
1 引言
加工(gōng)中心是指備有刀庫,具有自動換刀(dāo)功能,對(duì)工件一次裝夾後(hòu)可以進(jìn)行多(duō)道工序(xù)加工的數控機床。數控銑床通過改造加上(shàng)自動換刀係統就可以得到一(yī)台全功能的加工中心。加工中心能大大減少了(le)工(gōng)件裝夾時間、測量和機床調(diào)整等輔助工序(xù)時間(jiān),同時減少(shǎo)了多次安裝造成的定位誤差,提高加工精(jīng)度(dù),能實(shí)現高精高效的加工[1]。

1.X-Y 精密數控(kòng)工作台2.立柱3.拉(lā)刀裝置4.電主軸(zhóu)5.控製箱6.限位(wèi)傳感器7.橫梁8.直流電機9.刀庫旋轉裝置10.刀柄11.盤式刀庫隨(suí)著我(wǒ)國工業的不斷發展,模具製造業、機械加工業得到了大力發展,加工中心以其高自動化程度得到廣泛應用。然而,目前市場上生產(chǎn)和銷售的都是以大、中型的加工中心為主,小型加工中(zhōng)心幾乎是空白,而機械加工業(yè)、小型模具的製(zhì)造、工科院校、技工學校等對小型加(jiā)工中心存在著大量的需(xū)求[2]。為了填補市場的(de)空(kōng)白,本台自主研發製作的微型立式加工中心應運而生。加(jiā)工中心工作台采(cǎi)用(yòng)X-Y 雙向精密數控工作台;可以進行X、Y、Z 三個方向的進(jìn)給;配裝(zhuāng)自動(dòng)換刀係統,可(kě)以完成銑、鑽、擴、鉸(jiǎo)、锪、攻絲等多種加工工序,體積小、結構緊湊,不但可滿足本科實驗(yàn)教學的需要,還能進行小型板類、盤類、叉架類(lèi)和箱體類等複雜零件的多品種中小批量加工。整體結(jié)構,如圖1 所示。加(jiā)工中心的(de)關鍵技術在於自動換刀係統裝(zhuāng)置。針對(duì)自主研發製作的微(wēi)型立式加工中心進行(háng)闡述自動換刀(dāo)控製係統的設計。
2 自動換刀裝置結構原理
加工中心自動換刀裝置有兩種形(xíng)式:有機械手換刀(dāo)和無機械(xiè)手換刀。有(yǒu)機械手(shǒu)換刀(dāo)方式是當主軸位於換刀點位(wèi)置時(shí)首先利用機械手把主軸上的(de)舊刀取下來(lái)再把刀庫上的刀具送到主軸上,最後把(bǎ)已用過的刀具返送到刀庫上。換刀(dāo)時間短,但其機械結構比較複雜。而無機械手換刀是直接在刀庫與主軸(zhóu)(或刀架)之間的相對運動來實現換刀(dāo)的自動換刀方式,結(jié)構簡單(dān)。由(yóu)於小型加工中心體積小(xiǎo),相對於有機械手(shǒu)換刀方式來說,無機械手換刀方式更適合於小(xiǎo)型加工中(zhōng)心[3]。
加工中心自動換刀係統采用無機械手固(gù)定換刀方式(shì),即每次換刀(dāo)的過程,刀套號與刀具號始終一一對應(yīng),如N號刀套中始終是N號刀。利用刀庫和主(zhǔ)軸的相對運動實現刀具的更換。其中刀盤的旋轉是由直流電(diàn)機驅動馬氏機構帶動刀盤轉動,這種結構能準確控製轉角、工作可靠、機械效率高;以用光電開關來實現刀盤轉動的圈數計數(shù);刀庫的進退由步進電機帶動絲杠驅動,為(wéi)了工作可靠,采用機械開關作(zuò)為前(qián)後極限(xiàn)的限位開關。主軸的拉刀裝置采用電磁鐵作為力(lì)源,通過杠杆的擴力實現主軸抓刀和鬆刀(dāo)。
3 自動換刀過程介(jiè)紹
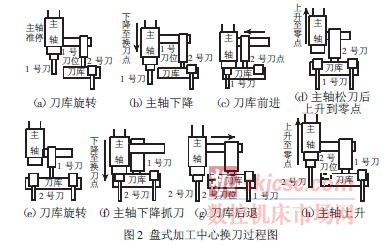
下麵以主軸上的1 號刀而需換成2 號刀為例來闡述自動換(huàn)刀(dāo)係統的工作(zuò)過程。該換刀過程在(zài)G 代碼中可通過M 指令實(shí)現,具體指令序列為M06T02。如圖(tú)2 所示,為本換刀裝置的換刀過程圖。換刀過(guò)程經過了如下8 個步驟:(1)係統接到換刀指令時,主軸準停,將刀盤旋轉至1 號刀所在(zài)的位置。運動過程示(shì)意圖(tú),如圖2(a)所示。(2)Z 軸運行至換刀點位置,由光電開關來實現準停,如(rú)圖2(b)所示。(3)刀盤慢速前進至(zhì)換刀位置,使在(zài)主軸(zhóu)上的1 號刀進入(rù)刀(dāo)庫的1 號刀座(zuò),如圖2(c)所示(shì)。(4)主軸上用於抓刀的電磁鐵(tiě)得電,主軸鬆刀。主軸上升至零點位置,如圖2(d)所示。(5)刀盤旋轉,將2 號(hào)刀旋轉至(zhì)刀庫的當前位置,如圖2(e)所(suǒ)示。(6)主(zhǔ)軸下降(jiàng)至換刀點位(wèi)置,將2 號刀裝入主軸,電磁鐵失(shī)電,主軸抓刀。如圖2(f)所示。(7)刀庫後退至初始位置。如圖2(g)所示(shì)。(8)主軸上升至(zhì)原點位(wèi)置(zhì),完成(chéng)整個換(huàn)刀過程。如圖2(h)所示。
4 自動換刀控製係統設計
4.1 總體設計
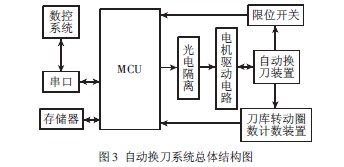
微型(xíng)加工中(zhōng)心采(cǎi)用(yòng)了獨立的自動(dòng)換刀控製器(qì)來單獨完成換刀功能,它是一個與數控係統相(xiàng)對獨立(lì)的(de)子功能模塊。在這(zhè)裏(lǐ),我們采(cǎi)用了51 單(dān)片機作為換刀子係統(tǒng)的主控器。數控係統在進行G 代碼解(jiě)釋時遇(yù)到換刀指(zhǐ)令時,通過串口向自動換刀(dāo)子係統發送換刀(dāo)命令並(bìng)處於等待狀態。自動換刀控製器根據接收到的命令(lìng)參(cān)數(shù)執(zhí)行換刀任務。由於Z 軸為數控係統和換刀子係統所(suǒ)共用,需要根據所(suǒ)處(chù)狀態來決定Z 軸電機驅(qū)動器的控製權(quán),為此設置了信號超越電路,在換刀狀態時,由自動換刀係統控製Z 軸電機。而當換刀任務執(zhí)行完時,將Z 軸控製權返(fǎn)回(huí)數控係(xì)統同時通過串口(kǒu)向(xiàng)數控係統發送換刀完成信號(hào)並等待下次換刀命令的到來;數控係統收(shōu)到換刀完(wán)成信號後繼續執行後麵的數控加(jiā)工代碼進行加工。自動換刀係統總體結構圖,如圖3 所示。
4.2 硬件設計
4.2.1 信號接(jiē)收電(diàn)路設計
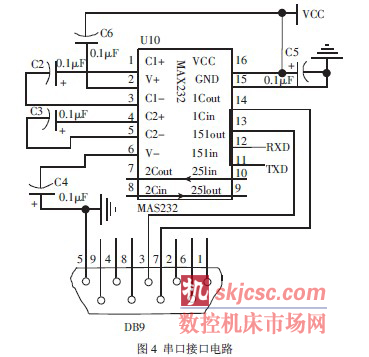
自動換刀係統和數(shù)控係統之間(jiān)是通過串口傳送和接(jiē)收控製命令的,因此串口(kǒu)通訊的設置十分重要。係統中采用MAX232 作為RS232 電平和TTL 電平的轉換,電路原理圖,如圖4 所示。
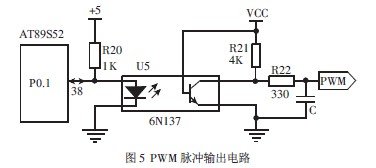
4.2.2 PWM 脈衝輸出電路設計
電路原理圖,如圖5 所示。為了對輸出的脈衝信號加以整頓,在此並聯(lián)一個電容C。
4.2.3 刀盤旋轉直流電機驅動電路
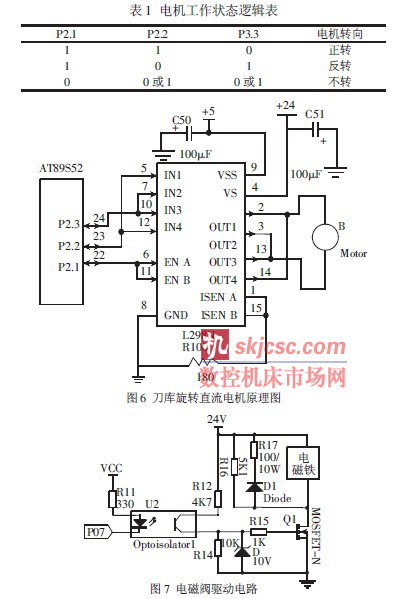
刀盤的旋轉是由直流電機驅動馬氏結構來實現的。刀盤上依次按順序標出(1~5)號刀的刀號,假如在換刀過程中,需要由1 號刀換為2 號(hào)刀,或者由1 號刀(dāo)換為(wéi)5 號刀,為了使刀(dāo)盤依最短的時間旋轉到目標刀位置,需要根據目標刀號與當前(qián)刀(dāo)號之間的最短路(lù)徑來(lái)決定直流電機的正反轉。電(diàn)機的驅動芯片采用ST 公司的雙極型H 橋驅動芯片L298N,L298N 內部包含兩個H 橋的高(gāo)電壓大電(diàn)流橋式驅動器,接收標準(zhǔn)TTL 邏輯電平信號,可以驅動46V、2A 以(yǐ)下的電機。電路圖(tú),如圖(tú)6 所示。電機工作的邏輯表,如表1 所示(shì)。
4.2.4 電(diàn)磁閥驅動電(diàn)路設計
自動換刀係統的拉刀裝置是利用電磁鐵的通斷來實現的。電磁閥的(de)工作電壓為24V 且(qiě)為感性負載,而單片機工作電壓為5V,采用TTL 電(diàn)平。因此必須通過功率放大才可驅動,同時(shí)為了避(bì)免電磁鐵開閉對控製電(diàn)路的信號幹擾,在這裏采用TLP521 光藕進行隔離,並完成電平(píng)轉換。係統中(zhōng)電磁鐵的通斷(duàn)控製采用(yòng)N溝道場效(xiào)應管作為開關元件,因為場效應管有很(hěn)大的工(gōng)作電流和導通電阻(zǔ),這樣便於降低功耗。但由於場效應管柵極的工作(zuò)電壓較高(gāo),為了保證(zhèng)場效應管的可靠導通,需要加入10V 左右的電壓。為此采用了24V 供電並將光隔串(chuàn)聯在柵極的供電回路中(zhōng),串接了4.7K 的限流電阻,並加入了10V 的穩(wěn)壓管防止場(chǎng)效應(yīng)管因柵極電壓過高而損壞。電路圖,如圖7 所示。
4.3 軟件設計
該係統是采用Keil 公司的uVision2 作為開發環境。它集編輯,編譯,仿真於一體,支持(chí)C51 及(jí)匯編編程。由於C 語言編程具有較好的通用性、可(kě)讀性(xìng)及可移植性,本控製係統采用C 語言作(zuò)為編程語言。
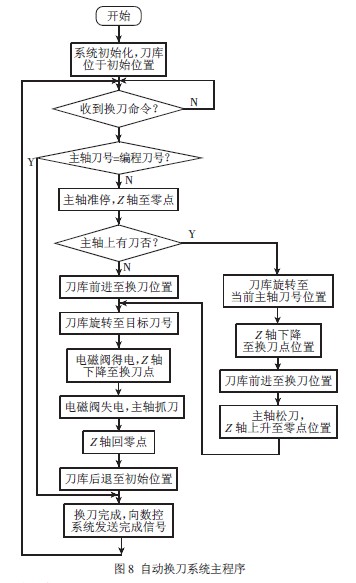
自動換刀係統的主程序,如圖8 所示(shì)。上電開(kāi)始,控製係統初始(shǐ)化,串口初始化,讓刀(dāo)庫位於初始點,當前刀位位(wèi)於某(mǒu)一號刀處。然後等待(dài)數控係統的換刀命令。當接收到換(huàn)刀命令時,主(zhǔ)軸馬(mǎ)上停止(zhǐ)工作(zuò),Z 軸上(shàng)升至原點並在超越電路(lù)的控(kòng)製下換為自動換刀係統來控製,經(jīng)比較當前刀號和編程刀號,若(ruò)當前刀號和編程刀號相同,則(zé)單片機(jī)直接向數(shù)控係統發送換刀完成任務;若不相同,則看主軸有(yǒu)沒有刀,假(jiǎ)如沒刀,則刀庫不用進行取刀過程,假如主軸有刀,則要先(xiān)取下舊刀再更(gèng)換新刀,然(rán)後刀(dāo)庫和Z 軸回到零點,Z 軸的控製權交與數控係統,單片機通(tōng)過串口向數控係統發送換刀完成信號並繼續等(děng)待下次(cì)換刀命令的到來,數控(kòng)係(xì)統繼續執行(háng)加工任務。其中,可變脈寬PWM 的輸出是利用單(dān)片機的定時器T0 控製PWM 的占空比,T1定時器控製脈寬的方式實(shí)現的。
5 小結
介紹(shào)的一種通(tōng)過單片(piàn)機來對微型加工中心盤式刀庫的自動換刀係統的(de)控製方案。主控器采用(yòng)單(dān)片(piàn)機,結構簡單,成本低廉。在IO 電路中(zhōng)采用光(guāng)隔,提高了主控器工作的穩定性。換刀係統通過RS232 和數控係(xì)統進行通信,降低了對數控係統的依賴性(xìng)。方案通過重複試驗證明了其穩定可靠性。為小型加工中心的發展和廣泛應用(yòng)打下(xià)了基礎。
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








