
隨著發動機(jī)日益向輕量化、結(jié)構簡單化、性能優質化(huà)方向發展,發動機(jī)曲軸製造技術和工藝發生了很大的變化。在當今市場產品嚴(yán)重同質化的情況下,為提高產(chǎn)品競爭力,近年來發(fā)動機曲軸(zhóu)加工采用了不少特(tè)種工藝,以增強企業的競爭優勢。
先進的曲軸加工生(shēng)產線一般都比較短,但效率高、產量(liàng)大,加(jiā)工出(chū)的曲軸質量好且很穩定。如美國底特律Ford發動機廠曲軸生產線隻有17道工序,占地麵積6967m2,但年產V8發動(dòng)機球鐵曲軸53.5萬件。其(qí)先(xiān)進技術主要體現在兩個方麵:一(yī)是大量采用(yòng)了CNC控製技術,形成柔性生產線;二是應用了(le)許多先進的高速、高效、柔性加工技術(shù),簡化了工(gōng)藝過程,提高了加工質量,同時也縮短了單件加工時間。另外,為適應(yīng)降低成本等需要,近年來發動機曲軸加工采用了很多特種工藝,相比之下,國內大(dà)多數生產線還(hái)存在較大差距(jù)。
先進加工技術及裝備(bèi)
1、鑽質(zhì)量中心孔技術
曲軸屬於細長類零件,加工(gōng)過程中主要定(dìng)位基準是兩端中心孔,按其加工位置可(kě)分為兩種:一種是利用雙V型塊或其它方式找出曲軸支承軸頸的幾何中心(xīn),在此中心上加工出的(de)中心孔(kǒng)稱為幾何中心孔;另一(yī)種是利用專門的質量定心機測(cè)出曲軸的質(zhì)量中心,在此中心(xīn)上加工出的中心孔(kǒng)稱為質量中心孔。由於毛坯的幾何形狀誤(wù)差和質量分布不勻等原因,一般兩者並(bìng)不重合。
國內生產線中(zhōng)多采用幾何中心孔,但是利用幾何中心(xīn)孔作定位中心進行車加工或磨加(jiā)工時,工件旋轉會產生離(lí)心力(lì),不僅影響加(jiā)工質量,降低定心元件的使用壽命,而且在加工(gōng)後剩餘的動不平衡量較大。基於這種原因,國外大都采用質量中心孔,利用專門設計的測試設備來測試質量中心,然後(hòu)加工出中心孔,並且可將銑兩端(duān)長度和加工質量中心孔合並為一道工序,采用CNC技術控製,加工效率很高。但需要注意的(de)是,若毛坯彎曲變形(xíng)嚴重或質量嚴重分(fèn)布不均勻,采用質量中心孔仍不(bú)能徹底(dǐ)解決(jué)上述問題。因此,筆者認(rèn)為曲(qǔ)軸的(de)質量中心孔和幾何(hé)中心孔應按毛坯質(zhì)量的好壞合理選用:如(rú)果毛坯質量好,加工餘量小且加工(gōng)餘量分布均勻,這時(shí)曲(qǔ)軸的質量中心孔與幾(jǐ)何中(zhōng)心孔會基本重合,不必花費較高的經費購置質量定心設備;如果毛坯質量較差,加工餘(yú)量大且加工餘量分布不均勻,則優先(xiān)選用(yòng)質(zhì)量中心(xīn)孔。
2、數控車-車拉(lā)技術
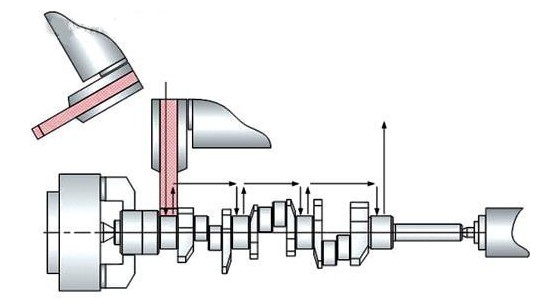
車拉技術在國外大量用於(yú)半精加工曲軸的主軸頸和連杆軸頸。其加工形式可(kě)分(fèn)為3種:直線車拉、內(nèi)環刀具旋轉車拉和外環刀具旋轉車拉。
圖(tú)1 雙刀盤車-車拉機床
3、數控高速外銑技術
對(duì)於(yú)平衡塊側麵需要加工的曲軸,CNC高速外銑技(jì)術比CNC車削、CNC內銑(xǐ)、車-車拉的(de)生產效率更高。以四拐曲軸為例,CNC車-車拉工藝(yì)加工連杆軸頸要二道工序,而CNC高速外銑隻要一道工(gōng)序即可完成(chéng)(應用工件回轉和銑刀進給伺服連動控製技術,可以一次裝夾不改變曲軸回轉(zhuǎn)中心隨動跟(gēn)蹤銑削曲軸的連杆軸頸)。
CNC高速外銑的優點(diǎn)包括:切削速度高(可高達350m/min)、切削和工序循環時間較短、切削力較(jiào)小、工件溫升較低、刀具壽命高(gāo)、換刀次數少、加工精(jīng)度更高且柔性更好(hǎo),因此CNC高速外銑將是曲軸主軸頸和連(lián)杆軸頸粗加工的發(fā)展方向。
4、CNC內銑技術
CNC內銑加工性能指標高於普通外銑加工,尤其對於鍛鋼曲軸,內銑(xǐ)更有利於斷屑,剛性特別好。數控內銑銑削工藝是目(mù)前國際上曲軸連杆頸粗加工先進(jìn)的加工方法之一(yī),尤其是大功率鍛鋼曲軸的加工,內銑工藝(yì)更是首選。
5、數控磨削技術
曲軸(zhóu)傳統的磨(mó)削(xuē)工藝均采用磨削線速度為35m/s的普通曲軸磨床,砂輪(lún)進給和修整為手動進給,軸徑和台肩的磨削餘量(liàng)大,砂輪耐用度低,需技術工人精工細作才能磨出(chū)精品。目前,曲軸(zhóu)磨削采用多種磨削方式來加工,圖2為曲軸CBN磨削。
圖2 曲軸CBN磨削(xuē)
曲軸(zhóu)磨削可采用的技術有單序加工和複合加工等(děng)工藝。采用單序(xù)加工方(fāng)式加工磨削效率很高,磨削後軸頸(jǐng)的(de)跳動量容易控製,砂(shā)輪(lún)一次修整完畢後能(néng)保證各軸頸尺寸的一致(zhì)性。缺點是柔性差,隻能加(jiā)工一(yī)個係列產品。加工曲軸前(qián)端和後端的有(yǒu)寬砂輪組合磨削等。例如,磨削四(sì)拐曲軸主軸頸采用的工藝有(yǒu)五砂輪磨削(如圖3),磨削四拐曲軸連杆頸采用的工藝有雙砂輪磨削(如圖4)。
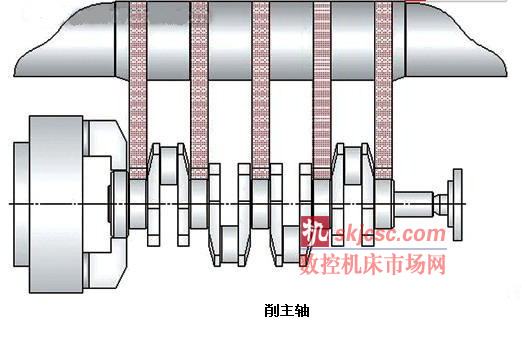
圖3 五砂輪磨削主軸
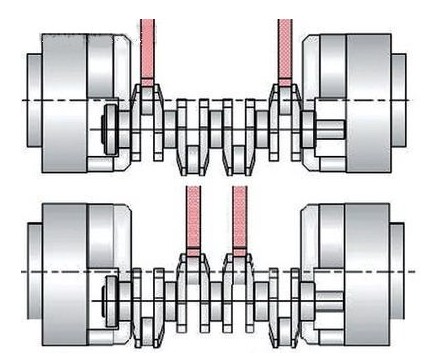
圖4 雙砂輪磨削連杆(gǎn)頸
複合加工是指一次裝夾磨(mó)削(xuē)所有主軸(zhóu)頸和連杆(gǎn)軸(zhóu)頸,磨削連杆軸(zhóu)頸(jǐng)采用先進的擺動跟蹤磨削技(jì)術(shù),這種磨削方式最大的優點是柔性化好。複合加工(gōng)有兩(liǎng)種可(kě)以采(cǎi)用的工藝:順序磨削主軸軸頸及連(lián)杆軸頸(如圖5)和同步磨削主軸軸頸及/或連(lián)杆軸頸(如圖6)。
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作(zuò),歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








