床")



車(chē)床刀架可(kě)靠性試驗關鍵技術研究
2020-4-22 來(lái)源:沈陽機床股份有限公司 作者:孔祥誌, 郭智春
摘要(yào):為了(le)對車床數控刀(dāo)架進行可靠性(xìng)試驗,進而評估車床數控刀架的可靠性指標,設計了刀(dāo)架(jià)可靠性試驗的總體試驗(yàn)流程以及故障記(jì)錄表。提出了刀架(jià)電(diàn)氣、液壓、驅動器、間(jiān)隙、接近開關、冷卻係統功能檢測(cè)的檢測要求(qiú),分析(xī)了精度、轉位時間、承(chéng)載能力技術指標檢測的檢測方(fāng)法。給出精度、轉位時間、承載能力檢測的試(shì)驗要求和試驗(yàn)方法。
關(guān)鍵詞:數控車床; 數控刀架(jià); 可靠性(xìng)
0 引 言
數控刀架是數控車床的核心部件,其可靠(kào)性及精度穩定性是數控車(chē)床的重要技術指標,目前數控車床約1/4的故障源於數控刀(dāo)架(jià)領域。可靠性是產品綜合性能反映的指標,反映(yìng)了產品質量的優劣,我國(guó)國產數控刀架與(yǔ)國外產品相比,技術指標偏低、可靠性差、故障率高(gāo)、精度保持性差,並直接影(yǐng)響國產數控車床整機產品的性能,影響車床的加工效率及加工精度,以及客戶滿意度,成為製約我國車床產品發展的瓶頸。研究數控刀架的可靠性及其試驗方法,找出影響(xiǎng)數(shù)控刀架可靠性、精度保持性和性能穩(wěn)定性的故障原因,分析薄弱環節,提出改進與控製措施,有利於提高我國國產數控刀架的可靠(kào)性,並促進數控(kòng)車(chē)床行(háng)業的發(fā)展[1-4]。
1、 刀架可(kě)靠性試驗總體流(liú)程設計(jì)
1.1 實驗(yàn)流程
圖1為數控刀架可靠性試驗的總體試驗流程設計。1)刀架運車試驗主要檢測刀架(jià)的功能指標是(shì)否滿足設計要求(qiú),該階段(duàn)故(gù)障不計入考核,但需要進行故障處理,並(bìng)及時(shí)恢(huī)複(fù)正常工作狀態;2)刀架技術指標檢測,該階段需要檢測刀架的定位精度、承(chéng)載能力及(jí)剛度、轉位時間等技術參數;3)加載(zǎi)試驗,該階(jiē)段模擬刀架工作切削力進行試驗加載;4)空轉試驗,進行各種換(huàn)刀動作,模擬刀架換刀轉位,此階段不施加切削力[5-8]。
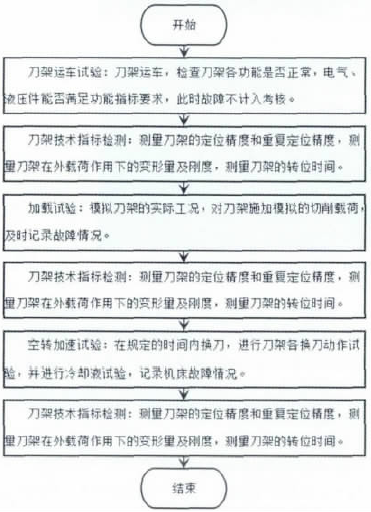
圖 1 數控刀架可靠性試驗總(zǒng)體流程
1.2 故障記錄
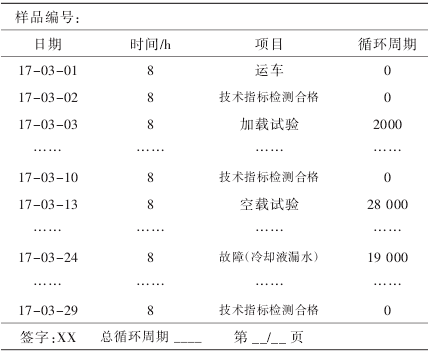
表1為可靠性試驗故障記錄(lù)表(biǎo)。主要(yào)記錄刀架編(biān)號、試驗(yàn)日(rì)期、試驗時間、操作、故障、工作循環周期等。
2、 刀架功能檢測和技術指標檢測
2.1 刀架功能(néng)檢測
刀架主要的功能檢測指標如表2所示。
表1 故障記錄(lù)表
表(biǎo)2 刀架功(gōng)能(néng)檢測
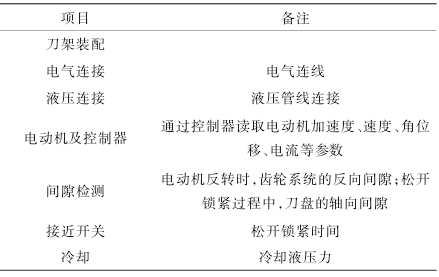
刀架裝配、電氣連接、液壓連接主要檢查是否(fǒu)按圖樣要求正確裝配,裝配出(chū)錯(cuò)及由此帶來的故障(zhàng)不計入考核。通過控製器檢查電動機的(de)正反轉、速度、加速度(dù)、角(jiǎo)位移(yí)等參數。刀架轉位過程中(zhōng),要保證驅動齒輪係的背向間隙(xì)在合理範圍(wéi)內。刀(dāo)架在鎖緊鬆開過程中,要保證軸(zhóu)向竄動間隙在合理範圍內。接近開關(guān)檢測刀架的鎖緊鬆開時間。刀架功能檢測還需要檢查刀(dāo)架冷卻液管路是(shì)否正常工作,是否有漏(lòu)水現象。
2.2 刀架技術指標檢測
刀架技術指標檢測主要包括:精度檢測、轉位時間檢測、承載能力檢(jiǎn)測。技術指標要滿足國家標準要求及產品設計(jì)要求。技術指標檢測(cè)需在運(yùn)車試驗、加載試驗、空載試驗完成後各(gè)檢(jiǎn)一次。精度檢測需依據國家標準執行,轉(zhuǎn)位時間和承載能力按照不同刀架(jià)製造企業的設計要求進行檢測。
3、 試驗方法
3.1 精度檢測
精度檢測要求依據國家標準GB/T 20960-2007, 數控臥(wò)式轉塔刀(dāo)架進行。主要檢測項目有:G1(定心(xīn)軸(zhóu)徑的徑向跳(tiào)動);G2(軸肩支撐麵的端麵(miàn)跳動);G3(軸肩支撐麵對底麵的垂直度);G4(重複定(dìng)位精度);G5(工具孔軸(zhóu)線在工作位置(zhì)的偏移);G6(工具孔軸線在(zài)工作位(wèi)置的平行度(dù));G7(刀(dāo)槽在(zài)工作位置的偏移);G8(工具安(ān)裝麵對基準(zhǔn)的(de)平行度);G9(工具安裝麵在工作位置的偏移(yí))[9-11]。
3.2 轉位時間檢(jiǎn)測
轉位時間通(tōng)過驅動器讀取(qǔ)電動機參數(shù)檢測。如(rú)圖2為某實驗實測數(shù)據。按(àn)設(shè)計要求檢測單步(bù)(30°和(hé)45°)分度時間和任意角度(dù)分度時間。同時讀取命令位置、反饋位置、位置(zhì)誤差、電動機(jī)轉速信息[12-13]。
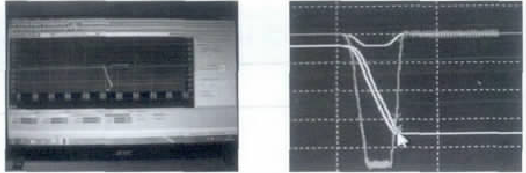
圖2 轉位時間檢測
3.3 承載能力檢測
如圖3為刀架承載能力檢測試驗台模型、檢測原理、檢測實例的示意圖。載荷通過液壓千斤頂施加,並通過指示表(biǎo)讀取載荷大小,變形量通過千分表讀取[14-15]。

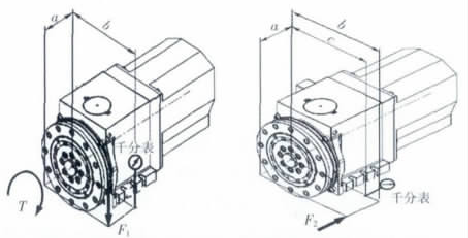

圖3 承載能力檢測
按照刀(dāo)架設計要求,需要檢測刀架的切向承載能力(圖3左列)和(hé)徑向承載能(néng)力(圖3右列(liè))。徑向載荷要分(fèn)別考慮徑(jìng)向壓載荷和徑向拉載荷下的刀架承(chéng)載能力和剛度。
4 、結 論
設計了刀架可靠性試驗的總體試驗流程以及故障記錄表。提(tí)出了刀架電氣、液壓、驅動(dòng)器、間隙、接近(jìn)開關、冷卻係統功(gōng)能檢測的檢測要求,分析了精度、轉位時間、承載(zǎi)能力技術指標檢測的檢測方法。給(gěi)出精度、轉位時間、承載能(néng)力檢測的試驗要求和試驗方法。
投稿箱:
如果您(nín)有機(jī)床(chuáng)行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機(jī)床(chuáng)行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本(běn)型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月(yuè) 新能源(yuán)汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新(xīn)能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加(jiā)工過(guò)程圖示
- 判斷一(yī)台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控(kòng)係統和數控機床何(hé)去何從?
- 中(zhōng)國的技術(shù)工人都去哪裏了?
- 機械老板做了十多(duō)年,為何還(hái)是小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少(shǎo)談點智造,多談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及(jí)工裝設(shè)計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別