
1 前言
以炭(tàn)/炭複合材料是一種高性能的複合材料,強度高、重量輕、熱膨脹係數小、熱導率高、高溫性(xìng)能穩(wěn)定、摩擦係數大(dà)、磨損性能好, 是一種優良的高溫結構材料。在航空、航天的熱構件和刹車材料中應用前景廣闊, 在地麵(miàn)交通工具( 如汽車、火車及機(jī)械製造、核(hé)能、體育用品等) 領域也開始有許多應用[1- 3]。
炭/炭複合(hé)材料內在結(jié)構和金屬完全不同, *不同場合(hé)使用的炭/炭材料也不同。機械加工方法有很大區別, 下麵以炭/炭複合材料飛機(jī)機輪刹(shā)車盤為例(lì), 討論炭/炭複合材料磨(mó)削加工工藝。
2 炭(tàn)/炭複(fù)合材(cái)料刹車盤材料特性和表麵質量要
2.1 炭/炭複合(hé)材料(liào)結構(gòu)和特性(xìng)
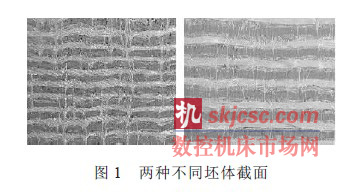
炭/炭複合材(cái)料(liào)毛坯是用炭纖維(wéi)無緯(wěi)布和炭纖維網胎層鋪設(shè)後針(zhēn)刺形成的氈體。通過反複多次的化學氣相沉積( 簡稱CVD) 、石(shí)墨化(huà)、浸(jìn)漬等增密工藝和性(xìng)能處理工(gōng)藝, 使氈體的(de)密度和(hé)性能達到使用要求。材料的(de)截麵結構如圖1所示, 從圖1 可看(kàn)出, 不同的毛坯基(jī)體所形(xíng)成最終產品(pǐn)截麵結構形狀是有區別的。但使用性能基本相同, 都要達到產品所需的特性(xìng)要求才能(néng)出廠。如摩擦材料, 不管用什麽樣形式(shì)毛坯基體, 采用什麽樣的增密工藝, 最後材料的特性(xìng)要滿足產品使用要求。以炭/炭複合材料機輪刹車盤為例, 材(cái)料的密度、導熱性、抗(kàng)剪、抗(kàng)彎(wān)、抗壓強度, 動摩擦係數與靜(jìng)摩(mó)擦係數等參數(shù)都要達到規定的範圍[4- 7]。
2.2 炭/炭複合材料機(jī)輪刹車盤(pán)表麵質量要求
新裝機的炭(tàn)/炭複合(hé)材料飛機(jī)刹車盤的摩擦磨損主要以粘(zhān)著和機械摩擦為主, 能否迅速在表麵形成摩擦膜, 是能不能迅速完全磨合的關鍵。表麵形成(chéng)摩擦膜, 使兩固體表麵接近, 靠表麵力和相互作用, 改變其微觀幾何形貌和物理、機械性能, 兩表麵相對滑(huá)動時, 使界麵上(shàng)建(jiàn)立粘著摩擦磨損— 氧化磨(mó)損的動態能量平衡狀態。表麵(miàn)形成足夠的磨粒是形成摩擦膜的先決(jué)條件。磨削加工是炭/炭(tàn)複(fù)合材(cái)料機輪刹車(chē)盤的最終機(jī)加工。為此, 對炭/炭(tàn)刹車盤(pán)的磨削加(jiā)工(gōng)質量提出了一(yī)定要求, 為保證刹車盤表麵均勻接觸, 兩端麵要有較高(gāo)平麵(miàn)度、平行度和合適的表麵粗糙度, 以促使(shǐ)刹車盤摩擦麵迅(xùn)速形成摩(mó)擦膜, 使刹車盤盡快完(wán)成磨合過程[8]。
3 磨削方案(àn)的確定
3.1 磨削設備的選用
炭/炭(tàn)複合材料(liào)機輪刹車盤外徑在(zài)300 ~520mm 範圍內, 個別品種外徑達到550 mm, 這樣大的平麵(miàn)外形尺寸, 用一般的平麵磨床很難一次磨(mó)削完整個(gè)平麵, 需選用特(tè)大的平麵磨床,設備(bèi)投資大。通過比較(jiào)采用立軸圓(yuán)台平麵磨床,這種磨(mó)床電(diàn)磁工作台尺寸!750 mm, 磨削工件高度300 mm, 升降(jiàng)最大行程(chéng)330 mm; 磁盤工作台的磁力是80 N/cm2; 頻率為50 Hz, 轉速為13 ~20 r /min; 60 Hz, 16 ~24 r /min, 工作台移動速度4 ~4.8 m/min。
3.2 砂(shā)輪的選用
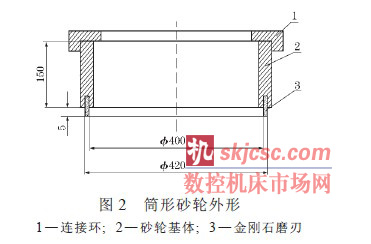
砂(shā)輪的結構如圖(tú)2 所示, 為筒形(xíng)金屬件鑲嵌(qiàn)金剛石磨削層組合砂輪, 直徑450 mm, 高度(dù)150 mm, 磨削層(céng)截麵10 mm ×3 mm, 磨削層的磨料(liào)為人造金剛石。其特性(xìng)適合高硬度無(wú)機非(fēi)金屬材料的磨削加工, 由於金剛石的高硬(yìng)度,磨(mó)削(xuē)性能比較優越。主要(yào)優點是: 磨削力小、加工工件的表麵質量好、無工件(jiàn)燒傷現象、使(shǐ)用壽命長, 適用(yòng)於較高的磨削線速度, 但不能過度加壓, 過度加壓會損壞金剛石磨削層。注意: 磨削炭/炭(tàn)複合材料不能用Al2O3 基陶(táo)瓷作磨削材料, 因Al2O3 基(jī)材料在高溫易與炭發生反應, 生成炭素氧化物, 磨削時由於(yú)磨削線速度大, 磨頭與工件接觸部分溫度比較高, 如用Al2O3 基的陶瓷磨削料, 容易與炭/炭(tàn)盤的表麵發生氧化反應, 影響表麵質量。
3.3 工件固定方法
炭/炭複合材料(liào)是非磁性材(cái)料, 磨削時(shí)不能象磁性材料一樣直接固定在(zài)磁盤工作台上, 磁盤工作台對(duì)非磁性材料炭/炭盤沒有吸(xī)力作用。如用機械卡盤(pán)定位來固定炭/炭(tàn)盤, 一是結構複雜, 各種(zhǒng)機輪刹車盤外形尺寸差別大, 需作多種規格的定位(wèi)卡盤, 安裝很費時間。定位卡盤搬上搬下非常不方便, 很容易(yì)碰壞工作(zuò)台麵;二是(shì)通過定位卡盤來定位(wèi), 炭/炭盤的定位精度又多了一個環節, 卡盤的加工精度要求高, 加工難度也大, 多一個定位環節對定位精度(dù)也(yě)有一定的影響, 這種用(yòng)卡盤定位的方法(fǎ)使用起來問題(tí)較多。通過幾種方案的比較(jiào)和試驗, 采用(yòng)了炭/炭盤外沿定位的方法, 如圖3 所示。
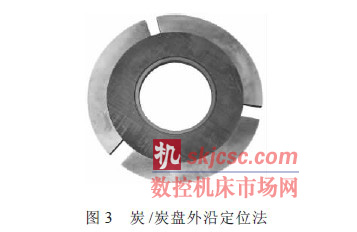
炭(tàn)/炭盤外沿定位是先將磨(mó)床電磁工(gōng)作台清理幹淨, 炭/炭盤平(píng)放在工作台(tái)合適位置(zhì), 工件周圍均分三塊(kuài)定位條緊靠(kào)著工件邊緣, 調節調磁(cí)按鈕, 將(jiāng)工作台的吸力調到一定(dìng)值, 使定位條有(yǒu)一定的吸力, 然後用外力推動, 使三塊定位條對炭/炭盤有一(yī)定的夾緊力, 再把工作台磁力調至最大, 固定定位條位置, 使(shǐ)待(dài)磨炭/炭盤與定位條緊夾在一起, 以防磨削時鬆動。
3.4 電磁工作台對定位條的吸力
以外徑!1 = 450 mm, 內徑!2 = 250 mm 的(de)工件為例, 設計(jì)定位條(tiáo)的結構, 定位條的外徑!4 = 550 mm, 內徑!3 = 450.5 mm, 定位條的內徑!3 比工件外徑!1 大0.5 mm, 主要是使工件更加的貼緊定位條, 因工件外徑有一定公差值。受(shòu)力狀態見(jiàn)圖4。
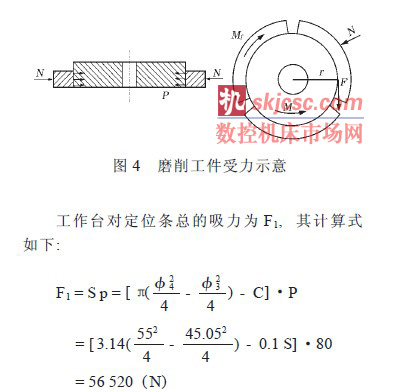
式中S 為定位條受力麵積; P 為工作(zuò)台單位麵積的(de)吸力= 80 N/cm2; C 為定位條缺(quē)口部分, 占定位條受力麵積的10%。
3.5 每根定位條與電(diàn)磁工作台之間的摩擦力F2F2 的計算(suàn)式如(rú)下:
F2 = 1 /3F1u1 = 1 /3 ×56 520 ×0.15 = 2 826 (N)
式中u1 為定位條與電磁工作(zuò)台的靜(jìng)摩擦係(xì)數,取u1 = 0.15。
3.6 定位條對工件中心(xīn)的最大力矩(jǔ)Mf
Mf 的計算式如下:
Mf = 3F3·L = 3Nu2·L = 3 ×300 ×0.2 ×22.5= 4 050(N·cm)
式中F3 為定位條與工件之間的摩擦力; N 為定(dìng)位條與工件的壓緊力, 根據實際測定取300 N; u2 為(wéi)炭(tàn)/炭複合(hé)材料與定(dìng)位條之間(jiān)的靜摩擦係數, 取u2 = 0.2; L 為工件回轉半徑。
如圖4 所示, 三根定位條(tiáo)在正壓力N 的作用下緊靠著炭/炭盤。定位(wèi)條通過正壓力N 與工件結合麵間產生摩擦力, 從而對工件產生一個與切削力矩相反的摩擦力矩(jǔ), 使(shǐ)磨削過程中固定工件不能轉動。電磁工作台與定位條的摩擦力, 平衡切削力(lì)在(zài)平麵X、Y 方(fāng)向的分力(lì), 在磨削加工(gōng)中定位的力矩要大於磨削產生的力矩,每條定位條與電磁工作台摩擦力要大於磨削產生的切削力, 工件才能固定不動。炭/炭(tàn)複合材料經高溫石墨化處理後硬度是比較低, 增密過程生成結構炭都是脆性材料, 磨削力不大, 通過試驗(yàn), 電磁工(gōng)作台的吸力從80 N/cm2 降到50N/cm2, 使用上述定位條在磨削時能固定工件不動。為安全起見, 磨削加工時還是要(yào)把電磁力調(diào)到最大值(zhí)。
4 磨削產品表麵質量評價
炭/炭複合材(cái)料機輪刹車盤用周邊固定法磨削, 在保證磨床(chuáng)本身精度的情況(kuàng)下(xià), 磨削產品質量主要決定三個因素。
( 1) 電磁(cí)工作台表麵質量, 因工件直接擺放在(zài)工作台(tái)麵上, 工作台如(rú)果有歪斜的(de)情況,工件也隨之歪斜, 所以工作台麵的水平度和平麵(miàn)度要定期檢查, 發現缺陷(xiàn)及時修複, 保證工(gōng)作台麵處在要求的精度範圍內。
( 2) 定(dìng)位條加工精度要(yào)求工件(jiàn)能緊(jǐn)貼(tiē)在工作台麵上, 定位條與工(gōng)件也要貼(tiē)合較好要(yào)有足夠的寬度, 保證足夠的固定力, 才能防止工件在磨削時產生移動和轉動。
( 3) 磨削(xuē)用砂輪處於完好狀態, 砂輪表麵如有凸出明顯(xiǎn)顆粒就容易劃傷工件表麵, 粗(cū)糙度就很難(nán)達到要(yào)求。
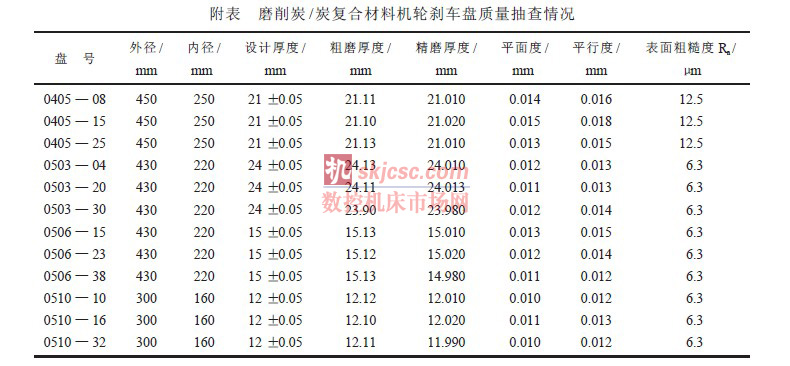
幾種機型, 不同批次炭/炭盤磨削加工表麵參(cān)數抽樣檢查結果見附表(biǎo)。這幾批炭/炭盤設(shè)計表麵要求: 厚度(dù)公差在±0.05 mm 以內, 兩端麵平行度、平(píng)麵度(dù)公差值要少於0.05 mm, 表麵粗糙度在12.5 μm 以下, 炭/炭複合材料是多孔材料, 密度相對金屬也比(bǐ)較低, 根(gēn)據(jù)使用要求,炭/炭盤兩端麵的粗糙度Ra 在1.25 ~12.5 μm 之間(jiān)較為合適[8]。由附表可見, 抽樣的產(chǎn)品全部滿足設計(jì)要求。
5 結語
炭/炭(tàn)複合材(cái)料在我國開始(shǐ)應(yīng)用在航空、航天及其它多項領域, 不但(dàn)對(duì)該材料的製備技術(shù)要加強研究, 對該材(cái)料的(de)機加工技術也是一個新的課題, 這幾年筆者們成(chéng)功地生產了多批次(cì)航空(kōng)刹車材料(liào), 但對於炭/炭複合材料的機加工技術, 還有待於進一步探索。特別是如何優化加工(gōng)方法, 正確使用刀具, 節(jiē)約成本等(děng)方麵還要進一步做工作(zuò)。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com






馬")

