



歐洲機床智能製造匯編(一)上
2018-9-17 來源:OK智能(néng)製造 作(zuò)者:--
Ⅰ、德國SLM公司3D金屬(shǔ)打印機

德國SLM Solutions集團(tuán)是世界領(lǐng)先的金(jīn)屬激光(guāng)增材製造設備(3D打印)生(shēng)產商,專注於選擇性激光(guāng)熔化(SLM) 相關的高新技術研發。
選擇性激光熔化(huà)技術(SLM)廣泛應用於航空(kōng)航天、醫療、能源、汽車工業、教育、軌道交通等領域。

精密緊(jǐn)湊,實現廣泛應用領(lǐng)域的3D打印
——適合研發或工業生產用複(fù)雜金屬零部件

SLM125選擇性激光熔化(3D打印)設備技術參數
加工尺寸(長×寬×高)125 × 125 × 125 mm³扣除基板厚度
3D光路係統(tǒng)配置單(dān)激光(1×400W)IPG光纖激光(guāng)器
加(jiā)工速率最高25 cm³/h
可加工層厚20 μm-75 μm, 1μm/步
最小結構尺寸140 μm
光(guāng)斑(bān)直徑70-100 μm
最高掃描(miáo)速度10 m/s
加工過程中平均惰性(xìng)氣體消耗2 L/分鍾(氬)
排氧過(guò)程中平均惰性氣體消耗70 L/分鍾(氬(yà))
電氣連接/輸入功率400 Volt 3NPE, 32 A, 50/60 Hz, 3 kW
壓縮空氣要(yào)求/消耗ISO 8573-1: 2010 [1:4:1], 50 L/分鍾 @ 6 bar
機器尺寸(長(zhǎng)×寬×高)1,400 mm x 900 mm x 2,460 mm
機器重量(含/不含粉末)約750 kg / 約700kg
適用於(yú)所有金屬粉末的(de)設備
選擇性激光熔化設備SLM 125的加工尺寸為125×125×125 mm³。設備結構緊湊,經濟性極佳,適合應用於研發領(lǐng)域以及工業(yè)生產小尺寸零件。此外,SLM 125可選配成型尺寸(cùn)50×50×50 mm³的加工小平台(tái),可減少80%的粉末使用(yòng)量。

選擇性激光熔(róng)化設備 SLM 125 可基於3D-CAD數據打印出高(gāo)品質金屬零件(jiàn)。該設備兼備緊湊(còu)性、經濟性以及高精(jīng)度,主要適用於小批量加(jiā)工,例(lì)如研(yán)發領域。

雙向鋪粉專利技術(shù)成就了其在同類型設備中最快的(de)成型速度(dù),而(ér)氣體循環過濾技術不僅已獲得專(zhuān)利,同時也呈(chéng)現了安全操作(zuò)的設計(jì)理念(niàn)。惰性氣流即使在調節到最低消耗量時也能夠達到最理想的工藝特性。

SLM 125 可選配用於讀取CAD/STL數據或切片數據的全開(kāi)放式軟(ruǎn)件,允許用戶(hù)根(gēn)據需求(qiú)進行自(zì)定義加工參數,實(shí)現個(gè)性化加工。打印材料可(kě)選擇不鏽鋼,工具鋼(gāng),鈷(gǔ)鉻(gè)合金,鎳基合金,鋁合金,鈦及其合金等。設備的緊湊結構和(hé)少(shǎo)量粉末傳輸部(bù)件可(kě)保證快速便捷換粉。另外,大(dà)量的選配及擴展功能使(shǐ)該係統能夠適應各種客戶的(de)個性化需求。

篩粉設備(bèi)PSM能夠與 SLM125 達到最佳配合(hé)使用效果。篩粉(fěn)過程中,大顆粒粉末會(huì)被篩選出來並被分離至一個存儲瓶內。達到顆粒(lì)範圍內的(de)可重複利用的粉末,將被傳輸至存儲容器中並(bìng)可直接再次使用(yòng)。
Ⅱ、德國STAMA斯塔瑪立式(shì)多主軸加工中心:高效生產的不二選(xuǎn)擇

STAMA斯塔瑪公(gōng)司是德國著名多主軸加工中心生產企業,其加工中心可單主軸、雙主軸、4主(zhǔ)軸,甚(shèn)至更多,適合大批量、高效加工。
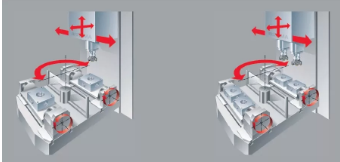
STAMA斯塔(tǎ)瑪單主軸、雙主軸主軸加工(gōng)中心示意圖--
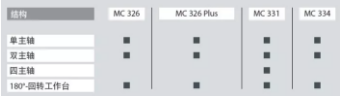
STAMA斯塔瑪MC326/MC331/MC334多主(zhǔ)軸加工中(zhōng)心--
STAMA斯塔(tǎ)瑪MC326單、雙主軸加工中(zhōng)心帶180度回轉交換工作台,可在加(jiā)工的同時上(shàng)下料:
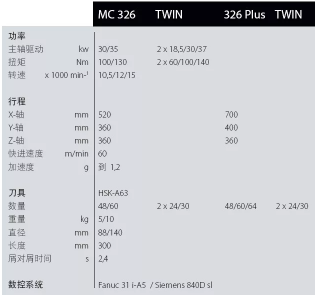
STAMA斯塔瑪MC326多主軸(zhóu)加工中心參數--
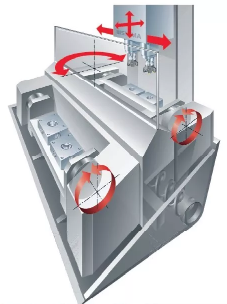
STAMA斯塔瑪MC326/MC331/MC334多主軸加工中心(xīn)結構對照圖--
STAMA斯(sī)塔瑪MC331單、雙主軸加工中心帶180度回轉交換工(gōng)作(zuò)台,可在加工的同時上下料:
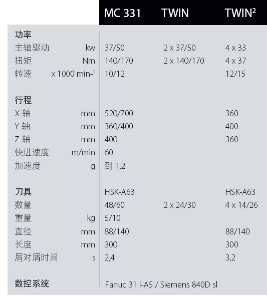
STAMA斯塔瑪MC331單、雙(shuāng)主軸加工(gōng)中心參數--
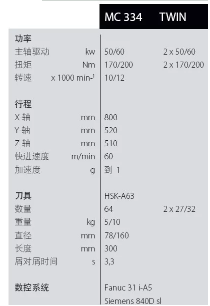
STAMA斯(sī)塔瑪MC334單、雙主軸(zhóu)加工中心(xīn)帶180度回轉交換工作台(tái),可在加工(gōng)的(de)同時上(shàng)下料(liào)。
STAMA斯塔瑪MC334單、雙主軸加工中(zhōng)心參數:
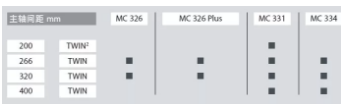
STAMA斯塔瑪(mǎ)MC326/331/334加工中心帶主軸間距對照圖(tú)--
STAMA斯(sī)塔瑪雙主軸加工中心示意圖--
STAMA斯塔瑪(mǎ)4主軸加工中心示意圖--

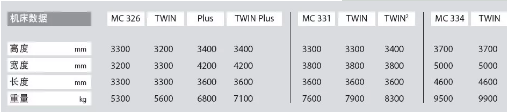
STAMA斯塔瑪MC326/331/334加工中心數據--
STAMA斯塔瑪(mǎ)多主軸加工中心典型加工零件--


Ⅲ、德(dé)國維拉WERA公司插滾機床(chuáng) 插齒滾齒拉齒的高效結合

德國維拉WERA公司自行開發並注冊的插滾專利機床工藝技術(shù),經多年成功的實際應用,目前已在歐美汽車(chē)變速器行業投入(rù)批量使用(yòng)。
德國維拉WERA插滾(gǔn)工藝(yì)是首次將滾(gǔn)齒、插齒(chǐ)和(hé)拉齒工藝合並在內、外齒熱前製齒加工生產中心。聯(lián)係:13501282025
德國維拉(lā)WERA內齒/花鍵插滾工藝
(舉例工件:變(biàn)速器同步齒圈加工)
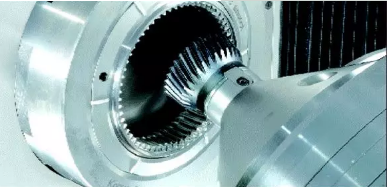

插滾工藝方式為工件和刀具連(lián)續式旋分加工,其(qí)加工(gōng)原理是將滾(gǔn)齒(chǐ)和插齒運動相結合(hé)。
首先比較一下幾(jǐ)種熱前製齒加工的刀具與工件間的基本變速傳動作用關係:
滾齒:渦輪(lún)蝸杆傳動
插齒:圓柱齒輪差速傳動
剃齒:螺旋齒輪(lún)驅動
德國維拉WERA插滾法:采用維拉專利旋分技術,因此可加工出多種不同齒形,即內外圓漸開(kāi)線、非漸開線和非幾何對稱齒形,且無需退(tuì)刀槽。
德國維拉WERA公司插滾機床插滾法加工齒圈的特點:
投(tóu)資少:單機,無需傳送帶
占地少:單機,占地麵積少
人工費低:操作人員(yuán)少
以(yǐ)加工(gōng)同步齒圈為例,迄今為止(zhǐ)的傳統工藝需要(yào)5 台以上機床分序加工:車削、拉削(xuē)、倒角、銑槽和倒(dǎo)錐。生產中耗費大量物流(工(gōng)件輸送)、多次清洗和人工(gōng)及場地成(chéng)本,當然還可采用成型加工技術生產,但成品後工件存在內外齒形錯位對稱度(dù)不良問題。
德國維拉(lā)WERA插滾法第一次將工序集成,即在一台插滾機上將齒圈毛坯加工(gōng)成成品,完(wán)成製(zhì)齒、倒角、油(yóu)槽和倒錐完(wán)整加工。
值得一提的(de)是,全部加工均為幹式加工,無需冷卻液(yè)。
德國維拉WERA公司插滾機床特點:
節省原(yuán)材料:切削少
工件檢(jiǎn)測成本低(dī):工序集中,檢測環(huán)節少
刀具成本(běn)低:刀具製造簡單,可多次修磨複用
節能:單機,節省(shěng)能源和(hé)排放
德(dé)國維(wéi)拉WERA外齒/花鍵插滾(gǔn)工藝
(舉例工件:變速器同步齒(chǐ)輪和同步體加工)

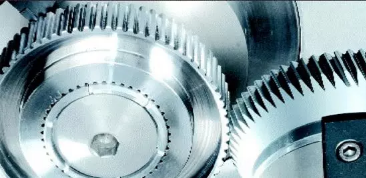
在汽車變(biàn)速器齒輪行業中,帶單聯或多(duō)聯封閉齒的同步齒輪和同步體批量(liàng)大、傳統加工效率低且不易加工,但采用維拉插滾法(fǎ)加工(gōng)卻極為簡單方便,且效率和精度高。
德國維拉WERA插滾機采用平行傾斜布置的工件(jiàn)主軸和(hé)刀具主軸得以輕(qīng)鬆實現非對稱幾何尺寸(cùn)的花鍵齒。
實現這(zhè)一功能的方法是(shì),該機刀具主軸(插(chā)滾輪)針對工件主軸采用非重複變速比設計方案。
加工後的兩齒麵幾(jǐ)無切削痕。加工為一(yī)次裝(zhuāng)卡兩次進給切削完成,通常一次切削完成切削量的(de)67%;二(èr)次切削完(wán)成剩(shèng)餘33%的切削量。
切削參數視具體工件加工切削量(liàng)要求任選。該機與維拉公司其(qí)他係列機床相同均采用幹式切削。
加(jiā)工直齒花鍵的插(chā)滾(gǔn)刀(dāo)為斜齒錐形設計。刀具采用帶塗層的高速鋼(gāng)(PM-HSS)製造,可(kě)多次複(fù)磨使用。
投稿箱:
如(rú)果(guǒ)您有機床行業、企業相關新(xīn)聞稿件發表(biǎo),或進(jìn)行資訊合(hé)作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果(guǒ)您有機床行業、企業相關新(xīn)聞稿件發表(biǎo),或進(jìn)行資訊合(hé)作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多(duō)相關信息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能(néng)源(yuán)汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據