


摘 要 : 深孔加工是在封閉坎(kǎn)態下迭行的, 不能(néng)直接(jiē)觀查到刀具的削情況 。 采用了金屬塑性(xìng)成形仿真軟件 D eform -3D ,用有限元方法動態模擬擬了深孔鑽削過程 , 預(yù)測了加工過程中的溫度(dù)及應力變化情況,比敕了不同鑽削參教下溫(wēn)度與等故應力的變化情況, 獲得了不同(tóng)切(qiē)則速度下切削溫度及等故左力的變化曲線 。 分(fèn)析結果表明 : 切削溫 度隨切入深度的增加而增大 ,逐漸趨於平穩 , 最高溫度出現在刀具和切屑接(jiē)觸 的 位 置(zhì) ; 切削溫度與切削速度成正比 , 而效應力隨(suí)切削(xuē)參數參數變化, 變(biàn)化並不大(dà)。
關(guān) 鍵 詞(cí) : 深孔(kǒng)如工 ; D eform -3D; 鑽(zuàn)削
深孔加工是孔(kǒng)加工中難度最大(dà)的工藝之一 , 深孔實體鑽(zuàn)削技術被公認為是深孔加工技(jì)術的關鍵技術。用傳統的加工方(fāng)法耗時耗力,而且加工的深孔精度(dù)不高,還存在換刀頻繁的問題和刀具易斷的風險[1]。槍鑽加工深孔是目前(qián)較理想的加工手段。在深孔的加工過程中,鑽(zuàn) 杆 細 長 .容 易(yì) 偏 斜 ,產生振動,產生的熱量和切肩不易排出(chū),不(bú)能直接觀察刀具切削情況(kuàng),而且目前也沒有理想的途徑能夠實(shí)時地監控切削區域的溫度變化及分布[w ]。隻能(néng)憑(píng)經驗,通過聽切削時的聲音、看切屑、觸摸振動(dòng)等外觀現象來判斷切削過程是否正常。
近年來,隨著計算機硬件技術及數值模擬的快速發展,模擬仿真(zhēn)技術為解決這一難題(tí)提供了高效的科學技術途徑[4]。進行模擬(nǐ)鑽削對於提高深孔加工精度、加工(gōng)穩定性和加工(gōng)效率具有重要(yào)的意義。 目前有學者通過(guò)一些先進的測量手段和軟件分(fèn)析,可以間接判(pàn)斷(duàn)或提前預測加工(gōng)過程。如西安交通大學(xué)丁正(zhèng)龍等學者搭建(jiàn)了在線檢測量平台進行深孔內徑(jìng)測量[5),但無法在線監測加工過(guò)程;也(yě)有工程師通過改變機床傳統結構來改善深孔加(jiā)工工藝,如(rú)為了防止加工(gōng)後的切肩劃傷孔(kǒng)壁,采用機床主軸倒立式(shì)結構,利用切削液和切肩的自重,使切屑更順暢地從鑽杆V 形槽中排出[6]等措施(shī),有效提高鑽削質量。
本文采用Def〇rm-3D 金屬塑性成形仿真軟件 ,動態模擬了鑽削加工過程;並獲得了在不同切(qiē)削速度下的(de)溫度變化和應力變化,提前預測深孔的加(jiā)工工藝效果(guǒ),同(tóng)時為深(shēn)孔加工冷卻液(yè)設計和實施提供了依據。
1 、槍鑽工作原理(lǐ)及鑽孔工藝
1 . 1 槍鑽工作原理
槍鑽是加工深(shēn)孔的主要(yào)工具,它具有一次鑽削就(jiù)獲得良好精度和表麵粗糙度低的特點[7],槍鑽基本結構如圖1 所示。
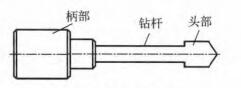
圖 1 槍鑽的基本結構
槍鑽由頭部、鑽杆和柄部三部分組成。頭部是整個(gè)槍鑽的關鍵部分,一般為硬質(zhì)合金,有整(zhěng)體式和焊接式兩種,往往與鑽杆焊接為一體 。槍鑽的鑽杆一般采用專用合金鋼材並經熱處(chù)理製成,使其具有較好(hǎo)的強度和剛性,必須有足夠的強度和(hé)韌性;槍鑽的柄部(bù)用於刀具與機床主軸上連接,按一定(dìng)的標準設計製造。
1 .2 槍鑽工藝過程(chéng)
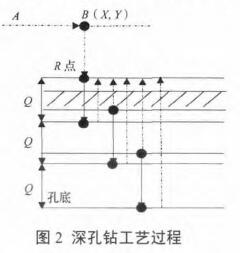
工作時,槍鑽柄部被夾持在機床(chuáng)主(zhǔ)軸上,鑽頭通過導引孔或導套進入工件進行鑽削,鑽刃獨特結構起到自導向的作用,保證了切削精度。先加工導引孔,然後以一定的進給(gěi)速度到引導孔(kǒng)上的2~ 5 m m 處 ,即(jí)圖(tú) 2 中 點 處 ,同時以中冷方式打開冷卻(què)液;到導引孔後正常速度開始加工,加工過(guò)程(chéng)中采用(yòng)間斷進給,每(měi)次進給!2 深度,實現深孔短(duǎn)肩;加工結束離開實體時 ,先以較快的(de)速度退刀到離孔底一定距(jù)離(lí)處 ,再以低速退出引導(dǎo)孔,最後快速離開加工工件並關閉冷卻液,整個過程如圖2 所示 ,圖中(zhōng)虛線表(biǎo)示快速進給,實線表示慢速進給。
2 、深孔鑽削力的分析
深孔(kǒng)鑽與其它金屬切削加工方法相比,最顯著的不同(tóng)點是深孔鑽在(zài)封閉腔內利用導向塊的定位和支撐(chēng)進行鑽削。刀具與工件之間並非是刀刃的單一接觸+91,還有刀具上附加的導向塊與(yǔ)工(gōng)件的接觸(chù)。
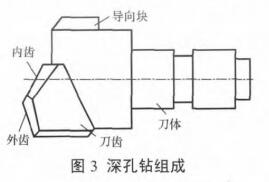
如 圖 3 所示。深孔鑽由切削刀體、刀齒和導向塊三大部分組成。刀體空心(xīn),切肩由(yóu)前端進入,通過鑽杆內腔排出,後端(duān)螺紋用於與鑽杆(gǎn)連接。刀齒上主切削刃分為兩條,分別為外刃和內刃。
以多刃內排肩深孔鈷為例,副(fù)刀刃(rèn)與兩個導向塊在同一(yī)圓周上,三點定圓自行導向,分析其受力,簡化後的力學(xué)模型如圖4 所示。( 1 ) 切削力F 。深孔(kǒng)刀具所受的切削力可 分解(jiě)為相互垂直(zhí)的(de)切向力(lì)F ,,、徑 向 力(lì) F ,.,和軸向力徑向力將直接導致刀具彎曲(qǔ)變形(xíng) ,軸向力增加刀具磨損(sǔn),而切削刃上的切向力主要產生扭矩。加工過程中,總希望在保證加工質量(liàng)和效率的前提(tí)下,盡量降低軸向力和扭矩(jǔ),通常刀具的使用壽命與軸向力和扭矩直接掛鉤 ,過大的軸向力使得鑽頭更容易崩斷,扭矩(jǔ)過大也會加速刀具的磨損、折斷,直至報廢[1°]。
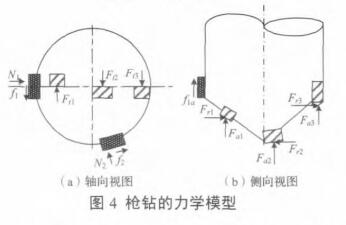
( 2 ) 摩(mó)擦力F/ 。導向塊相對孔壁(bì)轉動時產生(shēng)摩擦力(lì)/ 和 /2 ; 導(dǎo)向(xiàng)塊沿軸(zhóu)向移動時與孔壁之間的軸向摩擦力為/ lu和7L ;
( 3 ) 擠 壓 力 擠 壓 力 是 由 於 孔 壁 的 彈 性(xìng)變形引起的,導向塊與孔壁之間的擠壓力為M和 ^ 2 。根據力係平衡原理,可知:

式中: 為豎(shù)直方向切削力合力;F ,.為徑向切削力合力;F , 為(wéi)周向切削力合力。假設隻考(kǎo)慮庫倫摩擦係數,則導向塊上軸(zhóu)向摩擦力與周(zhōu)向摩擦力相等。通過實驗可以直
接(jiē)在深(shēn)孔加工時測得扭矩M ,和 F a。
對於給定的鑽頭,其公稱直徑為以及導(dǎo)向塊的位置(zhì)角都是確定的,加之切削力經驗軸向力(lì)為主切削力的一半,綜合上(shàng)式可以計算(suàn)得到各切削力分量和導向塊上所受的力。
3 、槍鑽的鑽削(xuē)仿真
內排肩深孔鑽削是在封閉或半封閉的狀況下(xià)進(jìn)行,切削熱不易傳散,排肩困難,工藝係統剛性差。當鑽削中產生冷卻液進不到(dào)切削區(qū),造成冷卻潤滑不良時,會使刀具溫度(dù)急劇上升,加速刀具磨損;隨著(zhe)鑽孔的(de)深度(dù)增加,刀具(jù)懸伸量增大,鑽削時的工(gōng)藝係統剛(gāng)性(xìng)也隨(suí)之降低。所有這些,對內排屑深孔鑽削工(gōng)藝過(guò)程提出了一些特別的要求,本文通過對實(shí)際加工工(gōng)況的再現模擬,預測了切(qiē)削過程產生的熱量和切削力,為優化深孔加工工藝提供依據。3 . 1 鑽削參數及(jí)材料屬性的定義(yì)D efo rm 是一套基於有限元的工藝仿真係統 ,用於分析金屬成形工藝。通過在計算機上模擬整個加工過程,幫助工程師和設計人員提前預測各種工況下的不利(lì)因素,有效改進加工過程nM 2]。本(běn)文通過三維造型(xíng)軟件(jiàn)Pm /E 繪製仿真刀具模(mó)型(xíng),將模型保存為.STL格式導(dǎo)入到Defo rm -3 D 中。設置的切削參數(shù)和(hé)切削條件如表 1 所示。
( 1 ) 工(gōng)作條件(jiàn)的(de)設定(dìng):選擇機械加工類型為鑽削,單位標準S I ,輸入切削(xuē)速度、進給量,環境溫度為20t :,工件接觸麵(miàn)摩擦因子為0.6,傳熱係數為45 W/m2.〇C ,熱 融 為 15 N/mm2/X 。
( 2 ) 刀具和工件的設定:刀具為剛性,材料 為 4 5 鋼 ,工件塑性(xìng),材料為W C 硬質合金。
( 3 ) 設置對象間關係:D e fo rm 的主仆關係是以剛體為主件,塑(sù)性體為仆件,所以刀具為主動(dòng),工件為從動。
表 1 工件和刀具的主要參數

為了對比不(bú)同工藝參數對切削過程溫度、應力 、應變的(de)變化影響,在 如 表 2 所示(shì)的不同鑽削參(cān)數下進行模擬仿真,觀察結果。
表 2 槍(qiāng)鑽鑽削參數
3 . 2 鑽削仿真模擬與結果分(fèn)析
( 1 ) 溫度
金屬切削時消耗的(de)能量大部分轉換為熱能。這些熱量使得切削區溫度升高.直接(jiē)影(yǐng)響刀具的磨損、工件的(de)加工精度和表麵質量。金屬在高速(sù)切削下,劇烈的摩擦和斷裂(liè)使得局部區域的溫(wēn)度在短(duǎn)時間內(nèi)就上升到很高的溫度。槍鑽加工中,熱量主要來自於金屬切肩的變形、鑽頭支撐墊與工件孔墊的摩擦(cā)以及切肩在刀具前傾麵的摩擦[13],這些熱量都需要切(qiē)削(xuē)液(yè)進行冷卻。通過模擬鑽孔過程,獲得在不同轉速及進(jìn)給量下工件接觸(chù)區域的溫度變化,這些數據為深孔加工時的優化冷卻係統提(tí)供設計依據。由 於 D e f o r m 模擬鑽削過程,對汁算機的性能要求較高,模擬完整的孔加工(gōng)的過程需要(yào)較長的時間。通過設置鑽削仿真的步長,控製模擬的深(shēn)度以達到穩態(tài)加工。
仿(fǎng)真條件設定•.仿真步數設:定為1000步 ,仿真的間隔步(bù)數(shù)設定為5 0 , 每 隔 5 0 步數據自動保存一次;Deform-3D 采用自適應網格劃分技術,工(gōng)件(jiàn)為塑性體,劃分網格用於計算切削力,采用絕對(duì)單元類型如圖5 所示,仿真結(jié)果如(rú) 表 3 所示。

圖 5 深孔鑽的有(yǒu)限元模型(xíng)及鑽削過程(chéng)
表 3 切(qiē)削速度與溫度隨步數(shù)的數據采集

對 表 3 的數據進行分析處(chù)理,獲得三種工況下(xià)工件(jiàn)切削區域(yù)溫度隨步數(shù)的變化曲線如圖6 所示。
圖 6 可(kě)以(yǐ)看出鑽削速度對工件(jiàn)接觸區域(yù)溫(wēn)度有較大的影(yǐng)響。鑽孔開始階(jiē)段,鑽頭和工件開始接觸,進給量大(dà),刀具衝擊工件(jiàn)劇烈作用致使開始的溫度變化很大且迅速上升。隨著鑽削趨於穩定,曲線總體變的平(píng)緩但仍有波動,這對深孔加工而言是正常的。因為鑽(zuàn)頭直徑較(jiào)小 .而 進 給 量 大 ,振(zhèn)動會持(chí)續存在。
從 圖 6 還可知,鑽削速度對溫度有較大影響。隨著速度增加.鑽削溫度越來越高。從有限元模型結(jié)果看,不(bú)同(tóng)鑽削速度下產生的最高(gāo)溫度(dù)發生(shēng)在鑽尖附近的局部變形區域內,因為這(zhè)裏是塑性變形和刀肩摩擦比較集中的地方。
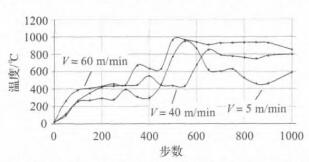
圖 6 接觸(chù)區域溫度隨切削速度的變化曲線(xiàn)
( 2 ) 等效應力分布(bù)
von M is e s應力是基於剪切應變能(néng)的(de)一種等(děng)效(xiào)應力,是一種(zhǒng)屈服準則(zé)。引入等效應力後(hòu),不管單元體受力狀態(tài)如何複(fù)雜,均可想象為承受數值上一個單向拉伸時的應力。而分析得到的(de)等效(xiào)應力和等效應變的對應關係(xì)則反映了工件材料由塑(sù)性變形引起的加工硬化通過有限元分析.得出了槍鑽在不同(tóng)鑽削速度下的等效應力(lì)變化的情況,仿真間隔步數(shù)為5 0 , 每(měi) 隔(gé) 50步數據自動(dòng)保存結果,如 表 4 所示。
表 4 切(qiē)削速度與(yǔ)等效力隨(suí)步數的數(shù)據采集
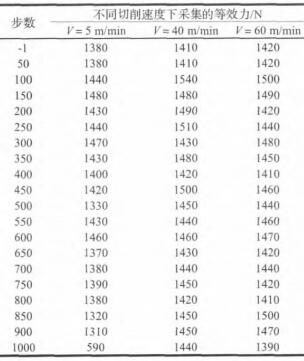
分析等效應力和步(bù)數之間的關係如圖7 所示(shì) ,可以看出,不(bú)同(tóng)主軸轉速(sù)對於工件(jiàn)加(jiā)工過程(chéng)中所受等效(xiào)應力沒有太大的影響,在一定範圍內波動,但三種加工情況下(xià)的最大等效應力變化(huà)趨勢(shì)非常相近。
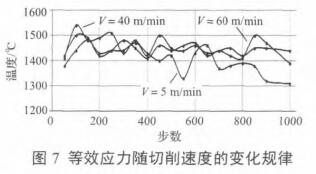
鑽削等效(xiào)應力圖7 中曲線表明了(le),鑽削初始階段應力較大。隨著鑽削深入(rù)趨於穩定,曲(qǔ)線總體下(xià)降並變得平緩。同(tóng)時通(tōng)過應力應變分析 ,槍鑽(zuàn)所受的最大等效應力為1550 M Pa,整體的(de)最(zuì)大位移(yí)為0.0823 m m。
4 、結論
利 用 D e fo rm 軟件有效模擬了深孔(kǒng)切(qiē)削(xuē)過程 ,分析了切削加工(gōng)中的溫度變化及(jí)應力變化,獲得(dé)了切削溫度與切削速度之(zhī)間的變化曲線,為研究(jiū)深孔加工的切削機理(lǐ)以及在(zài)實際(jì)加工時 .切 削 參 數 的 選(xuǎn) 取 、冷卻係統的設計都提供了(le)一定(dìng)的依據。
如果您有機床行(háng)業、企業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作(zuò),歡(huān)迎(yíng)聯係(xì)本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產(chǎn)量數據
- 2024年(nián)11月 軸(zhóu)承出口情況(kuàng)
- 2024年11月 基本型(xíng)乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據