的矢量(liàng)角,即螺紋加工時走刀(dāo)方向與工作坐標(biāo)係WCS 的XC 軸(也是加工(gōng)坐標係MCS 的ZM 軸)正方向的夾角。設置該角度,可以加工不同(tóng)錐度螺紋:加工直螺紋(wén)時,取180°如果是(shì)錐螺紋,則用180°半(bàn)錐角獲得。
(4)起始偏(piān)置與終止(zhǐ)偏置:螺紋加工中的升(shēng)速段和降速段設置。該段是螺紋加工過程中為保證軸的(de)轉速(sù)和刀具(jù)的進給均為穩定勻速而設置的非加工段,是切入切出的超越長度。設置偏置將調(diào)整螺紋加(jiā)工的長度(dù),正偏置加長螺紋,負偏置縮短螺(luó)紋。一(yī)般情況下,零件有退刀(dāo)槽時(shí),偏(piān)置取正,可保證螺紋的有(yǒu)效長(zhǎng)度;零件無退刀槽時,終止偏置取負,可控(kòng)製退尾。
(5)頂線偏置與根線偏置:設置實際加工螺紋的牙頂與牙底位置與所選取的頂線與根線的差(chà)值(半徑距離)。對於頂線,如果選取了螺紋的外圓柱母線,則頂線偏置值為零。對於根線,如果選取(qǔ)了(le)替代根線,那麽根線偏置為替代線半徑與牙底半徑的差值;如果根線位置是用“深度和(hé)角度”來設置的,則根線偏置為零。
(6)切削深度:該設置用於控製螺紋加工時(shí)每刀切削深度(dù),共有三(sān)個選(xuǎn)項,分別(bié)是“恒定”、“單個的”和“%剩餘(yú)”。一(yī)般情況下(xià)方(fāng)牙螺紋或梯(tī)形螺紋取“恒定”,使每次切削深度(dù)一致或接近;選擇“單個的”時會拉開一個(gè)表格,用(yòng)於手工單(dān)獨設置每次切深(shēn);“%剩餘”用於一般的三角形螺(luó)紋(wén)加工,隨著切削(xuē)的深入,程(chéng)序能夠逐刀減少背吃(chī)刀量,使切(qiē)削過(guò)程中(zhōng)每一刀的實際負荷(hé)大致(zhì)接近,有(yǒu)利於保證螺紋加工質量(liàng)。
(7)其他設置:主要是(shì)螺(luó)紋頭數及切削(xuē)參數(shù)的設置。默認螺紋為單頭螺紋,如果是雙頭螺紋,可在“螺紋頭數”中修改。切(qiē)削(xuē)參數設(shè)計時要(yào)注意主軸轉速(sù)和刀具進給的關係,特別是加工的螺紋導程較大時(shí),應適當降低主軸轉速(sù),避(bì)免因(yīn)主軸轉速過高而(ér)導致的刀具進給速度過快,從而影響到加工質量。以上是UG NX8.5 中創(chuàng)建螺(luó)紋加工操作時與螺紋線有關的主要參數的意義及設置方法(fǎ),設置完成後再添加非切削移動參數、主軸轉速等輔助參數,單擊“生成軌跡(jì)”可形成螺紋加工的刀(dāo)具軌跡,並可在UG 中仿真加工過程。如圖3 為(wéi)根據上述的設置完成的外螺紋(wén)加工結果實例。
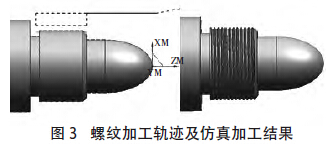
圖3 螺紋加工軌跡(jì)及(jí)仿(fǎng)真加工結(jié)果
3 結束語
螺紋零件的建模是自(zì)動編程的基礎,在UG8.5 數控車(chē)削中為了使(shǐ)螺紋參數與標準螺紋更相近,建模時(shí)盡量選擇(zé)符號螺紋,並在加工(gōng)操作(zuò)的創建中嚴格按照各(gè)參數的意(yì)義進行設置(zhì)。用UG 數控(kòng)車床自動編程生成的螺紋加工程序中(zhōng)螺紋加工用基本指令完成,代(dài)替了手工編寫基本指令的繁瑣過程,如果用於加工錐螺紋,隻(zhī)須正確建(jiàn)模並按照上述要點進行恰當(dāng)的設置,就可以自動生成(chéng)加工程序(xù),省(shěng)去(qù)了許多繁雜的計算。
如(rú)果您有機床行業、企(qǐ)業相關新聞(wén)稿件發表,或進行資(zī)訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年(nián)11月 分(fèn)地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月(yuè) 基本(běn)型乘用(yòng)車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程(chéng)圖示
- 判斷一台加工中心精度的(de)幾種辦法
- 中走(zǒu)絲線切割機床(chuáng)的發展趨勢
- 國(guó)產數控係統和數控機床(chuáng)何(hé)去何從(cóng)?
- 中國的技術工(gōng)人都去哪裏了?
- 機械老板做了(le)十多年,為何還是小作坊?
- 機(jī)械行業最(zuì)新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉默。製造業(yè)的(de)騰飛,要從機床
- 一文搞懂數控車床(chuáng)加(jiā)工刀(dāo)具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及(jí)工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的(de)區別