陽機床")



多(duō)功用車(chē)床扳手的設計與製作--車床刀架扳手和卡盤扳手的優化組合
2020-2-3 來源:中山市第一中等職業技術學(xué)校 作者:趙榮歡,孫天煥,羅 健
1、 產生背景
在普通車床和數控車床的實際操作過程中,拆裝工件(jiàn)和刀具是(shì)非常頻繁發生的(de)工作程序,所以卡(kǎ)盤扳手和刀架扳手使用頻率非常高,在使用過程中容易出現亂拿亂放、錯拿錯放的情況,影響生產(chǎn)效率和車間管理,並存在一定的安全(quán)隱患,具體情況如下:
1) 一個產品在加工過程中需要經過多次工件、刀具的拆裝,由於機床配備的卡盤扳手和刀架扳手(shǒu)的基本尺寸是一樣的,外形(xíng)結構相似,唯一的區別就是端(duān)部一凸一凹。因此實際工作中很容易拿錯(cuò),如果每次都(dōu)花(huā)多幾秒找(zhǎo)工具,積累下來,勢必(bì)對生(shēng)產效率和經濟效率產生一定程度的(de)影響(xiǎng)。
2) 裝夾工(gōng)件時(shí)憑卡盤扳手的力(lì)量往往(wǎng)不能夾緊(jǐn)工件,需要與加力杆配合使用,由於(yú)手柄強度不夠,容(róng)易造成手柄彎曲變形,具有安全隱患。如圖1 所示。

圖 1 彎曲變形的卡盤扳手
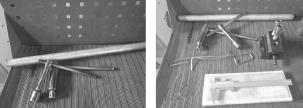
圖 2 兩扳手使用過程雜亂
3) 卡盤扳手和刀架(jià)扳手配(pèi)件較多(duō)( 四個零部件),如圖 2 所(suǒ)示。從車間 7S 管理的角度看,有精簡、整合的必要。
俗話說(shuō):“三分技術(shù)七分工具”,好的工具用起來得(dé)心應手,產品質量高,生產效率也高。針對以上問(wèn)題,可否把卡盤扳手和刀架扳手合二為一,研發一個(gè)便捷、質優、一體(tǐ),便於管理和使用的工具來改變這種現狀呢(ne)? 帶著這個想法,經過(guò)反複論(lùn)證、設計,多次(cì)改進,終於完成了多功用車床扳手(刀卡(kǎ)組合扳手) 的製作。本(běn)文就該產(chǎn)品的工(gōng)作原(yuán)理、結構、功(gōng)能及創新性等方麵做簡單介紹。
2 、工作原理
該多功能組合扳手主要由扳手主體和手(shǒu)柄兩個部件組成,如圖 3 所示。使用起來手感更好,轉換(huàn)便捷,很好的解決了原來卡盤扳(bān)手和刀架扳手配件較(jiào)多、區分難,配合加力杆(gǎn)裝夾時手柄容易彎曲變形、強度不夠和管理(lǐ)亂的問題,大大的提高了(le)生(shēng)產效率。
圖(tú) 3 組裝示意圖
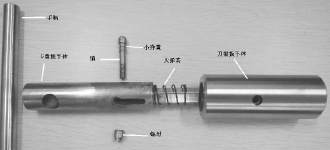
其工(gōng)作原理如(rú)下(xià):首先在卡盤扳手方(fāng)軸處套入大彈簧,卡盤扳手體與刀架體扳手相配合;然後銷套入小彈簧穿(chuān)過刀架扳手體和卡盤扳手體,與螺母連接,銷(xiāo)和螺母與兩扳手體之間有一定的軸向間隙,用於保證滑移過程靈活;最後把手柄裝入卡盤扳手體的孔中,組裝完成。當手推刀架扳手體時帶動彈簧插銷機構(gòu)滑移,滑移到銷孔位置時小彈簧的彈(dàn)力讓螺母牢固(gù)的卡在銷孔,卡盤四(sì)方軸工(gōng)作麵露出,可以正常裝夾工件,如圖 4(a)所示;要切換刀架(jià)扳手時,手(shǒu)按銷頭,讓螺母與銷孔分離,大彈簧的彈力把刀架扳手體自動彈回原(yuán)位,方孔露出並可以進行刀(dāo)具裝夾,如圖(tú) 4(b) 所示。在機構(gòu)設計時,一定要保證滿(mǎn)足兩種工作狀態下工作麵的有效尺寸。
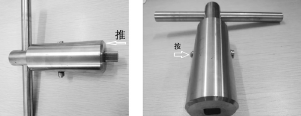
圖 4 卡盤(pán)與刀架之間的切換(huàn)
3 、主要零部件( 或機構) 的設計:
3. 1 可相互配(pèi)合的刀架板(bǎn)手(shǒu)體和卡盤扳手體。如(rú)圖 5 和圖 6 所示,首先把卡盤扳手設計做成剛性好(hǎo)的板手體,在尺寸上卡(kǎ)盤扳手體(tǐ)的外圓、方軸與刀架(jià)扳手體的內孔、方孔相配合,並保證存在小量的間隙,然後卡盤扳手體左端圓孔? 15 位置設計要合理,不能影響卡盤(pán)扳手體(tǐ)和(hé)刀架扳手體之前的滑動,右端四(sì)方(fāng)軸要配合刀架(jià)扳手(shǒu)體來設計,而且(qiě)要尺寸準確,做到夾(jiá)緊工件時能伸出適當的長(zhǎng)度,當要夾緊刀具的時候回縮到裏麵,讓刀架扳手體的四方(fāng)孔有合理的(de)工作深度。

圖 5 相互配(pèi)合的卡(kǎ)盤扳手體(tǐ)的設計
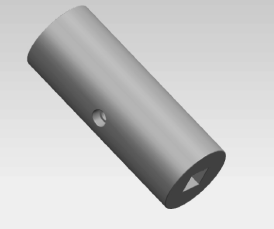
圖 6 相互(hù)配合的刀架扳體的(de)設計
3. 2 彈簧插銷機構。在卡盤(pán)扳手和刀具(jù)扳手工作時,工作麵有沒有固(gù)定機構是影響(xiǎng)工(gōng)作效率的重要因(yīn)素,當沒有固定,在裝夾工(gōng)件時用力壓卡盤扳手體,雖然能防止卡盤扳手插在卡盤(pán)上,起到保(bǎo)護作用,但(dàn)裝夾一直要有(yǒu)壓力,並且還要對準卡盤扳手(shǒu)口(kǒu),這樣不利於操作;當使用(yòng)螺釘緊(jǐn)固方式時,頻繁鬆(sōng)緊螺釘,大大影響拆裝工件與刀具的效率。為了達(dá)到便捷、快速的切換,我們在兩扳手體的連接部位(wèi)加入彈簧插銷機構,設計如圖 7 所示。兩扳手體配合能(néng)靈活運動後就設計和加工彈簧插銷機構部位(wèi),由於卡盤扳手體要(yào)在刀架(jià)扳(bān)手體內自由的滑動,所以在卡盤扳手(shǒu)體精確的位置設計出行程孔,並把插銷孔 Φ10 做好,這兩孔意(yì)義(yì)重大,如何(hé)保證裝夾時的(de)工作深度就靠這(zhè)個尺寸的設(shè)計,同時刀架扳手體也要針對卡盤扳手體在適當的位置設(shè)計(jì)出銷和螺母(mǔ)孔的位置。銷和螺母,如圖 8 所示,加入彈簧進行組(zǔ)裝(zhuāng),通過一推一(yī)按(àn)就能獲得卡盤與刀架扳手的切換,推上去(qù)就是卡盤扳手(shǒu),按下去則轉換為刀(dāo)架扳手。做到一推一按兩扳手相對滑動(dòng),構件動作靈活、反應(yīng)訊速。
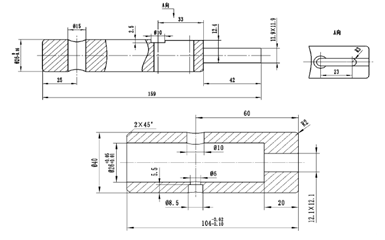
圖 7 兩(liǎng)扳手體彈簧插銷部位的設計

圖 8 銷和螺母設計
3. 3 手柄。設計出合理(lǐ)的手柄,與卡盤扳手體的孔相配,手柄長(zhǎng)度(dù)要合適,不能在卡盤夾緊或鬆開過程中撞到(dào)床頭箱,提高裝夾過程中操作的靈活性並且手柄做到盡量的大,提高其強度。
在材料選用上,因(yīn)為卡盤扳手體、刀架扳手體、銷(xiāo)、螺母和手柄要具有良好(hǎo)的工作(zuò)性能和切削性能,並有較高(gāo)的強度,基於種種我們選用了常用的45#鋼材。兩個彈簧標準件(jiàn),完成材料(liào)的采購。
4 、使用效果
經過一個學期高強度(dù)的使用驗證,多(duō)功用車(chē)床扳手(刀卡(kǎ)組合扳手)完全達到設計的預期的(de)效果,其使用性能和工作性能完全符合要求,並且課堂(táng)上同學不用再因兩扳手不好(hǎo)用而東奔西跑了,也不會經常拿錯扳手而浪費時間了,生產的效率(lǜ)得到了最大的優化,並(bìng)且減輕車(chē)間 7S 管理的壓力,大大的提高了我們操作的規範性(xìng)和職業素養。刀卡組合(hé)扳手以新奇的功能和(hé)效(xiào)果在學(xué)校裏大受歡迎。使用示意圖如圖 9 所示。

圖(tú) 9 應用(yòng)示意圖
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口(kǒu)情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量(liàng)數據
- 2024年11月 新能(néng)源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據(jù)
- 2024年9月 新(xīn)能源汽(qì)車銷量(liàng)情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年(nián)8月(yuè) 基本型(xíng)乘用車(chē)(轎車)產量(liàng)數(shù)據
博文選萃(cuì)
| 更(gèng)多