



基於普通(tōng)數控車床的等距型麵加工研究
2021-5-6 來源:沈陽理工大學機械 內蒙古北方重工業(yè) 作者:薑增輝 薑智勇 張宇庭 仉智寶 馬立久
摘 要: 等距型麵連接(jiē)在重載機械的大扭矩傳(chuán)遞中已呈現取代傳統鍵連接的趨勢。目前常采用加工中心來完成等距型麵的切削加(jiā)工。提出了一種應用普(pǔ)通兩軸數控車床加工等距型麵的方法,利用 G32 指令車削端麵螺紋的功(gōng)能代(dài)替加工中心(xīn)的 C 軸(zhóu)功能,實現切削中圓周(zhōu)角度的精確定位與跟蹤。建立了利用 G32 指令擬合加(jiā)工等距型(xíng)麵的模型,並設計了相(xiàng)應宏程(chéng)序。建立了基於 VERICUT 的(de)仿(fǎng)真切削環境(jìng),並進行了車削仿真加工。結果表明,應用普通兩軸數控車床可以實現等距型(xíng)麵的切削加工,且選取適合的分割增量角對保證加工(gōng)精度非常重要。
關鍵詞: 等距型麵; 數控(kòng)車床; 車削; 宏程序; 仿真加工
型麵連接相比鍵連(lián)接具有更好的對中性,更小的應力集中和更大的連接剛度,其在大扭矩(jǔ)傳遞中逐漸得到了廣泛應用。在型麵連接中,其廓形曲(qǔ)線以等距廓形曲線應用最為廣泛。等距型麵連接加工可以采用(yòng)靠模仿型法和機械式運動合成法實現,但這些方法製造柔性差,生產效率低。目前,通常在三軸以上加(jiā)工中心上采用車削或銑(xǐ)削(xuē)方式完成等距型麵的加工,這大大提高了加工設備成本在零件製造成本中的占比,也使得一些加工中心較少的小微加工企業不(bú)得不放棄(qì)這(zhè)類產品(pǐn)的生產訂單。
為解決這一問題,提出了一(yī)種在普通兩軸數控車床上,利用 G32 指令加工等距型麵的方法。
1 、基於 G32 的等距型麵車削原理
等距型麵是一種非回轉(zhuǎn)體型麵,普通(tōng)兩(liǎng)軸數控車(chē)床在利用(yòng)直線插補指令 G01 車(chē)削(xuē)加工中不能實現(xiàn)車刀在工(gōng)件圓周方向的定位和跟蹤,因此無法通過 G01利用 X、Z 軸聯動完成(chéng)等距型麵加工。螺紋車削指令 G32 可以通(tōng)過調用主軸編碼器實現主軸轉速和車刀進給之間(jiān)的精確配(pèi)合,由此(cǐ)可(kě)以利用(yòng) G32 以阿基米德(dé)螺旋(xuán)線擬合等距型麵曲(qǔ)線,在普通兩軸數(shù)控車(chē)床(chuáng)上實現等距型麵(miàn)的加工。
1.1 G32 車削等距型麵原理
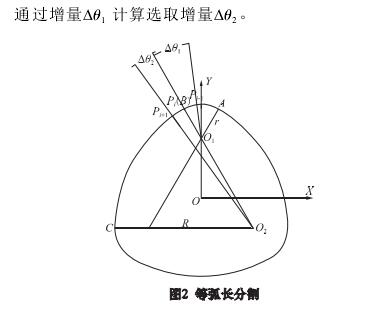
G32 為單(dān)行程車削螺(luó)紋指令,加工端(duān)麵螺紋時,X軸(zhóu)進給和主軸轉動進行閉環聯動,由(yóu)此可(kě)以將等(děng)距型麵廓形曲線拆分成小段曲線,用 G32 逐段擬(nǐ)合。為(wéi)進行擬合加工對(duì)等距廓形曲線(xiàn)進(jìn)行等弧長分割,可得到分割點 P1、P2,…,Pi,…,Pn。用 G32 指令以上(shàng)述分割點依次為起、終點逐段擬合等距廓(kuò)形曲線,可實現(xiàn)等距型麵的(de)加工。G32 指令(lìng)的代碼一(yī)般結構為:G32 X( U) Z( W) F( I) Q其中: X 為(wéi)終止點的(de)極(jí)徑; Z 為終止點 Z 軸坐標; F 為螺紋螺距,即主軸(zhóu)旋轉一(yī)圈 X 方向的增量; Q 為起始點角度。
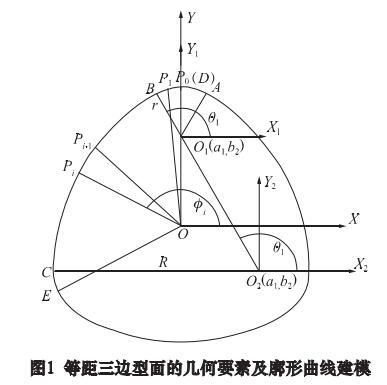
若應用(yòng) G32 代(dài)碼擬合加工等距型麵,需確(què)定加工每一段(duàn)被分割的(de)等 弧(hú)長 曲(qǔ) 線(xiàn) 時 參 量 X、Z、F、Q 的(de)賦值。以如圖 1 所示等距三邊型麵為例,其等距廓(kuò)形曲(qǔ)線由小圓弧 AB 和大圓弧 BC 構成的廓形曲線段 AC 以120°中心對稱所得,因此實現 AC 段曲線的擬合加工,即可實現完整等距三邊廓形的加(jiā)工(gōng)。選小弧中點 P0( 即 D 點) 為起刀點,此處進、退刀不易劃傷已加工表麵。由於圓(yuán)弧 AD 與 CE 以 O 點呈 120°的中(zhōng)心對稱,則前述對 AC 段(duàn)曲線的加工轉化為了對 DE 段曲線的加工。下麵就如何求得(dé)擬合加(jiā)工曲線段(duàn) DE 時 G32 代(dài)碼(mǎ)的各參量賦值進行分析。
1.2 X 的賦值分析
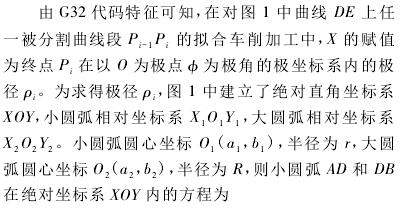

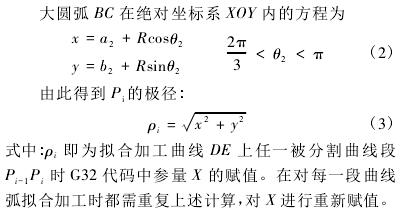
由於小圓弧 AD 與 CE 以 O 點呈 120°的中心對稱,式(shì)( 1) 對於小圓弧 CE 在以其自身(shēn)圓心(xīn)為原點建立的小圓(yuán)弧相對坐(zuò)標係內同樣成立。大圓弧 BC 在(zài)絕(jué)對坐(zuò)標係 XOY 內的方程為:
1.3 Z、F 的賦值(zhí)分析
與(yǔ) X 的的賦值(zhí)類似,在對每一段被分割曲(qǔ)線(xiàn)弧的擬合加工時(shí)參(cān)量 Z 也需重新(xīn)賦(fù)值。
1.4 廓形曲線的(de)分割及 Q 的賦值分析
如圖 1 所示(shì),擬(nǐ)合加工曲線 DE 的起刀點 P0( D)在小圓弧 AB 上,由此先對小圓(yuán)弧 AB 進行分割,且其中(zhōng)對小圓弧 AD 部分的分割,其方法對小圓弧 CE 同樣成立(lì)。
2 、宏程序(xù)設計
在擬合車削等距三邊型麵的數控程序中,指令G32 中 4 個參量的賦值計算是核心內容。為此,設計參量賦值宏程序如圖(tú) 3 所(suǒ)示(shì)。
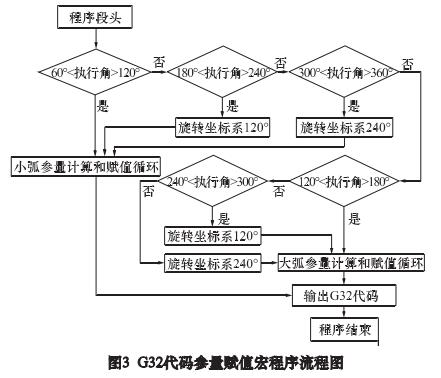
通過宏程序實現等弧長分割,完成分割(gē)點坐標、極徑和極角的計算(suàn),並對 G32 代碼中的參量進行賦值。
3 、等距三邊型麵的虛擬加工
通過虛擬加工等距三邊型(xíng)麵驗證以 G32 擬(nǐ)合車削等距型麵的可行性。毛坯(pī)選擇直徑 101 mm 長 400mm 的中碳鋼(gāng)棒料,擬加工得(dé)到大徑(jìng) 50 mm 小徑 41.38mm 的等距三邊(biān)型麵。
3.1 加工參數
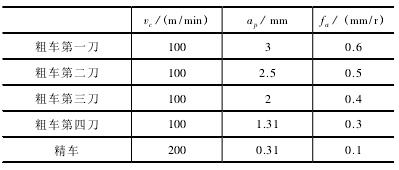
為提高切削(xuē)效(xiào)率,保證加工質量,采用切削深度、軸向進給量逐漸遞減,低速粗車、高(gāo)速精車的切(qiē)削參(cān)數選擇方案。擬進行四刀粗車、一刀精車,其加工刀路如圖 4 所示,切削參數如(rú)表 1 所示。車削(xuē)參數粗車最後一刀留有偏置餘量 0.31 mm,這樣精車背吃刀(dāo)量(liàng)恒定,提高加工精度。
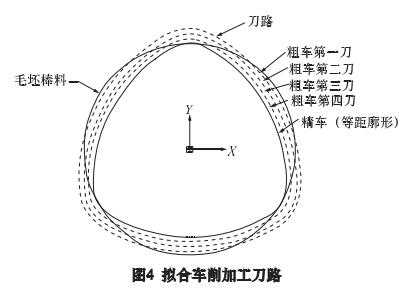
表 1 車削加工切削參數
3.2 構建虛擬(nǐ)機(jī)床(chuáng)
根據被加工件尺寸選用 MJ-460 數(shù)控車床為原型(xíng)建立虛擬機床。該機床隻具備 X、Z 軸,沒有 C 軸功能,其斜床身利於排屑,有更好的穩定性。
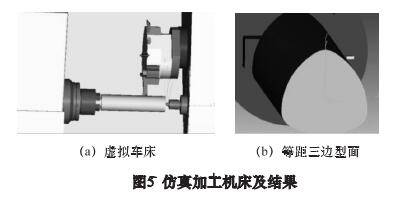
通過 UG 建立(lì)機床部件(jiàn)的 STL 模(mó)型文件,並導入VERICUT 中構建虛擬車床 ( 如圖 5a) ,並由表 1 切(qiē)削參數(shù)仿真加工(gōng)得到等距三邊型麵( 如圖 5b) 。
4 、仿真結果與分(fèn)析
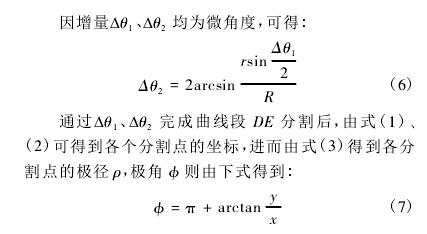
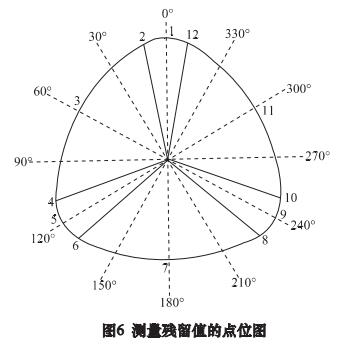
如前所述可知,等(děng)距曲線的分割增量角,即小圓弧圓心角增量!θ1,對加工精度有很(hěn)大影(yǐng)響。為研究!θ1對加工精度的影響規律,分別取!θ1為 1°、2°、3°和 4°進行了仿真切削,並采用 VERICUT 距(jù)離測量工具對加工誤差進行了測量。測量位置如圖 6 所示位置,包括等距廓形曲(qǔ)線在小弧頂點、大弧頂點及大弧與小弧相切點共(gòng) 12 個特征點。結果如圖 7 所示(shì)。
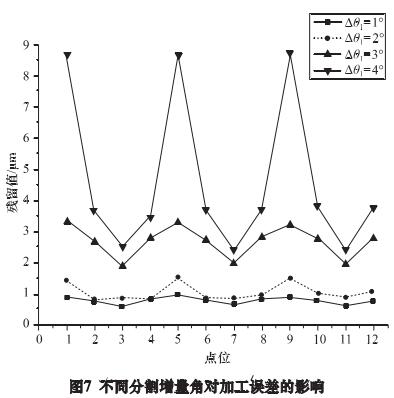
由圖 7 可知,所測點位加工誤差均為殘留,無(wú)過切發生。測量(liàng)點位中小弧頂點殘留值最大,大弧頂(dǐng)點殘留值最小,這是(shì)由於(yú)擬合加工等距廓形時,采用了等弧長方法(fǎ)對廓形曲線進行分割,而小弧段分割曲線段曲率相對較大,導致擬合間隙也較大,因此加(jiā)工殘留相應較大。
另外,加(jiā)工誤差與分割增量角(jiǎo)並非線性增(zēng)加關(guān)係,增(zēng)量角增大可(kě)導致最大(dà)誤差的(de)增幅迅速變大,且加(jiā)工誤差在等距廓形上(shàng)的波動幅度也迅速變大。因此,選取較小的分割增量角有利於提高廓形(xíng)的加工精度。但應注意,實際(jì)加(jiā)工中受機床進給精(jīng)度和數控係統預讀速度的影響,分(fèn)割增量(liàng)角不宜選取過小。
過小的增量角可使擬合加工中單步徑向進給(gěi)量小於(yú)機床徑向進給精度,徑向進給運動失真。另外,增量角越(yuè)小,程序段越多,將導致數控(kòng)係(xì)統的響應無法(fǎ)跟上加工路徑執行速度,機床進給運動會減速、爬行,加(jiā)工表麵會因為程序的停頓而產生明顯的刀痕。
5 、結語(yǔ)
建立了基於普(pǔ)通兩(liǎng)軸數控車床 G32 指令的等距型麵加工方法(fǎ),設計了參量賦值宏程序,並通過構(gòu)建虛擬機床進行了加工仿真,得到如下結果:
( 1) 通過 G32 指令可在普通(tōng)兩軸數控車床上實現等距型麵的加工。
( 2) 選取合適的分割增量角對保證等距型麵的(de)表麵加工精度十分重要。
減小分割增量角可降低(dī)已加工表麵(miàn)殘留誤差,並收窄誤差波動幅度(dù),但過小的(de)分割(gē)增量角可能導致車削進給運動的減速和失真,反而降低(dī)已(yǐ)加(jiā)工表麵質量和精度。
投稿箱:
如果(guǒ)您有機(jī)床行業、企業相關新聞(wén)稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行業、企業相關新聞(wén)稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更(gèng)多

行業數據(jù)
| 更多
- 2024年11月 金(jīn)屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出(chū)口(kǒu)情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數(shù)據
- 2024年11月 新能源汽(qì)車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據