


摘要:本文闡述(shù)了(le)“圓棱(léng)方”標準試件在數控機床驗收中(zhōng)的應用(yòng),編製了數控加工工藝和程序,給出了數控加工中的技(jì)巧與禁忌,為“圓棱方”標準試件(jiàn)的加(jiā)工與檢(jiǎn)測提供了技術支(zhī)持。
引言
數控機床精度的檢驗與驗收必須(xū)在(zài)機床安裝(zhuāng)地基混(hún)凝土完全幹固,按照數控機床精度檢測國標進行。機(jī)床精度檢測包括(kuò)幾何精度檢測、定位精度檢測和(hé)切削(xuē)精度檢測。其中機床切削精度是一項綜(zōng)合精度,它不僅反映機床的幾何精度和定位精度,同時還包括了試(shì)件的材料、環(huán)境溫度、刀具性能及切削條件等因素造成的誤差。切削精度檢(jiǎn)驗又稱為動態精度檢驗。在數控銑床或加工(gōng)中心上,通(tōng)常通過(guò)一(yī)個(gè)典型常用(yòng)的銑削用“圓棱(léng)方”試件(圖1)的加(jiā)工來檢驗機床的切削精度。試件材(cái)料除特殊要求外(wài),一般都為鑄鐵。
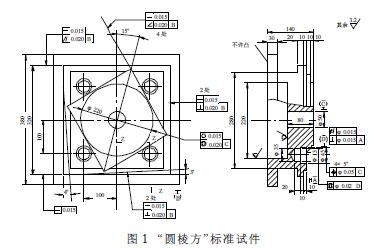
1 、“圓棱方”試件的切削精度檢測項目
(1)鏜孔精(jīng)度(dù)。加(jiā)工50mm 中心孔,用於檢測(cè)圓度和圓柱度誤差。鏜孔精度與切削(xuē)時使用的(de)切削用量、刀具材(cái)料、切削刀具的幾何角度等都有一定關係。主要是考核機床主軸的運(yùn)動精(jīng)度及低速進給時的平穩性。現代數控機床中,主軸都裝有高精度帶負荷的成組滾動軸承,進給伺服係(xì)統采用了摩擦因數小和靈敏度高的導軌(guǐ)副及高靈敏度的驅(qū)動(dòng)部件(jiàn),所以這項精度在新機床的檢驗中一般(bān)不成問題,但在舊機床(chuáng)改造中倒是比較(jiào)常見。
(2)麵銑刀銑平麵精度。加工上(shàng)表麵,用於檢測平麵度和階梯差。麵銑刀(dāo)銑削平麵精度主要反映X 軸和Y 軸兩軸運(yùn)動的平麵度及主軸中心線(xiàn)對X- Y 運動平麵的垂直度(dù),同時也可以反映出主軸的力學性能和切削性能。通過觀(guān)察其(qí)各刀具軌跡的相交(jiāo)處即可粗略的發現主軸的軸、徑向圓跳動(dòng)情況(kuàng)。
(3)麵銑刀銑側麵精度。加(jiā)工傾斜15°正方形,用於檢測垂直度和(hé)平行度誤差。
(4)鏜(táng)孔孔距精度。加工四個45mm 的孔用於檢測X軸方向中心距精度,Y 軸方向中心距精度,對角線方向中心距精度和各孔徑偏差。鏜孔(kǒng)的孔距精度和孔徑偏差是以快速移動進給定位精鏜四(sì)個(gè)孔,測量各孔位置的X 坐標和(hé)Y 坐標的(de)坐標值,以實測值和指令值(zhí)之差的最大(dà)值作為孔距精度測(cè)量值。對角線方向的孔距可(kě)由各坐標方向的坐標值經計算求得(dé),或各孔插入(rù)配合(hé)緊(jǐn)密的檢測心軸後用千分尺測量對角線距離求得。而孔徑偏差則是由在同(tóng)一深度上測量各孔X 坐標方向和Y 坐標方向直徑的最大差值求得(dé)。此種方法人為因素影響較大,故建議(yì)使用三坐標測量儀進行檢驗。
(5)立銑刀銑削四周麵精度。加工底座320mm320mm方塊,用(yòng)於檢測直線度、平(píng)行(háng)度、厚度(dù)差和垂直度誤差。立銑刀銑削工件(jiàn)四周麵精度是由X 坐標和Y 坐標分別進給,測量各(gè)邊的垂直(zhí)度(dù),對(duì)邊平行度、鄰邊垂直度和對邊距離(lí)尺寸差(chà)。這項精度主要考(kǎo)核機床各項導軌運動的幾何(hé)精度。
(6)兩軸聯動銑削直(zhí)線精度。加工(gōng)3°斜邊,用於檢測直線度,平行度和垂直度誤差。兩軸聯動銑削直(zhí)線精度是同時控製X 坐標和Y 坐標來實現的,所以該精度可以反映兩軸直線插補運動的品質特(tè)性(xìng)。進行這項精度檢查時,有時會發現在加工麵上(兩直角邊(biān)上)出現一邊(biān)密一邊稀的(de)很有規律的條紋,這(zhè)是由兩軸聯動時其(qí)中一軸的進(jìn)給速度不均勻造成的。
(7)立(lì)銑刀銑(xǐ)削圓弧精度。加工220mm 的圓,用於檢測(cè)圓度。立銑(xǐ)刀銑削(xuē)圓弧精度是用(yòng)立銑刀(dāo)側刃精銑(xǐ)外圓表麵,然後在圓度儀上測出圓度曲線,根據所描(miáo)繪出的曲線,可以很(hěn)直觀(guān)地反映出機(jī)床的性能(néng)。
(8)鏜同心孔。加工43mm 的孔,用於檢測同心度和重複定位精度。
2 、“圓棱方”試件的(de)數控加(jiā)工過程
通(tōng)過對圖(tú)樣(yàng)的分析我們不難發現它(tā)由多種形狀組成:各種直徑、深度的孔和各種平麵。這就要求必須使用不同的刀具和工序來(lái)完成零件加工。同時,該零件(jiàn)作為檢(jiǎn)驗機床精度的試件在使用(yòng),故其在工藝上的編排與正常的加工(gōng)有所不同,它要求必須(xū)與機床各項幾何精度(dù)相對應起來,因此它的各個輪廓和形狀都是有明確的絕對精度和相對精度要求,這要求在工序的安排上需要一定的獨立性(xìng),否則就會影(yǐng)響檢驗結果。參考程序(因為鑽孔的程序比較常見且沒有太多要求,在此將其省略)
PROGl:[加工底座320mm320mm]
NlO G90 Gl7 G64 G40
N20 GOO G54 Zl50
N30 X- 240 Y- 240
N40 M3 S250 F200
N50 Z- 7O
N60 GOO G41 DI X- 160
N70 Yl60
N80 Xl60
N90 Y- 160
N100 X- 240
NllO G00 Zl50
Nl20 G40 D0 X- 240 Y- 240
Nl30 M30
PROG2:[加工3°斜邊]
NlO G90 Gl7 G64 G40
N20 G00 G54 Zl50
N30 X- 240 Y240
N40 Z- 30 M3 S250
N50 GO1 G42 D1 X- 160 F200
N60 Yl60
N7O X- 143.23 Y- 160
N80 X200 Y- 142.0l2
N90 GOO Zl50
N100 G40 D0 X- 240 Y240
N110 M30
PROG3:[加工15°斜度的220mm220mm 台階]
NlO G90 Gl7 G64
N20 GOO G54 Zl50
N30 X- 76.865 Y- 286.865
N40 Z- 19.7 M3 S250
N50 GO1 G41 D1 X9.737 Y- 236.865 F200
N60 X- 150.263 Y40.263
N70 X40.263 Yl50.263
N80 Xl50.263 Y40.263
N90 X- 126.865 Y- 200.263
N100 GOO Zl50
N110 G40 D0 X- 76.865 Y- 286.865
Nl20 M30
PORG4:[加工φ220mm 圓孔]
NlO G90 Gl7 G64 G40
N20 G00 G54 Zl50
N30 X- 240 Y240
N40 Z- 9.7
N50 M3 S300
N60 GO1 G41 D1 Y11O F200
N7O GO1 XO
N80 GO2 XO Y11O IO J- 110
N90 GOl X240
Nl00 G00 Z150
NllO G40 DO X- 240 Y240
Nl20 M30
PORG5:[加工φ50mm 孔]
NlO G90 Gl7 G64 G40
N20 GO G54 Zl50
N30 XO YO
N40 M3 S400 F60
N50 MCALLCYCLE88(150,O,,- 80,O,O,3)
N60 MCALL
N7O M30
PORG6:[加工(gōng)4×φ45mm 孔(kǒng)]
NlO G90 Gl7 G64 G40
N20 G00 G54 Zl50
N30 X100 Y- 100
N40 M3 S350 F60
N50 MCALL CYCLE88(150,O,,- 10,O,O,3)
N60 X100 Yl00
N7O X- 100 Yl00
N80 X- 100 Y- 100
N90 MCALL
N100 M30
PORG7:[銑平(píng)麵]
NlO G90 Gl7 G64 G40
N20 GO0 G54 Zl50
N30 X- 150 Y11O
N40 R3=- O.3
N50 M3 S300
N60 L1O7 P6
N70 M30
L1O7:[FLAT(.SPF)銑(xǐ)平麵子程序]
NlO G90 GOO Z=R3
N20 GOl X150
N30 GO0 Zl50
N40 X- 150
N50 G91 Y- 45
N60 G90
N70 Ml7
3、 數控加工中的(de)技巧與(yǔ)禁忌
(1) 根據SIEMENS 840D 數控係統的(de)特點在加工φ43mm 和φ45mm 的孔時隻使用一個程序即(jí)可,然後在刀具數據中對(duì)刀具參數進行相應修改來減(jiǎn)少換刀時間;或(huò)者使用(yòng)高質量可調式鏜刀,直接調整到尺寸。
(2)最後的上平麵的銑削是用來(lái)檢查主軸精(jīng)度即主軸圓跳動情況,故隻要進(jìn)行薄層切削(xuē)即(jí)可。因為精加工餘量正常為0.3~0.5mm,加上試件的多次利用性的特點,所以參考程序(xù)中切削量為0.3mm。
(3)由於試件具有比較性(尤其是機床改造中使(shǐ)用較多),用來比較改造前後(hòu)的(de)機床精(jīng)度變化,故(gù)對第二次加工中的對(duì)刀(dāo)有一定的講究:為了能達到更高的(de)精度和重複性,通過(guò)使用杠杆百分表/ 千分表來對(duì)中(zhōng)心定位孔來找(zhǎo)準X 和Y 方向的坐標,使(shǐ)用標準量塊來測量Z 方向坐(zuò)標。
(4) 由(yóu)於該零件是試件,是機床精度檢驗的標準件,加工完成後都將通過三坐標測量儀進行數(shù)據檢(jiǎn)測,所以在加工中應盡可能保持其表麵粗糙度的一致,同時“刀花”也要一致。每個工序必須一氣嗬成,一定不(bú)能出現接刀痕。一旦(dàn)在加工過程中出現意(yì)外,如刀具(jù)損毀、機床故障,必(bì)須(xū)重新進行(háng)一次該工序的加工並在圖樣上標明調整後(hòu)設定尺(chǐ)寸,否則可能會造成最終的測量數據有(yǒu)很大誤(wù)差,無法給機床精度以客觀(guān)的反映(yìng)。
(5)在銑(xǐ)削(xuē)加工中,銑平麵是很常(cháng)見,也是(shì)很簡單的加工。通常情況下(xià)為了提高加工效率常常使用往複式的銑削路徑。而在試件中最上層的平麵是用來檢驗主(zhǔ)軸精度和主(zhǔ)軸力學性能,這就要求必須有一樣的加工(gōng)條紋便於三坐標(biāo)測量進行準確的測量。因此在其加工(gōng)中使用的是如參考程序(xù)PROG7 中所示(shì)加工路徑。同時在加工中每(měi)次的徑向步距必須小於刀具直徑,從而防止由於刀具磨損造成的接刀間隙引起最後(hòu)對主軸狀況的(de)判定。
(6)在機床改造中檢測試件時,尤其是(shì)在(zài)不具備(bèi)條件使用激光幹涉儀進行係統精度檢測的情況下(xià),一定要將改造前試件加工中機(jī)床所處的加工位置記錄下來,並且在改造結束後,在同樣的位置進行試件加工,以免在改造(zào)結束驗收時,由於機(jī)床不同位置精度不同造成試件精度不足(zú),從而對整個項目的驗收造成很大的負(fù)麵影響。
(7) 機床的幾何精度在不同(tóng)的溫度下是有所變化的,所以檢測之前,就應該讓機床的各(gè)部件先進行稍微(wēi)的(de)預熱,然後再進行檢測(cè)。
(8)在對大型的臥式鏜銑(xǐ)床的精(jīng)度(dù)檢驗中必須增加一項鏜深孔的能力檢測。例(lì)如(rú),捷(jié)克SKODA 公司的(de)W250H鏜銑床(chuáng)其鏜杆和方枕的(de)累加行程接近兩米。故在驗收它時必須有一個專門的長箱體試件來檢測它鏜深孔時的主軸圓跳動情況。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機(jī)床產量數據(jù)
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床(chuáng)產量(liàng)數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)