
電火花線切割加工技術(簡稱線切割)是在電火花(huā)加(jiā)工基礎上發展起來的,靠電極絲與工件間(jiān)的(de)火花放電對工件進行切割。線切(qiē)割機床是以一根沿(yán)本身軸線移動的細金屬絲作為工具電(diàn)極, 沿著給定的軌跡加工出相應幾何(hé)圖形的工件。線切割機床按走絲速度可分為快走絲(sī)、中走絲和慢走絲(sī)三種[1]。快走絲線切割機床的走絲(sī)速(sù)度一般為8~10 m/s, 可(kě)雙向往返(fǎn)循環地運行, 加(jiā)工效率高。低走絲線切割機床的走(zǒu)絲速度一般低於0.2 m/s, 電極絲(sī)作單向運動,且電極絲(sī)放電後不再使用, 加(jiā)工精度(dù)高。結合快走絲和慢走絲機(jī)床的優缺點, 我國獨創出中走絲線切割機,其原理為對(duì)工件作多次反複的切割,開頭幾刀(dāo)用較快絲速、較強高(gāo)頻電流來切割,最後一刀(dāo)則用較慢絲(sī)速、較弱(ruò)高頻電流修光。這樣可實現高質量和高生產率(lǜ)的有效結合。本文(wén)以DK7732 型(xíng)中走絲線切割機床為依托,闡述其(qí)原(yuán)理,並總(zǒng)結(jié)在使用過程中產生的(de)問題及(jí)解決措施。
1 加工原理
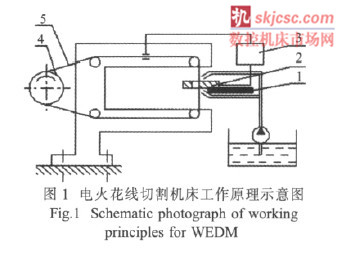
電火花線切割機床的工作原理如圖1 所示[2]。纏繞在運(yùn)絲筒4 上的電極絲5 沿運絲筒的回轉(zhuǎn)方向以特定的速度移動, 裝在機床工作台上的工件2 由工作台按預定控製軌跡相(xiàng)對於電極絲作成形運動(dòng),就可加工出所需(xū)形狀的工件。線切割機床常(cháng)采用鉬絲或硬性黃銅絲作為(wéi)電極(jí)絲, 我校所配線切割機床主要是采(cǎi)用直徑為0.2mm 的鉬絲。脈衝電源3 發出的高(gāo)頻脈衝電壓的一極接工件2, 另一極接電極絲5。在電(diàn)極絲與工件之間加有足夠的、具有一定絕緣性的工(gōng)作液。當電極絲與(yǔ)工件(jiàn)間的距離小到一定程度時(大約為(wéi)0.01mm),其間(jiān)的介質被電(diàn)離擊穿出現脈衝放電,產生瞬時高溫(wēn)(可(kě)高達(dá)10000℃左右(yòu)),使工件表麵的金(jīn)屬局部熔化,乃至氣化,把熔化金屬材料拋出或被液體介質衝走,從而(ér)切割(gē)成形。
2 加工中常見問(wèn)題及解決措施
2.1 斷絲
在加工過(guò)程中經常會出(chū)現斷絲現象, 既降低產品質量又影響生(shēng)產效(xiào)率。造成斷(duàn)絲的因素很(hěn)多,如傳動(dòng)機構、電極絲及裝絲工藝、電參數、機械故障、工件材質(zhì)及其裝夾和加(jiā)工(gōng)路線、工作液等[3]。下麵就電極絲、裝絲工藝、電參數選擇、工(gōng)件、工作液等影響斷絲的重要因素進行分析。
(1) 電極(jí)絲質量(liàng)差或損耗造成斷絲。為了(le)避免斷絲, 也為了保(bǎo)證加工質量(liàng), 應選擇質量好的電極絲,並(bìng)及時更換電極絲。
(2) 裝絲質量差(chà)引起(qǐ)斷絲。在實踐教學中發現有以下3 種情況會(huì)導致裝絲質量差: ①很多初(chū)學者在裝絲時對電極絲的(de)鬆緊度把握不當, 導致電極絲過(guò)緊或過鬆,出現斷絲;②電極絲打折或疊絲造成斷絲;③電極絲兩端所(suǒ)留餘量過小,換向時由轉動慣性導致斷絲。所以在上絲(sī)時一定要(yào)注意,最好在距上絲架左邊緣10mm 附近開始上絲, 並使用上絲輪緊絲(sī),調節左、右撞塊,使鉬絲兩端餘量2~3mm,使用一段時(shí)間後可將換向(xiàng)行程開(kāi)關向裏移動一點, 並保證絲筒換向時能及時切斷高頻電源。另外,很多初學者對(duì)線切(qiē)割機床結(jié)構及原理了解不夠, 隻是照搬書本(běn), 不知各部件具體用途, 在裝絲時出現割(gē)斷導電塊、絲不在導輪中、換向時撞塊調節不及時等現(xiàn)象(xiàng),均會導致斷絲(sī)。
(3) 電參數選擇不合(hé)理引起斷絲。初學者(zhě)缺乏電參數對工件厚度、加(jiā)工精度的影響這方麵的實(shí)踐經驗,盲目調節各項參數,容易斷絲。一般情況(kuàng)下(xià),加(jiā)工電流、脈衝寬度(dù)、變頻跟蹤調節(jiē)不(bú)當都是造成(chéng)斷絲的重要原因。因此,要(yào)兼顧加工速度、表麵粗糙度及穩定性,正確選擇脈衝電源加工參數,防止或減少斷絲故障。以加工大厚度工件為(wéi)例,電參數的選擇如下:加工電流控(kòng)製在2.5~3A,脈衝寬(kuān)度(dù)選64 μs,絲速為4 m/s,進給速度調至3~5 m/s,間隔比選6 μs,分組脈衝(chōng)和分組間隔比設置為0 即可(kě)。
(4) 工件(jiàn)的因素也會導致(zhì)斷絲。在實際操作過(guò)程中,有學生在線切割練習中對鋁件進(jìn)行加工,出現嚴重的斷絲現象。其實,這主要是學生對(duì)線切割原理(lǐ)及應用了解不夠。線切割時,放電間隙中會產生瞬時高溫,使部分工件材料發生氧化反應,並粘附在電極絲上。當切割鋼鐵、銅鈦(tài)等金屬材料(liào)時,其氧化物屬於導電性物質(zhì), 導(dǎo)電性良好, 能保證切割的正常進行。而加工鋁及鋁合(hé)金材料時, 其金屬(shǔ)氧化物是陶瓷性物質,導電性差,導致出現切不動工件、斷絲、加快導電塊的消耗等現象[4]。可見,采用線切割(gē)加工工件時必須對材質特點有所熟(shú)悉, 並合理選擇切割裝置。另外,易(yì)變形的工件或工件表麵有毛刺、銳邊等也會造成夾絲、短路現象,引起斷絲(sī)。因此,線(xiàn)切(qiē)割加工時,采用合理的裝夾方式避免工件出現裝夾變形、消除工件內應力減少工件的變形、加工前仔細清理工件等都是有必要(yào)的。
(5) 工(gōng)作液濃度(dù)不合理、衝刷不足、工作液不夠或堵塞(sāi)均(jun1)會造成斷絲。工作液在電火花線切割加工中除了對電極、工件起冷卻作用(yòng)外, 還具有衝刷切縫、排除電蝕(shí)物和潤滑工(gōng)件表麵及防鏽的作用。若工作液配製比(bǐ)例不合理將會(huì)引起放電異常影響加工。工作液工作時(shí), 如果衝擊力過(guò)大會使電極絲(sī)偏移,使放電不(bú)均勻;反之,如果衝擊力(lì)過小,工作液無法衝入切縫中, 電極絲無法正常(cháng)放電且無(wú)法排除電蝕(shí)物。因此,在(zài)使用過程(chéng)中要按要求的比(bǐ)例配(pèi)製工作液,並定期檢查,還可通過觀(guān)察切削液的(de)顏色,發現異常及時更換。
2.2 短(duǎn)路
在線切割加工中(zhōng)出現(xiàn)短路現象也是(shì)學生們碰到的一個(gè)棘手問題。短路就是(shì)電極絲與工件接觸而不放電切削的(de)現象。排屑(xiè)不良是引起短路的主要原因之(zhī)一(yī)[5]。導輪和導電塊上的電蝕物堆積嚴重,不能及時清理;工作液濃(nóng)度太高;加工參數選擇不當等都(dōu)可能導致排屑不暢。另外(wài),切割時(shí)產生大量不導電物質也可引起短路導致無法繼續加(jiā)工。若加工(gōng)中頻繁(fán)短路也會引起斷絲,影響加工質量。因此,製定加工工藝時(shí),需設置合理的放電(diàn)間(jiān)隙、運絲速度、電規準、進給速度、切削液流量等參數。若加工時出現短路現象,可使用設(shè)備短路回退的功能,將電極絲脫離短路狀態,停車及時清(qīng)洗出工件(jiàn)中的電蝕物(但注意電極(jí)絲走絲機(jī)構不(bú)能停,否(fǒu)則加工位置將會發生改變)。
2.3 工件(jiàn)質量差
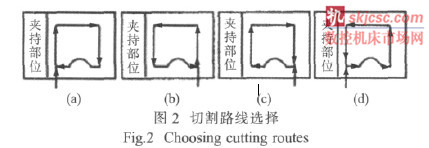
線切割製件質量的好壞直接關係著其能否在製造業中占有一(yī)席之地。零件質量的評價指(zhǐ)標除了表麵質量和加工精度, 還(hái)要考(kǎo)慮到加工速度和電極損耗情況。線切割產品的質量主(zhǔ)要受機械係統、工件、工作液、電極絲、電參數、工藝流程及操作人員水平等多方麵的(de)因素影響。以在線切割培訓中操作員加工中出現(xiàn)的情(qíng)況為(wéi)例, 很多學(xué)生不清楚切入點和切割路線對製件(jiàn)的影響,胡亂選擇,導致所加工產品質量差。切入點是電極絲開始切割成品零件的第一點,應盡可能選在切割表麵的拐角處, 如直線與(yǔ)直線的交點或直線與圓弧的交(jiāo)點或切點。如果沒有這些點,則選擇精度要(yào)求不高且便於鉗工修(xiū)整的位置切入[6-7]。切割路(lù)線應向遠離工件夾具的方向進(jìn)行,即(jí)先加工非固定邊,後加工固定邊,盡量保持(chí)材料對工件的支持剛度, 防(fáng)止因工件強度下降(jiàng)或材料內應力的釋放(fàng)而產生過量變形。由此可見,圖2 所示的(de)四種切割路線中,圖2(d)的切割路線最(zuì)為合理。
另外, 手工編(biān)程時尺寸(cùn)補償的設定也令廣大初學者頭疼。線切割加(jiā)工時受電極絲與火花放電間隙的影響, 導致切割(gē)後工件的實際(jì)尺寸與(yǔ)理論尺寸(cùn)不一致(zhì)。因此(cǐ)在編程時要根據工件的尺寸要求和電極絲(sī)的實際(jì)直(zhí)徑對工件理論尺寸進(jìn)行補償。尺寸補償包括(kuò)尺寸大小(電極絲實際半徑與放電間隙0.0lmm 之和)和方(fāng)向的補償[8]。在手工編(biān)程時,學生在確定尺(chǐ)寸的(de)補償值時一般不會出錯, 但在(zài)補償方向選擇上容易出錯,致使(shǐ)加工出(chū)來的工件尺寸超差。為解決此問題, 本人建議學生在生成軌跡時先選擇大(dà)補償值, 可根據(jù)工件形狀和切割路線的相對位置來確(què)定工件加工時的電極絲的補償(cháng)方向, 再重新生成加工軌跡。
3 結束語
線切割產品的質量主要受多方麵的因(yīn)素綜合影響,而因素之間又是相互聯係和製約的。為了達到最佳的線切(qiē)割效果,首先(xiān)要注意機床機械部分的保(bǎo)養、熟悉線切割加工原理和特點, 還要對工件(jiàn)材料性能有(yǒu)所(suǒ)了解,選(xuǎn)擇合(hé)理的加工參數(shù)和工(gōng)藝流程,優化各項性能指(zhǐ)標。
如果您有機床(chuáng)行業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作(zuò),歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








