



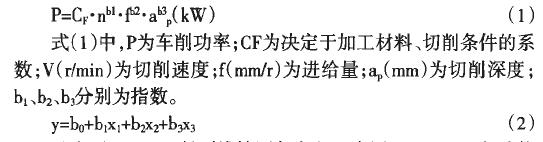
摘要(yào):在小(xiǎo)功率數(shù)控車床上,采用多(duō)因素正(zhèng)交試驗法對45#中碳鋼進行車削試驗。基於回歸分析原理(lǐ),應用MA7rLAB建立了切削功率模型,並對其(qí)簡化。提出了(le)估算切削功率(lǜ)的簡便算法,為在機床設計中更合理地選擇(zé)電動機提供了依據。
關鍵詞:切削功率;功率計算;多元線性回歸分(fèn)析
在設計普通機床時,確定機床傳動方案的同(tóng)時,還必須確定機床各電動機的功率,以滿足機床工作時所需(xū)的轉速和扭矩。由於數控機床通常采用高性能變頻器無級(jí)變速,因此傳統的設(shè)計方法已經不能滿足新的設(shè)計需要。合理地確定電機功率,使機床既能(néng)充分(fèn)發揮其(qí)使用性能,又不(bú)致使(shǐ)電機經常不(bú)滿載而浪費(fèi)電力是非常重要的。此外在從(cóng)事機械加工工藝方案擬定、機床和(hé)刀具設計等工作時,也都離不開對切削功率的估計,它也是進行設計計算的重要依據。
1 、車削試驗方法及結果
1.1 車削試驗條件
1.1.1試驗條件:
試件材料為45號鋼,外圓加工;加工機床為小功率數控車床,加(jiā)工設(shè)備特(tè)點:數控係統采用華興3 1xT伺服係統,驅動器采用spm一3400交流伺服驅動器(qì).主軸(zhóu)采用:SINE303高性能變頻器(qì)無級調速。
1.1.2測(cè)量儀器:主要采用“兩表法”來測量。
1.2車削試(shì)驗方法
1.2.1分組試驗。
在車削加工中,對加工過程中切削功率影響比較大的切(qiē)削參數主要有:主軸轉速、進給量、切削深度。
1)切削速度與車削功(gōng)率之間的關係。為了考察(chá)切削速度與(yǔ)車削(xuē)功率(lǜ)之間的(de)關係,進行了一組(zǔ)試驗。通過對試驗過程中得(dé)到的數據進行分析,並將測得結果繪製成試驗曲線。在坐(zuò)標下,存在明顯的拐點,把切削速度分為(wéi)兩個區間(jiān)來處理,在兩個區間內分別對數(shù)據進行分析與計算。
2)進給量(liàng)與車削功率之間的關係。為了進一步考察進給量與車削功率之(zhī)間的關係,進行了(le)一組試驗。通過(guò)對試驗過程中得到的數(shù)據進行分析,並將測得結果繪製成試驗(yàn)曲線(xiàn)。在(zài)坐標下,存切削功率與進給量呈非線性的關係,但(dàn)由於進給量區間較小,近似(sì)地用一條回(huí)歸直線代替實測曲(qǔ)線。
3)切削深度與車削功率之(zhī)間的關係(xì)。為了進一步(bù)考(kǎo)察切削(xuē)深度與車削功率之間的關係,進行了一組試驗。通(tōng)過對試驗過程中得到(dào)的數據進行分析,並將測得結果繪製成試驗曲線。在坐標下,存切削功率與切削深度呈非線性的關係,但由於在切削深度區間較小,近似地用一條回歸(guī)直線代(dài)替實測曲線。
1.2.2切削速度區間內正(zhèng)交試驗
以主軸轉速、進給(gěi)量、切削深度這三個切削參數為因素,每個因素考慮三個(gè)水平,采用正交實驗設計方法進行實驗設(shè)計(jì)。
1.2.3切削功(gōng)率公式(shì)的建立及顯著性檢驗(yàn)
1)車削(xuē)功率模型的確定。在車削加工中,在機床特征和刀具幾何參數確定的(de)前提下,根據金屬切削原理(lǐ),切削功率與切削參數之間存在複雜(zá)的指數關係,應用正交回歸試驗建立切削功率與切削
數之間的通用形式為:
2)應用MATLAB得到線性回歸方程。應用MATLAB回歸功(gōng)能得到相關(guān)係數bo,bl,b2,b3粥JI]為一2.9452,0.8966,0.6014,0.9277。
代入式中,得到(dào)了線性回歸方程

3)回歸分析(xī)的顯(xiǎn)著(zhe)性檢(jiǎn)驗。采用顯著性檢驗來判定其擬合(hé)程度(dù)的(de)好壞。三個係數都生成95%置信區間,回歸係數的平方R2=0.973,0≤R≤1,說明模型擬合(hé)程(chéng)度相(xiàng)當高。顯著性概率值(zhí)P=0.0002,遠小於(yú)0.05,故拒絕零假設,回歸方程有意義。查F分布表(ct=0.01),F(3,5)=12.06,回歸方程的F>12.06,表明所建立的(de)切(qiē)削功率模型是非常顯著的(de)。
2、切削功(gōng)率模型(xíng)簡化
![]()
2.1切削速度與切削功率(lǜ)關係(xì)線(xiàn)性化
在切削速度區間(10—50m/min)上,該切削速度區間不(bú)常用,所(suǒ)以不做討論。
在(zài)切削速度區間(50—130m/min)上,應用MATLAB將(jiāng)PI=Va9回歸呈線性方程(chéng),此(cǐ)時線性方程的自變量V用x。表示,函數值用Y。表示,即(jí)yl-0.72xl (6)在切削速度區間(大於130m/min)上,又設計了一組試驗。當V=140rn/min,V=150m/min,V=160m/min,V=180m/min時,未出現明顯拐點,說明(míng)也可歸為該區間。
2.2進給量與切削功率關係線性化
在進給量區間(0.08—0.28mm/r)上,應用(yòng)MATLAB將P2--m.6回歸呈線性方程(chéng),此時線性方程的自(zì)變(biàn)量傭x2表示,函數值用y:表示,B0y2=2.05x: 、(7)
2.3切削深度與(yǔ)切削功率關係線性化
在切削深度(dù)區(qū)間(0.1~2.5ram/r)上,應用MATLAB將P3=a,a9回歸呈線性方程,此時線性(xìng)方程的自變量aD用x,表示,函數值用Y:表示,即y3=0.94x3 (8)
2.4得到簡化式並顯著檢驗
將(6)、(7)、(8)代入(rù)(5),即P切=0.05·Yl·Y2"Y3(kW)--O.069·v·f·aP(kW) (9)在95%置信區(qū)間,回歸係數的平方R2=o.86,0<R<I,說(shuō)明模(mó)型擬合程度較好。說明簡化式是有意義的。
3、結論
3.1 切削速度與切削功率成指數關係;進給量與切削功率成指數關係;切削深(shēn)度與切削功率成近(jìn)似線性關係。
3.2 改變了原來經驗公式複雜(zá)的指數關係,簡化了切削功(gōng)率估(gū)算公式。為小型數控車床的設計,主軸電動機的選擇提供了依據(jù)。
3.3 建立的切削(xuē)功率預測模型(xíng),除了適於本試驗所用的切削參數外,在刀具參數(shù)不變的情況下,可用於車削(xuē)加(jiā)工(gōng)其它同類(lèi)工件(jiàn)材料硬度相差(chà)不(bú)大時。如果刀具參(cān)數改變,需要對係數進行修正(zhèng)。
如(rú)果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")
查")
- 2024年(nián)11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽(qì)車銷量情況
- 2024年8月 新能(néng)源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據