陽(yáng)機床")



利用普通車床去加工角輪這類(lèi)有角度的機械零件常(cháng)用有兩種方法:一種是當車削(xuē)較短的圓錐角度時,一般是用轉動小滑板(bǎn)法,車削時把(bǎ)小(xiǎo)滑板轉動一個圓錐半角a/2,使車刀的運動軌跡與所要車削的圓錐素線平行即可,同時要注意轉動小滑(huá)板時一定要留意轉動方向正確。另一種(zhǒng)是用成型刀加工法。
這兩種方法(fǎ)存在的缺點(diǎn)是:因受小滑(huá)板的行程(chéng)限製,隻能加工長度較短(duǎn)的圓錐;車削時隻能手動進給,勞動強度大;表麵粗糙度難以控製;用成型法車床要具有良好的剛性,否則容易引起振動,並隻適用於車削(xuē)較短的外圓錐(zhuī);生產效率低(dī)。所以車工師傅因其加工效率低都不(bú)願加工這類零件,特別是凹槽類零(líng)件更不願加工。
隨著科(kē)學技(jì)術(shù)的飛速發展,數控車床(chuáng)由於具有高效率、高精度、和高柔性的特點,在機械製造(zào)業(yè)中得到日益廣泛的應用,已成為目前應用最(zuì)廣泛的數控機床之一(yī)。上述零件在數控車床上編(biān)程加工就能達到(dào)事半功倍的效果(guǒ)。
一、凸槽角輪的數控加工
1.零(líng)件圖的工藝及難度分析(xī)
如圖1所示(shì),該零件包括內& #65380;外圓柱(zhù)麵,端麵,夾角為110°的兩個錐麵的加工。難度在於兩個錐麵(miàn)較難加工,特別(bié)是靠近三爪卡盤處的錐麵,刀具要用左偏刀,工件坐標係設定有一定的難度。
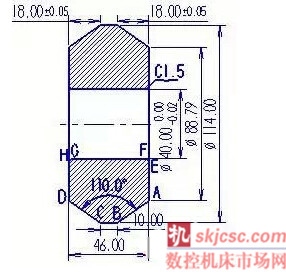
圖1 凸槽角(jiǎo)輪零件圖
2.加工方案的確定
從廠家處了解到毛坯為Φ120×56mm的45#圓鋼,他們(men)在普通車床的加工方法是車出一端裝夾位後一次加工出來,再(zài)掉頭把裝夾位(wèi)用端麵刀切去。我們經(jīng)過討論(lùn)確定(dìng)有兩種(zhǒng)方案。
方案一:用焊接駁長工件去加工的方法。考慮到本校有一批Φ60mm廢舊圓鋼管及本校剛有(yǒu)兩個(gè)考證(zhèng)實習班,為(wéi)了減少廠家的材料成本,我們(men)要求廠家可將毛坯長(zhǎng)度由56mm減少到50mm再要求學生在焊(hàn)工實訓時把長(zhǎng)60mm鋼管焊在已加工好端麵的工件中心上(要焊牢),加(jiā)工時用三(sān)爪卡盤(pán)裝夾焊接鋼(gāng)管就可以一次加工出來,加工完後調頭加工另一端麵至尺寸。這樣可以一物多用。
方案二:采(cǎi)用心軸夾具裝(zhuāng)夾的方法加工。我們請工(gōng)廠的(de)老師(shī)傅到學校車間實地指導,他們(men)要求把數控車床重新校正水平,並把三爪卡盤的三個卡(kǎ)爪的各個基準麵用車(chē)刀重新精加工。采用心(xīn)軸夾具(jù)裝夾的(de)方法是用兩台數車分兩個(gè)工序進行加工,即先用一台數車加(jiā)工內孔及長度至尺寸,再用另一台數車把工件裝夾在圖2所示的心軸夾具上(shàng)以內(nèi)孔為定位基準進行加工。
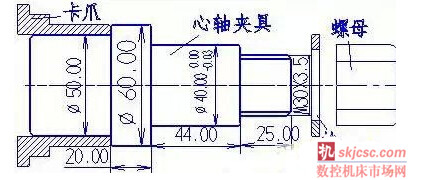
圖2 心軸(zhóu)夾具
經過對比,第二個方案加工出的工件經廠家質檢能達到形位公差要求(qiú)。其最大的優點是:可減(jiǎn)少對刀次數;提高效率(每隻零件加(jiā)工時間可節省20分鍾);節省零件材料成本。所以采用方案二進行加工。
用兩(liǎng)台數車分兩個工序(xù)進行(háng)加(jiā)工(gōng)。
(1)第一台(tái)數車的加工方(fāng)案
◎夾住工件一頭,用(yòng)1號端麵(miàn)刀(dāo)加工端(duān)麵;
◎換2號外圓(yuán)刀加工外圓至Φ118mm,長度(dù)為30mm,作為調頭後的基準;
◎用鑽頭(tóu)鑽Φ35mm的通孔;
◎調頭裝夾已加工外圓麵,找正,換1號端麵刀加工端麵至長度為46mm;
◎換3號內孔刀加工內孔至尺寸;
◎檢查,校核。
(2)第(dì)二台數車的加工方案(àn)
◎把已加工好內孔的工(gōng)件裝夾在心軸(zhóu)夾具上並鎖緊,換1號右偏刀加工零件右邊部分;
◎換2號左偏刀加(jiā)工左邊(biān)部分。
◎檢查,校核。
3.數值計算(suàn)
(1)設(shè)定程序原點
以工件右端麵與軸線的交點為程序(xù)原點建立工件(jiàn)坐標係。
注意:由於2號(hào)刀(dāo)是由(yóu)刀寬(kuān)為8mm的切斷刀改裝而成,對(duì)刀時(shí)用左刀尖(jiān)碰工件右端麵後,在刀偏表2號刀的試切長度欄處設Z=8(刀寬8mm),即(jí)係統以右刀尖為刀位點。
(2)計算各節點位置坐標值
A(88.79,0),B(114,–18),C(114,–28),D(88.79,–46)。
4.加工程序
加工外圓錐體程序如(rú)表1所(suǒ)示(注:刀尖圓弧半徑忽略(luè)不計)。
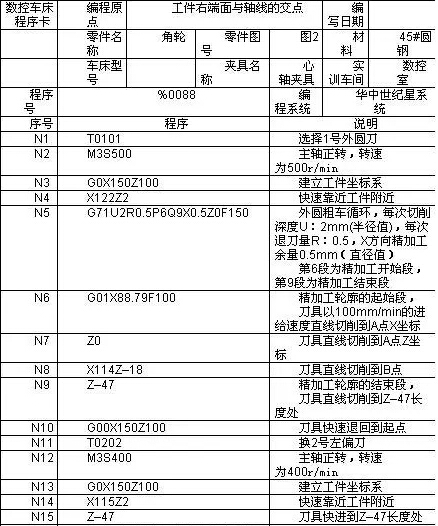
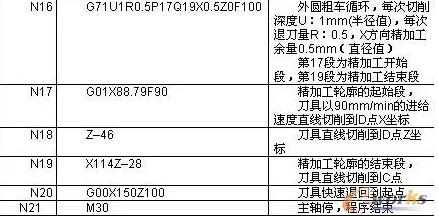
表1 程(chéng)序卡
二、凹槽導輪的數控加(jiā)工
1.零件圖的工藝及難(nán)度分析
如圖3所示,該零件包括(kuò)內圓階(jiē)梯孔,外圓柱麵,夾角為90°的兩個V型凹槽斜麵。毛坯尺寸為Φ110×55mm。
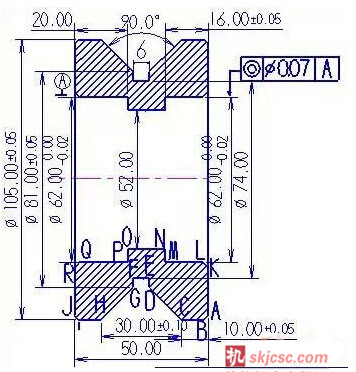
圖3 凹槽導輪(lún)零(líng)件(jiàn)圖
難度分析(xī):兩個Φ62mm的軸承孔(kǒng)尺寸精度高;兩(liǎng)個軸承孔同軸度要求高(gāo);90°的兩個V型凹槽難加工。
2.加工方案的確定
用兩台數車分兩個工序進行加工。
(1)第一台數車的(de)加工方案
◎夾住工件一頭,用一號端(duān)麵刀加工(gōng)端麵;
◎用鑽(zuàn)頭鑽Φ40mm的通孔;
◎換2號外圓刀加工外圓至(zhì)Φ108mm,長(zhǎng)度為30mm,作為調頭後的基準;
◎調頭裝夾已加工外圓麵,找正(zhèng),換1號端麵刀加工端麵至長度為51mm左右;
◎換3號內孔刀加工直徑為Φ62mm,深度20mm的軸承孔及Φ52mm,長度為(wéi)30mm的內孔至符合尺寸(cùn);
◎檢查,校核。
(2)第二台數車的加工方案
◎用反(fǎn)爪裝夾Φ62mm的軸(zhóu)承孔(墊銅片),找正,用1號端(duān)麵刀精加工端麵至長度為50mm;
◎換2號內孔刀加工另一個Φ62mm的軸承孔至符合尺(chǐ)寸;
◎換3號(hào)外圓刀(dāo)加(jiā)工外圓(yuán)至Φ105mm;
◎換4號機夾切(qiē)斷刀加工V型凹槽。
◎檢(jiǎn)查,校核。
3.數值計算
(1)設定程序原點
以工(gōng)件右端麵與軸線的(de)交(jiāo)點為(wéi)程序原點建立工件坐標係。用4號機夾切(qiē)斷刀對刀(dāo)時,用左刀尖碰工件右端麵後(hòu),在刀(dāo)偏表4號刀的試(shì)切長度欄處輸入Z=0,再在(zài)刀偏表5號刀(dāo)的試(shì)切長度(dù)欄處輸入Z=4(刀寬為(wéi)4mm)。即編程時執行刀具功能T0404是加工V型槽(cáo)左邊部分,執行刀具功能T0405時加工V型(xíng)槽右邊部分。
(2)計算各節點位置坐標值
A(101,0),B(105,–2),C(105,–10),D(81.0,–22),E(74,–22),F(74,–28),G(81.0,–28),H(105,–40),I(105, –48),J(101, –50)。
4.加工(gōng)程序
加工外圓及V型槽程(chéng)序如表2所(suǒ)示(注:刀(dāo)尖圓弧半徑忽略不計)。
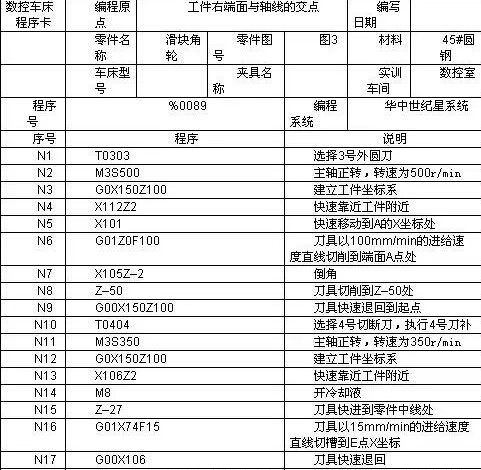
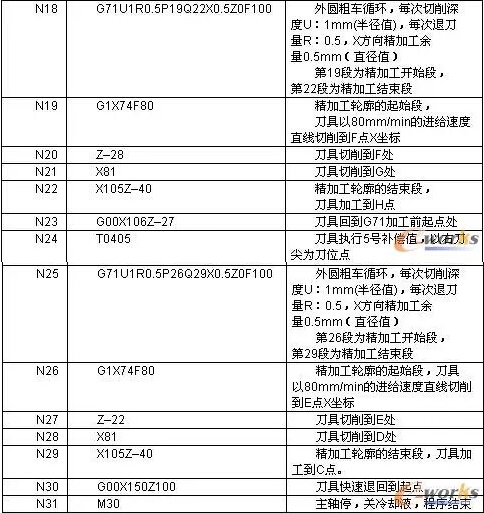
表2 程序卡
三、結束語
隨著科學技術的飛速發展,數控(kòng)車床由於具有優越(yuè)的加工特點,在機械製造業中的應用越來越廣泛,為了充分發揮數控車床的作用,我們需要(yào)在編程中掌握(wò)一定的技巧,編製出合理、高效的加工程序,保證加工出符合圖紙(zhǐ)要求的合(hé)格工件,同時(shí)能使數控車床的功能得到(dào)合理的應(yīng)用與(yǔ)充分的發揮,使數(shù)控車(chē)床能安全、可靠、高效地工作(zuò)。
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金(jīn)屬切(qiē)削機床產量數據(jù)
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
- 機械加工過程圖示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中走(zǒu)絲線切割(gē)機床的發展趨勢
- 國產數控係(xì)統和數控機床何去何從?
- 中國的技術工人都去哪裏(lǐ)了(le)?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行(háng)業最新自(zì)殺性(xìng)營銷,害人害己!不倒閉才
- 製(zhì)造業大逃(táo)亡
- 智能時代,少談點智造,多談點製(zhì)造(zào)
- 現實麵前,國(guó)人沉默。製造業的騰飛,要(yào)從機(jī)床(chuáng)
- 一文搞懂(dǒng)數(shù)控車床加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別