
電火花線(xiàn)切割(gē)加工是依靠火花放電產生(shēng)熱來去除(chú)金屬的一種切(qiē)削加工方法。線切割加工的主要工藝指標的有切割(gē)速度、加工精度、表麵粗糙度等。下麵主要針對非電參數中電極絲及其(qí)材料對加工工(gōng)藝的影(yǐng)響進行分析。
1 電極絲的選擇
目前數(shù)控電火花線切割機床加工使用的電極絲材料有(yǒu)鉬絲、鎢絲、鎢鉬合金絲(sī)、黃銅絲、銅鎢絲等。
采(cǎi)用鎢絲加工時,能夠獲得較(jiào)高的(de)加(jiā)工速度,但放電後電極絲易變脆,導致斷絲現象(xiàng),故應用較少,隻在慢走絲弱規準加工中尚有使用。鉬絲比鎢絲熔點低,抗拉強度(dù)低,但韌性好,在頻繁的急熱急冷變化過程中(zhōng),絲質不(bú)易變脆(cuì)、不易斷絲。鎢(wū)鉬絲(sī)(鎢、鉬各占(zhàn)50%的合金) 加工(gōng)效果比前兩種都好,它具有鎢、鉬(mù)兩者的特性,使用壽命和加工速度都比鉬(mù)絲高。銅鎢絲有較好的加工效果,但抗(kàng)拉強度差些,價(jià)格比較昂貴,來源較少,故應用較少。采用黃銅絲做電極絲時,加工速度較高,加(jiā)工穩定性好,但抗(kàng)拉強度,損耗大(dà)。
目前,快走絲線(xiàn)切割(gē)加工中廣泛使用鉬絲作為電極絲,慢走絲(sī)線切割加工中廣泛(fàn)使用(yòng)直徑為φ0. 切割加工中(zhōng)廣泛使用直徑為(wéi)φ0.1mm 以上的黃銅絲作為電(diàn)極絲。
2 電極絲的直徑
電(diàn)極絲的直徑是根據加工要求和工藝條件選取的。在加工要求允(yǔn)許(xǔ)的(de)情況下,可選用直徑大些的電極絲。直徑大,抗拉強度大,承受電流大,可采用較強的電規準進行加工,能夠提高(gāo)運輸的脈衝能量,提高加工速度。同時,電極絲粗(cū),切縫寬,放點產物排除條件好,加工(gōng)過程穩定,能提高(gāo)脈衝利用率和加工速度。若電極絲過粗,則難(nán)加工出內尖角(jiǎo)工(gōng)件,降低了(le)加工精度,同時切(qiē)縫過寬使材料的蝕除量(liàng)變大,加工速度也有所(suǒ)降低;若電極絲直徑過小,則抗拉強度低,易斷絲,而且切縫(féng)較窄,放點產物排除條件差,加工經常出現不穩定現(xiàn)象,導致加工速度降低。細電極(jí)絲的優點是可以得到較小半徑的內尖角,加工精度能相應提高。表1 是常見的幾種直徑的鉬絲的最小拉斷力。快走(zǒu)絲一(yī)般采用φ0.10~φ0.25mm 的鉬絲(sī)。1mm 以上(shàng)的黃(huáng)銅絲作為電(diàn)極絲。

3 走絲(sī)速度對工藝指標的影響
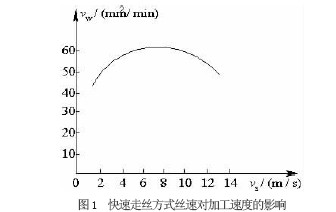
對於快走絲線切割機床,在(zài)一定(dìng)的(de)範圍內,隨著走絲速度(dù)(簡稱絲速) 的提高,有(yǒu)利於脈衝結束是放電通道迅速消電離。同時,高速運動的電極絲能把工作(zuò)液帶入厚度較大工件的放電間隙中,有利於排屑(xiè)和放電加工穩定進行。故在一定加工條件下,隨著絲速的增大,加工速度提高。圖1 為(wéi)快走絲線切割機床走絲速度與切割速度關係的實驗(yàn)曲線。實驗證明:當走絲(sī)速度有1.4m/s 上升到7~9m/s 時(shí),走絲速度對切割速度的(de)影響非常明顯。若再繼(jì)續增大走絲速度,切割速度不僅不增大(dà),反(fǎn)而開始下降,這是因為絲速再增大,排屑條件雖然仍在改(gǎi)善,蝕除作用基本不變(biàn),但是儲絲筒一次排絲的運轉時間減(jiǎn)少,使其在一定(dìng)時間內的正(zhèng)反向換向次數增多(duō),非加工(gōng)時間增多,從而使加工速度降低。
對應最大加工速度(dù)的最佳走絲速度與工藝條件、加工對象有關,特別(bié)是與工件(jiàn)材料的厚度有很大關係。當其他工藝條件相同時,工件材料厚一些,對應於最大加工速度的走絲速度就高些,即圖1 中的曲線將隨工件厚度增加而向右移。
在國產(chǎn)的(de)快走(zǒu)絲機床中,有相當一(yī)部分機床的走絲速度可調節,走絲速有3m/s、6m/s、9m/s、12m/s,可根據不同的加工工件厚度選用最佳的加(jiā)工速度(如表2 所(suǒ)示);還有另外一些(xiē)機床隻(zhī)有一種走絲速度,快走絲機床的走絲速度為8.7m/s。

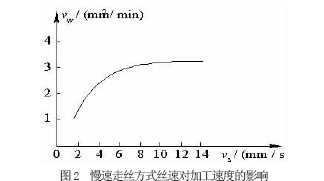
對(duì)慢走絲線切割機床來說,同樣也是走絲速度越快,加工速度越快(kuài)。因為慢走絲(sī)機床的電極絲的線速度範圍約(yuē)為每秒零點幾毫米(mǐ)到幾百毫米。這種走私方式是比較平穩(wěn)均勻的,電極(jí)絲抖(dǒu)動小,故加工出的零件表麵粗糙度好、加工精度高;但絲速慢導致放電產物不能及時被帶出放電間隙(xì),易造成短路及不(bú)穩定放電現象。提高電極絲走絲速度,工作液容易被帶入放(fàng)電間隙(xì),放電產物也容易(yì)排出間隙之外,故改善了間隙狀態,進而可提高加工速度。但在一定的工藝條件下,當絲速達到某一值後,加工速度就趨向(xiàng)穩定(如圖2 所示)。
慢(màn)走絲線切割機床的最佳(jiā)走(zǒu)絲速度與加工對象、電極絲材料、直徑等有關。現在慢走絲機床的操(cāo)作說明書中都會推(tuī)薦相應的走絲速度(dù)值。
4 電極(jí)絲往複(fù)運動(dòng)對工藝指標的影響
快走絲線切割加工時,加工(gōng)工件表麵往往會出現黑白交錯相間的條紋。電極絲進口處呈黑色,出口呈白色。條紋的出現(xiàn)與電極絲的運動有(yǒu)關,這是排屑和冷卻(què)條件不(bú)同造成的。電極絲從上向下運動時,工作液由(yóu)電極絲從上部帶入工件內,放電產物由電極絲(sī)從下部帶出。這時,上部工作液充(chōng)分,冷卻條件好,下部工作液少,冷卻(què)條件差,但排屑條件比上部好。工作液在放電間隙裏受高溫熱裂分(fèn)解,形成高壓氣體,急(jí)劇向外擴散,對上(shàng)部蝕除物的排除造成困難。這時,放電產生的炭黑等物質將凝聚(jù)附著在上部加工表麵上,使之呈(chéng)黑色;在下部(bù),排屑條件好,工作液少,放電產物中炭黑較少,而且放電常常是在氣體中發生的,因此加工表麵呈白色。同理,當電極絲從(cóng)下向上運(yùn)動時,下部呈黑色,上部呈白色(sè)。這樣,經過(guò)電火花線切割(gē)加工的表麵,就形成黑白交錯相間(jiān)的條紋。這是往複走絲工藝的特性之(zhī)一。
由於加工表麵兩端出現黑白交錯相間的條紋,使工件加工表(biǎo)麵兩端的粗糙度比中部稍有下降。當電極絲較短、儲絲筒換向周期較短(duǎn)或者切割較厚工件時,如果進給速度和脈衝間隔調整不當,盡(jìn)管加工結果看上去似乎沒有條紋,實際上條紋很密而互相重疊。
電極絲往複(fù)運動還會造(zào)成斜度。電極(jí)絲上下運動時,電極絲進口處與出口處的(de)切縫寬(kuān)窄不(bú)同(tóng)。例如,寬口是電極絲(sī)的入(rù)口處,窄口是電極絲的出口處。故當電極絲往複運動時,在同一切割(gē)表(biǎo)麵中(zhōng)電極(jí)絲進口與出口的高(gāo)低不同。這(zhè)對加工精度和表(biǎo)麵粗糙度是(shì)有影響的(de)。
對慢走絲線切割加工,上述不利於加工表麵粗糙度的因素可以克服。一般(bān)慢速走絲線切割加工無須換向,加之便於維持放電間隙中的工作液和蝕除產物的大(dà)致均(jun1)勻,所以可以避免黑白(bái)相間的條(tiáo)紋(wén)。同時,由於慢走(zǒu)絲係統電極絲運動速度低、走絲運動穩定,因此不易產生(shēng)較大的機械(xiè)振動,從而避(bì)免了加工麵的波紋。
5 電極絲張力對工藝指標的影響
在起始階段電極絲的張力越大,則切割速度越快,這是由於張力大時,電極絲的振幅變小,切縫寬(kuān)度(dù)變窄(zhǎi),進給速度加快。若電極(jí)絲的張力過小,一方麵電極絲抖動厲害,會頻繁造成短路,以致加工不穩定,加工精度不高;另一方麵,電極絲過鬆使電極(jí)絲在加工過程中受放電壓力作(zuò)用而產生的彎曲變形嚴重,結(jié)果電極(jí)絲切割軌跡落後並偏移工件輪廓,即(jí)出現加工滯後現象(xiàng),從而造成形狀和尺寸誤差,如切割較厚的圓柱時會出現腰鼓形狀,嚴重時電極絲在快速運轉過程中會跳出導輪槽,從而造成斷絲等故障;但如果過分將張力增大,切割速度不僅不繼續上升,反而容易斷絲。電極(jí)絲斷絲(sī)的機械原(yuán)因主要是由於電極絲本身受抗拉強(qiáng)度的限(xiàn)製。因此,在多次線切割加工中,往往粗加工時電極絲的張力稍微調小,以保證不斷絲,在精加工(gōng)時稍微調(diào)大,以減小電極絲抖動的幅度來提(tí)高加(jiā)工精度(dù)。
如(rú)果您有機床(chuáng)行業、企業相關新(xīn)聞稿件發表,或進(jìn)行資訊合作,歡迎(yíng)聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








