床")



普通臥(wò)式車床改造為數控深孔鏜床
2021-9-13 來源:宜昌五環鑽機具有(yǒu)限公司(sī) 作(zuò)者:陳全波
介紹利(lì)用廣州數控GSK96單(dān)軸數(shù)控係統改造CW6163X3000普通臥式(shì)車床為數控(kòng)深孔鏜床(chuáng)的方法,詳細分析了機械、電氣部分的改造內容及(jí)方案。改造後的數控深孔鏜床投入使用(yòng),運行穩定可靠,操作便捷,產生了良好的經濟效益,並(bìng)具有較高的推(tuī)廣應(yīng)用價(jià)值。
隨著社會的不斷發展,現代社會所需的工業用品對(duì)精度(dù)的要求越來越(yuè)高、外形越(yuè)來越複雜、產品的更新換代(dài)速度也越來越快,因此,傳統的普(pǔ)通設備難以滿足快速增(zēng)加(jiā)的產品加(jiā)工要求,迫使企(qǐ)業投入(rù)大量的人力、物力來加速(sù)企業的轉型升級,購進先進
的數控設備以及自動化柔性(xìng)生產線,走向智能製造。
目前,各機械製造企業有大量的(de)普(pǔ)通車床,投入先進設備後,大量的普通車床被閑置,造成(chéng)了資源浪費。為了更好(hǎo)利用閑置設備的殘餘價值,根據(jù)公(gōng)司產品的加工特性,決(jué)定將公司現有的兩(liǎng)台CW6163X3000普通車床改造為(wéi)數控深孔鏜床,用於公司外
套管產品的鏜孔加(jiā)工,旨在降低(dī)操作者的勞動強(qiáng)度,提高工(gōng)作效率,實現一人(rén)操作多台設備的可行性。
1.硬件配置
該方案采用性(xìng)價比較高的GSK96單軸數控係統,伺服驅動型號為DA98A-50(50A模塊,帶風扇),伺服電機參數為額定轉矩18N·m,額定轉速1500r/min;滾珠絲杠采用國產(chǎn)精密滾珠絲杠,精度P4級,絲杠直徑φ50mm,螺距為8mm;軸承采用(yòng)哈爾濱精密軸承。絲杠座、絲母座、電機安(ān)裝座(zuò)、鏜刀杆座等機械部件,全部按照設計圖紙加(jiā)工安裝。
2.電氣部分改造
(1)增加數控係統,通過程序代碼(mǎ)控製機床的工作,完成工件的加工。查閱數控係統相關選型資料,擯棄不(bú)需要的附加功能,最終選定性價比高(gāo)的GSK96多功能位置控製係統,800X480液晶顯示器,可以實(shí)現位置定位和(hé)進給、攻絲車絲、回轉分度等運動功能。
具有(yǒu)μm級精度控製功(gōng)能,同時具有豐富的輸入/輸出信號控製功能,可以實現多種信號檢測和輸出的複雜控製。采用國際標準(zhǔn)數控語(yǔ)言ISO代碼編寫零件程序,支持U盤導(dǎo)入導出(chū)加工程序,全屏幕編輯程序,中文操作(zuò)界麵等功能。
(2)Z軸進給(gěi)機構更換為伺服(fú)電機+聯軸器+滾珠絲杠的(de)傳動方式。根據機床結構(gòu)、負(fù)載大小和加工工件的要(yào)求,選定額定扭矩(jǔ)為18N·m,額定轉速1500r/min的伺服電機,以及配套的驅動、伺服變壓器等其他附(fù)件。
(3)電氣控製櫃的製作與安裝。拆除原機(jī)床所(suǒ)有的線路及控製元件,舍棄(qì)不用,根據實際需要增加相關的控(kòng)製元件,比如冷卻泵控(kòng)製、照明燈控製、主軸正反轉、主軸點動等控製功能。
(4)操作控製箱除具有數控係統的基本功能外,通過修改內部PLC程(chéng)序實現對冷卻泵、照明燈、自(zì)動潤滑泵(bèng)、係統啟停等功能控製。
(5)所有外露(lù)的控製電路需(xū)安裝防護(hù)軟管,數控係統與(yǔ)電櫃間的連接電路(lù)需經過拖鏈(liàn)進入操作(zuò)控製箱。
(6)加裝手持單元,通過(guò)倍率選擇和旋轉碼盤的快慢來調整(zhěng)軸的移動速度,以便於長管件的對刀操作。
(7)新的配電櫃放(fàng)置於主軸箱的後麵,操作箱安裝於床鞍上,隨(suí)床鞍移(yí)動,方便操作及對刀。
(8)機床功能調試及相關參數的設置,如傳動比、軸運(yùn)行速(sù)度、反向間隙補(bǔ)償、正負軟限位等相關參數的設置。
3.機械部分改造
(1)拆除原車床(chuáng)進給箱的傳動機構,溜板箱內的快移傳(chuán)動機構等部件。加裝滾珠絲杠、滾(gǔn)珠絲杠安裝座、滾珠絲杠絲(sī)母座、電機安裝座、聯軸器等部件,將滾珠絲杠與原機床床鞍連接起來,實現滾珠絲杠直接驅
動床鞍的縱向移(yí)動。
(2)拆除原車床的中托(tuō)板、小托板、刀架等機械部分,重新設計、製作、安裝鏜杆尾座套筒、鏜杆中心座。采(cǎi)用改造後的機床自我精鏜,實現鏜(táng)杆尾座套筒、鏜杆中心座的中心高與主軸中心高一致。鏜杆尾座套筒設計如附圖所示。
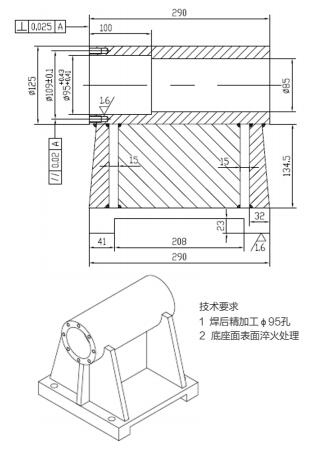
鏜杆(gǎn)尾座(zuò)套(tào)筒設計圖
(3)拆除主軸正反轉操作杆以及(jí)相關(guān)傳動(dòng)組件,避免誤操作引起(qǐ)人身傷害和設備損壞。
(4)增加自動潤滑泵,改造原潤滑油路。各潤滑點采(cǎi)用強製(zhì)自動潤(rùn)滑裝置進行定點定量潤滑滾珠絲杠、軸(zhóu)承(chéng)、導軌滑動麵等部位。當有異常狀態或油量不足(zú)時,自動產生警告訊號,從(cóng)而延長機床的使用壽命。
(5)機床需設計、製作、安裝防(fáng)護罩,避免冷卻(què)液四處飛濺。增加滾珠絲杠防護裝置,防止絲杠被鐵屑劃(huá)傷和冷卻液腐蝕,保證機床定位(wèi)精度的(de)穩定性。
4.結束語
改造後的設備(bèi),經過幾個月的實踐檢驗,完全滿足外套管的精鏜加工要求。通過標準的G代碼編程實現(xiàn)了多種型號的外套管加工,有效解決原普通設備加工此工序時存(cún)在鏜孔深度不一致的問題。通過M代碼實現了冷卻泵啟停、主軸啟(qǐ)停等輔助功能的自動控製。
改造後(hòu)的設備運行穩定可靠,有效降低了操作者的勞動強度,提高了(le)產品質量穩定性,實現了一人操作(zuò)多台(tái)設備,有效降低了公司的綜合成本。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
牌調查")
行業(yè)數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金(jīn)屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多(duō)