
本(běn)文通過對製約齒輪性能因素的分析,筆者提出(chū)自己的獨到見解:齒輪的工作性能、承載能力(lì)、使(shǐ)用壽(shòu)命及(jí)工作(zuò)精(jīng)度,都與齒輪本身的(de)質量有著密切關係,而齒輪加工刀具是(shì)製(zhì)約(yuē)齒輪質量的主要原因。
1.齒輪(lún)加工刀具結(jié)構設計
齒輪加工過程是一個(gè)仿形過程(chéng),刀具齒形設計是齒輪齒形加(jiā)工的重要基礎。指形齒(chǐ)輪銑刀的齒形由兩部分組成:工作部分和非工作部分。由於齒輪齒形部分直(zhí)接(jiē)由銑刀決定,刀具的齒根部(bù)分圓角、具設計的關鍵。
目前我公司模數m ≤ 20的小(xiǎo)齒輪加工(gōng)多采用滾刀(dāo)加工齒輪齒形,對(duì)於模數m > 20的大齒輪加工采用的刀具為指形齒輪銑刀,本(běn)文重點闡(chǎn)述大型(xíng)混合設備中大齒輪加工用(yòng)指形齒輪銑刀的齒形設計。
直齒圓柱(zhù)齒(chǐ)輪加工刀具(jù)的齒形(xíng)確定銑刀齒形的漸開線部分(fèn),可(kě)通過計算得出,優化設計前齒輪銑刀齒形曲線由三部分組成:漸開線、圓弧和直線(xiàn)(圓弧和直線組(zǔ)成過渡曲線),如圖1所示。
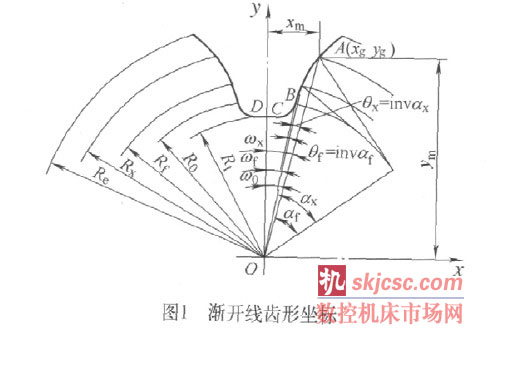
A為漸開線齒形上任意點,設齒輪中心為坐標原點O,Oy為齒槽的對稱(chēng)軸線,直(zhí)齒圓柱齒輪銑刀齒形上任意點(diǎn)坐標計算如下
xg=R xsinω x
y g=R xcosω x
式中,ω x為A點(diǎn)的(de)齒間中心半(bàn)角,按下式公式計算
ω x=ω o + invα x
式中(zhōng),α x為A點(diǎn)壓力角,按下式公式計算
α x =cos-1 Ro/Rx
ω o為基圓(yuán)齒間中心半角,按下式公式計算
ω o=ω f- invα f
ω f =(π-4ξ tanα f)/2z +ΔS /mz
式中,ξ 為(wéi)變形係數,標準齒輪ξ =0;ΔS 為分圓齒厚減薄量,一般取製造齒輪分圓弦齒厚公差中上(shàng)偏差的1/3。
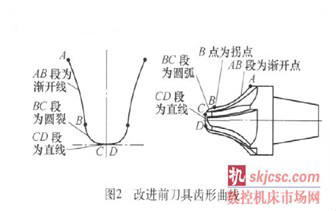
於是,ω x=(π-4ξ tanα f)/2z +ΔS /mz+(ω finvαf)給出一係列的R x,便可求出齒形漸開線部(bù)分各(gè)點(diǎn)的坐標。下麵是以模數m =45、齒數z =140、齒寬B =250mm、材質為(wéi)鍛件42CrMo、齒麵熱處理硬度要求為290!320H B W的通過給出不同點數值求出的漸(jiàn)開線齒形各點坐標值。由圖 2可以看出,齒輪(lún)銑刀在B 點處由於不能圓滑過渡,形成了拐點,拐點處應力集中(zhōng),產生尖角效應;由於有明顯的拐點(diǎn),使得銑刀在熱處理淬火時,在此處形成裂紋源,易出現裂紋和(hé)開裂;由於拐(guǎi)點(diǎn)的存在,使齒輪表麵出現不圓滑凸棱曲(qǔ)麵,磨損嚴重,齧合性能差(chà),傳動不平穩。齒輪銑刀齒根圓角R =6m m較小,銑刀頭(tóu)部切削強度差(chà),極易斷裂,打刀現象(xiàng)嚴重,造成齒輪加(jiā)工高成本,低效率。
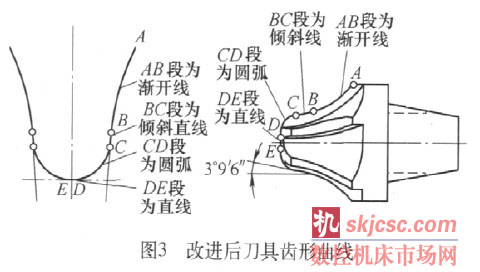
優化改進設計後,將齒輪銑刀齒形曲線改由四部分組成:漸(jiàn)開線、斜線(斜(xié)線的傾角為β =3°9′6″)和圓弧、直線(斜線、圓弧(hú)、直線組成(chéng)過渡曲線),如圖(tú)3所(suǒ)示。根據漸開線形成(chéng)原理,通過改(gǎi)變齒輪齒形坐標點(diǎn),利用斜線將漸開線與(yǔ)齒根圓弧形成圓滑(huá)過渡聯接,避免了拐點的形成;同時由於增大了(le)齒輪銑刀齒根圓角R =8.6mm,提高了刀具強度和使用壽命,減少了(le)由於刀(dāo)具斷裂、打刀造成的經濟(jì)損失。斜線的傾角β 的取值範圍由齒數決定,一般(bān)取值為:3°≤β ≤8°。
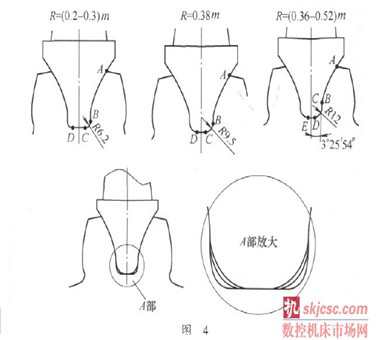
(2)刀具齒根圓角的優化設計 齒輪齒根部分齒形直接(jiē)由銑刀決定,而齒輪的強度很(hěn)大程度上決定於齒根部分的截型,齒根(gēn)部分過小,導致齒輪應(yīng)力集中,在進行齒輪熱處理時(shí),齒根部分會因為應(yīng)力集中導致裂紋,同時刀具(jù)因刀頭直徑過小,切削強度不足(zú),刀具損失嚴重,采用合理增大刀具齒根圓角 R,是解決上述問題(tí)的(de)有效途徑。根據漸(jiàn)開線形成原理,反複(fù)實踐及修改設計,在(zài)原設計齒根圓角R =(0.2~0.3)m、R =0.38m的(de)前提下,將其提高到齒根圓角 R=(0.39~0.52)m,使齒輪達到強度和刀具壽命的最佳平衡,現廣泛應用在車(chē)間齒輪加工中,使用中得到良好反饋和驗證。
下麵是刀具齒根圓角改進前後,三種不同齒根(gēn)圓角齒形比較,如(rú)圖4所示。
(3)硬齒麵齒輪加工刀具材料(liào)的確(què)定 金屬的切削過程中,刀具的切削部分直接完成切削工(gōng)
作(zuò),刀具不但承受很大的切削力和很高的溫度,還要經受衝擊載荷和機械摩擦,刀具材料性能的優劣直接影響刀具的質(zhì)量(liàng)、切削(xuē)加工生產率、刀具耐程度、零件加工精(jīng)度和表(biǎo)麵質量等諸多因素,因此(cǐ)刀具材料在選擇時必須考慮:工件(jiàn)的材料、形狀、刀具類型、加工方法和工藝係統剛(gāng)度等;刀(dāo)具材料的高硬度(dù)、足夠的強度和韌性、耐熱性、高耐磨性(xìng)、良好的(de)工藝性能及使用性能。一般情況下,根據刀具材料硬度(dù)選擇高於被加工零件材料硬度的選擇要求,通常刀具的硬度為工件硬度(dù)的兩倍以上,所以刀具(jù)材(cái)料硬度為65.9~67.5HRC,必須具備高硬(yìng)度、高耐磨性、足夠的強度和韌性及良好的高溫耐熱性、化學穩定性和導熱性能。
2. 齒輪加(jiā)工刀具工(gōng)藝參數(shù)的確定
在粗加工刀具的設計中,為避免(miǎn)刀具刀頭過小,刀具強度及鋼性不足導致刀具斷裂,對影響熱(rè)處理性能(néng)的齒形粗加(jiā)工留量及刀具參數的選擇(zé)進行了周密的分析比較,經過對刀具前刃部切削強度承載能力(lì)的切削試驗:①外徑留量20mm、齒底留量20mm、齒側均留量10mm時,粗加工刀具的刀頭直徑隻有φ 4mm過小,刃長(zhǎng)為32mm,此刀具根本無法實現切削功能,同時由於刀具頭部過小,是(shì)造成打刀的根本原因,刀具強度壽命極低。②外徑留量20mm、齒底留量15mm、齒(chǐ)側均留量8mm時,粗加工刀具的小頭(tóu)部分刀(dāo)頭直(zhí)徑為φ 10mm。③外(wài)徑留量12mm、齒底留(liú)量15mm、齒側均留量6mm時,粗加工刀(dāo)具的(de)小頭(tóu)部(bù)分刀頭直徑為φ 16mm,通過對(duì)三種粗加工刀具留量的現場試驗及不同(tóng)留量(liàng)對刀具切削性(xìng)能的比較(jiào)分析, 最(zuì)終確定了合理的粗加工刀具齒形設計方案,解(jiě)決(jué)了在(zài)切削過程(chéng)中由於設計不合理,刀具頭部(bù)過小齒輪(lún)清根困難及刀具易(yì)斷裂等係列(liè)問題的發生,圖5為(wéi)三種刀具齒形曲線比較。
3. 結語(yǔ)
通過上述對齒輪加工刀具結構設計分析及設計優化,采用本(běn)技術加工製造的齒輪銑(xǐ)刀,由於刀具(jù)齒根圓角的增大,提高(gāo)了(le)刀具的強度和使用壽命(mìng),僅此一項可降低刀具(jù)消(xiāo)耗(hào)30%以上;采用漸開線和過渡曲線(xiàn)之間的斜線聯接,由於消除了拐點,刀具應力集中的尖(jiān)角效應消失,解決了刀具在齒輪加工中斷裂和打刀(dāo)這一難題,從而節省(shěng)了刀具設計製造費用20%左右;采用新工藝留量後(hòu)的刀(dāo)具,由於增大了刀具的設計尺寸(cùn),提高了刀具強度(dù)同時增加了齒輪根部強度,有效防止了打(dǎ)刀現象及齒輪斷齒(chǐ)現(xiàn)象的發生,實現了齒輪加工高質量、高效率、低(dī)消耗,可提(tí)高生產效率30%以上,改進後的"一種指形齒輪銑(xǐ)刀"成功申報"實用新型"專利,並獲得第二(èr)十屆全國(guó)發明博覽會(huì)銀獎(jiǎng)。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








