機床")



成形車刀在(zài)數控車床加工中的應(yīng)用(yòng)
2021-9-10 來源:寧波(bō)市北侖職業高級 寧波第二技師學院 作者(zhě):樂崇年 陳元峰
摘要: 在車削加工較(jiào)大批量的中小尺寸複合成形表麵時(shí),采用成形車刀具有加工質量(liàng)穩定、加工效率高等特點,因此成形車刀被廣泛應用於各類車床及自動化生產線。以閥蓋(gài)數控車床加工為例,介紹了成形車刀(dāo)中刀頭(tóu)和刀柄的設計與製作,以及應用成形車刀後的工藝實現過程。
關鍵詞: 數控車床 成形車刀 加工 應用
1、應用背景(jǐng)
閥蓋零件簡圖如圖 1 所(suǒ)示。零件材質為 ZQSn6 -6 - 3 錫青銅。在實際生產中,為節省(shěng)材料及保證加工效率和(hé)質量,該閥蓋零件采用鑄造(zào)方式完成毛(máo)坯製作,並采用數(shù)控(kòng)車床車(chē)削完成加工。
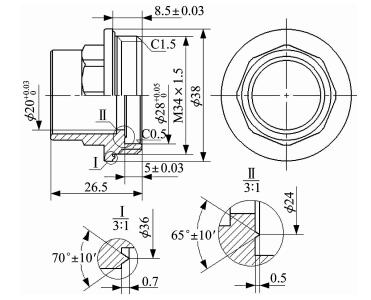
圖 1 閥蓋零件(jiàn)簡圖
由圖 1 可見,該閥蓋零件的(de)加工(gōng)難點(diǎn)主要集中在(zài)零件右端,包括(kuò): ① 38 mm 外(wài)圓右側環形端麵處的三角形凸起輪廓,凸起高度為 0.7 mm,尖角角度(dù)為 70°±10',尖角處回轉(zhuǎn)直徑為36 mm; ② 28 + 0.05 mm 內孔左側環形端麵處的三角形凸(tū)起輪廓,凸起高度為 0. 5mm,尖(jiān)角角度為 65° ± 10',尖角處回轉直徑為 24 mm。閥蓋使用中,上述(shù)兩處三角形凸起輪廓與閥體的(de)對應麵相互接觸,形成機械密(mì)封,以防止泄漏。
閥蓋零件右端還(hái)包括外圓、內孔、端麵、內外倒角等加工(gōng)要素,且部分輪廓尺寸較小,若采用(yòng)單刃車刀分段加工的方(fāng)法,會給車刀準(zhǔn)備及數控車床加工程序編(biān)製等帶來較大困難,且加工質量和(hé)效率也難以保(bǎo)證。在形狀複(fù)雜的小型(xíng)零件(jiàn)批量生產中,自動車床、半自動車床和數控車床被廣泛應用。為了(le)充分發揮(huī)車床的效(xiào)能,使用成(chéng)形(xíng)車刀是關鍵 。筆(bǐ)者(zhě)介紹成形車刀在數控車床加工中的應用。
2 、成形車刀設計與製作
2. 1 刀(dāo)頭
成形車刀是車削回轉(zhuǎn)體複合成形表麵的(de)專用刀具,其刃形應根據工件的軸剖(pōu)麵廓形進行設計。成形車刀的刃形以後麵法剖麵內(nèi)的形狀來表(biǎo)示。由於(yú)成形車刀一(yī)般有前角、後角(jiǎo),因此法剖麵廓形與零件的軸剖麵(miàn)廓形不相同。設計成形車刀時,需(xū)要根據零(líng)件軸向廓形和所選定的前角、後角值求得刀具上相應的法向廓形 。
本(běn)例中,由於閥蓋零件的材(cái)質為易切削(xuē)材料,根據(jù)經驗可以采用前角為 0°,後角一定角度的成形車刀進行加工。當成形(xíng)車刀前角為(wéi) 0°,後角大於 0°時,成形車刀前刀麵的廓形和零件(jiàn)廓形(xíng)完全相符,後刀麵的(de)法麵廓形不同(tóng)於零(líng)件廓形[4]。由於零件(jiàn)右端的兩處三角形凸起輪廓均位於環形端麵處(chù),因此宜采用自(zì)右向左的軸向進刀方(fāng)式(shì)成形(xíng)。此外,成形車刀設計中(zhōng)應避免因刃形過於(yú)複雜而導致加工困難、成(chéng)本高。刀刃工(gōng)作長度過長時,可能受機床功率、排屑困(kùn)難等影響而引起振動現象 。
基於以上考慮,確定采用閥蓋零件內、外(wài)輪廓分別加工的刃形設計思路,刀頭處的部分刀刃用於加工閥蓋零件右端的內輪廓,其餘部分刀刃用於加工閥蓋零件的外(wài)輪廓。設計完成的刀頭刃形尺寸如圖 2 所示。刀頭刃形加工部(bù)位如(rú)圖 3 所示,1 ~ 8 號段用於加工零件(jiàn)內輪廓,8 ~ 14 號(hào)段用於加工零件外輪廓,尾部用作刀柄(bǐng)夾持(chí)定位。
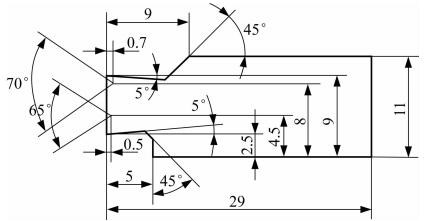
圖 2 刀頭刃形尺寸
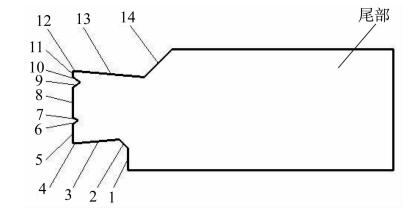
圖(tú) 3 刀頭刃形加工部位
為(wéi)保證(zhèng)成形車刀的使用性能和壽命(mìng),刀頭采(cǎi)用厚度為 4 mm 的 YW 牌號硬質合金製作,並按刀頭後麵與加工表(biǎo)麵間不產生幹涉的原則,合理確定各刃形處的(de)後角。刀頭三(sān)維模型如圖 4 所示。
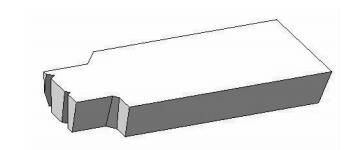
圖 4 刀頭三維模型
成形車刀刀頭可以采用刀具磨床或線切割機床完成加工。采用線切割(gē)機床加(jiā)工的成形車刀精度高,成本低,效率(lǜ)高(gāo),相比用刀具磨床加工的成形車刀,具有省工序(xù)、省時、節約費(fèi)用、合格(gé)率高的特點,因此具有推廣價值(zhí)。用慢走絲線切割加工硬質合金成形車刀(dāo),不僅生產(chǎn)效率高,而且加(jiā)工出的(de)硬質合(hé)金成形車刀質量好,使用壽(shòu)命長,可穩定、可靠地在生產實踐中應用(yòng)。為保證質量,應采用防電解電源及小脈衝寬度加工(gōng)策略,並縮短脈衝電流的持續作用時間(jiān),控製表麵變質層在 1 μm 以內,改善刀頭表麵質量,減(jiǎn)小內應力,避免裂紋產生(shēng)。
2.2 刀柄(bǐng)
成形車刀刀柄用(yòng)於裝夾刀頭(tóu),主要結構如(rú)圖 5 所示,材料為 45 號(hào)鋼。
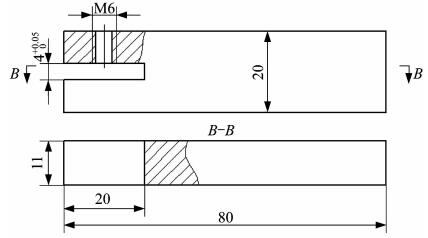
圖 5 刀柄(bǐng)結構
刀柄的外輪廓可由鋸削、銑削等工藝完(wán)成,刀(dāo)柄的  凹槽輪(lún)廓可采用線切割加工完成,刀柄的 M6螺紋孔可采用鑽孔、攻絲的工藝完成 。
凹槽輪(lún)廓可采用線切割加工完成,刀柄的 M6螺紋孔可采用鑽孔、攻絲的工藝完成 。
3、工藝實現
3. 1 成形(xíng)車刀安裝
如圖 6 所示,對製作完成的刀頭與刀柄進行組裝,並采用緊定螺釘壓緊,然後(hòu)將刀(dāo)柄安裝至(zhì)數控車床的刀架上。
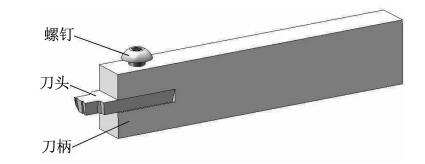
圖 6 成形車刀組裝
3. 2 零件裝夾
由於加工零件批量(liàng)較大,一次加(jiā)工數量達數萬個,因(yīn)此采用圖 7 所示彈(dàn)性夾頭進行氣動裝夾。
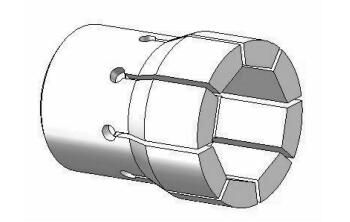
圖 7 彈性(xìng)夾頭
3. 3 數控車床加工
應用成(chéng)形車刀,閥蓋零件成形加工如圖 8 所示(shì)。
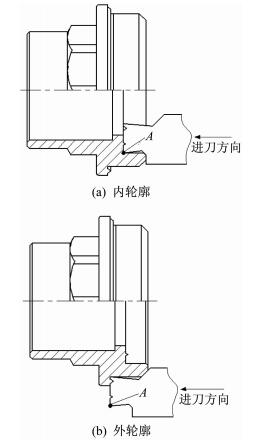
圖 8 閥蓋零件成形加工
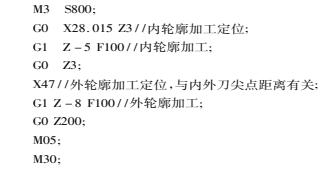
由於采用了成形車刀加工,零件的輪廓形狀及尺寸精度主要由成形車(chē)刀的刀刃形狀保證,因此數控車床加工程序大為簡化。以刀頭處的外刀尖(jiān)點(diǎn) A 作為對刀點,加工程序如下:
4 、結束(shù)語
應用成形車刀分步加工閥蓋零(líng)件內、外輪廓,解了閥蓋零件右端的加工難點,並保證了加工質量和效率。采用成形車刀加工閥蓋零件成形麵,加工精度主要取決於(yú)刀具的製作精度,並易於保證同一批零件表麵形狀、尺寸的(de)一致性和互換性。成形(xíng)車刀具(jù)有質量(liàng)穩定、生(shēng)產率高等優(yōu)勢,應用成形車刀,有助於簡(jiǎn)化(huà)機床和夾具的結構,降低(dī)生產成本。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係(xì)本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關(guān)信息
")
業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分(fèn)地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據(jù)
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型(xíng)乘用車(轎(jiào)車)產(chǎn)量(liàng)數據(jù)
博文選(xuǎn)萃(cuì)
| 更多