
0 引言
齒輪傳動是(shì)機械傳(chuán)動中應用(yòng)最(zuì)為廣泛的一種傳動形式。TPX619B普通臥(wò)式銑鏜床是沈陽機床集團的經(jīng)典產品之一,其(qí)主軸箱內部結構複雜(zá),齒輪眾(zhòng)多。機床自(zì)麵世以來,由於齒輪(lún)導致的故障率(lǜ)極低,可見其齒輪設計合理,材料和熱處理工藝選擇得(dé)當,現對TPX619B主運動齒輪材料及熱處理工(gōng)藝進行介紹。
1 齒輪常用材料和熱(rè)處理工藝
高頻淬火齒輪通常用含碳量為0.40%~0.50%碳鋼或低(dī)合金鋼(40、45、40Cr和45Mn2) 製造。大批量(liàng)生產時, 一般要求精選含碳量以保證質量。45 #鋼限製在0.42%~0.47%C, 40Cr 鋼限製在0.37%~0.42%C。經高頻淬火並低溫回火後,淬硬層應為混合回火馬氏體, 而心部則為毛坯熱處理(lǐ)(正火(huǒ)或調質) 後的組織(zhī)。
由於齒輪的(de)承(chéng)載範圍廣,工作(zuò)情況複雜, 應根(gēn)據不同的工作環境及要求選擇適用的強化手段。對於中檔承載(zǎi)能力的齒輪(m =2~10 mm),線速度≤30 m/s,齒麵接觸應力(lì)≤700 MPa, 精度9~7級,往往要求(qiú)達(dá)到一定的硬化層深度, 而滲氮是實現深(shēn)層處理的低溫化學熱處理(lǐ)工藝。而某些高速齒輪的線速度高達100 m/s 以上, 提高這些(xiē)齒輪的齒麵抗擦傷、抗膠合能力十分(fèn)重要, 可將滲氮與低溫電解滲(shèn)硫複合處理作為進一步提高(gāo)抗膠能力的工藝[1]。而對於高精度、小模數的齒輪常(cháng)采用氣體(tǐ)碳氮共滲工藝, 既可(kě)提高零件的耐磨性和接觸(chù)疲勞強度, 又能保證齒(chǐ)輪磨削後的精度達到設計要求。
齒(chǐ)輪的滲碳層深度可以根據模數來選擇[2]。當模(mó)數≤1.25 mm時,深度範圍為0.1~0.25 mm;當模數為1.5~2.5 mm時,深度範圍為0.25~0.40 mm;當模(mó)數為3~4 mm時,深度範圍為0.35~0.50 mm。
當模數為4.5~6 mm 時,深度範圍為0.45~0.55mm;當模數>6 mm時,深度範圍>0.50 mm;對於高速重(chóng)載齒輪,滲碳層深度範圍為0.7~1.1 mm。
在工(gōng)作中,齒輪的受力情況比較(jiào)複雜,齒輪的根部受交(jiāo)變彎曲應力,齒麵受大的接觸應力並產生強烈的摩擦,並且在齧合不良時,還受(shòu)到一定的衝擊載荷,所以齒輪一般要具有(yǒu)以下性能。
1) 較高的彎曲疲(pí)勞強度和接觸疲勞強度;2)齒麵具(jù)有較高的硬度和耐磨性;3)齒輪芯部(bù)具有足夠(gòu)的強度和韌性。
為了(le)達到以上性能,滿(mǎn)足工作需要,就要根(gēn)據齒輪工作的載荷(hé)和工作環(huán)境合理地選擇齒(chǐ)輪材料和熱處(chù)理(lǐ)工藝。
2 TPX619B主運動齒(chǐ)輪分析
2.1 主運動齒輪材料及(jí)熱處理選擇
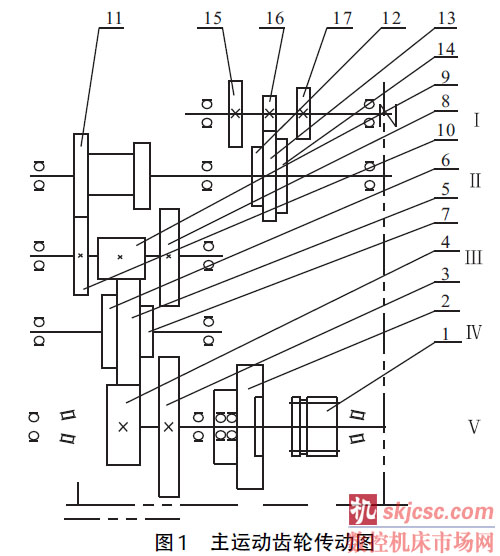
主電機(jī):1 450 rpm,功率:7.5 kW,主軸轉(zhuǎn)速:8~1 000 r/min,最大扭矩:1 225 Nm,最大軸向(xiàng)抗力:12250 N。屬於低速、中重型機床且齒輪(lún)運行環境良好。機床主軸箱齒輪承擔(dān)著(zhe)傳遞動力和變(biàn)速的任(rèn)務,工作時間長,故一般采(cǎi)用碳鋼或40Cr或20Cr製造,見圖1 和表1。

40Cr合金鋼齒(chǐ)輪熱(rè)處理為(wéi)齒(chǐ)部高頻淬火+低溫回火,熱處理後,表麵硬度可達(dá)48HRC。提高了鋼的表麵耐(nài)磨性,且芯部由於(yú)沒有進行淬火保持了好的韌性,變形小;圖1中5~8、13、14齒輪在傳動中受衝擊力大,且換擋次(cì)數頻繁(fán),所以要(yào)求齒輪具有高的耐磨性,疲勞強度和芯部韌性。故選用20Cr材料。熱處理工(gōng)藝采用滲碳+淬火+低溫回火。根據機床齒輪的工(gōng)作(zuò)狀態,屬(shǔ)於重(chóng)載齒輪,故滲碳層取0.9 mm。滲碳後表麵含碳量提高,表(biǎo)麵硬度要求58(59)HRC;芯部硬度可達30~45HRC,保證(zhèng)了足夠的強度和韌性。
2.2 主運動齒輪常見問題分析
在實際生產和服務過程中,機(jī)床主運動(dòng)部分(fèn)有齒輪噪聲、雜音等現象發生,也偶有發生斷齒和齒輪變形的情況。齒輪噪聲和(hé)雜音的產生(shēng)一般是(shì)因加工精度不能保證而引起的,比如:磨齒齒麵魚鱗狀;滾齒、剃齒、插齒等齒麵粗糙有溝,齒輪(lún)精度不合格等。通過嚴格控製產品質量,保證零件按圖紙加工可以有效避免此類問題發生。
齒輪打齒及齒輪變形(xíng)的情況則是由於(yú)熱處理不當引起的。實際生(shēng)產中小尺寸的滲(shèn)碳鋼齒(chǐ)輪易發生斷齒現象,需要進行滲碳的齒輪,若滲碳層過大(dà),則會導致齒輪芯部硬(yìng)度過高,韌性不足,導致斷齒現象(xiàng)的發生。齒輪變(biàn)形則是由於表麵(miàn)硬度不夠造成的(de),檢測變形齒輪發現(xiàn)變形齒輪(lún)硬度低於(yú)圖紙要(yào)求(qiú)硬度,嚴格控製熱處理工藝後症狀沒有再發生。由上述可見, TPX619B產品的齒輪材料(liào)和熱處理與其運行工況是相符的,能滿(mǎn)足(zú)機床工作需要。
3 結束語
雖然齒輪設計在機床設計工作中的數量在減少,但隨著電氣技術的(de)提高對齒輪提出的要求也相應提高,從我國現階段機床發展(zhǎn)水平來看,齒輪傳動結構還不可避免(miǎn)[3]。為保證力(lì)學性(xìng)能、提高(gāo)齒輪傳動質量根據(jù)工況(kuàng)要正確地(dì)選(xuǎn)擇齒輪材料、冷加工和(hé)熱處理工藝。長時間的市場檢驗證(zhèng)明,本產品質(zhì)量穩定(dìng),主軸箱齒輪故障率低,說明(míng)其工況和齒輪材料及熱處理工藝相當匹配(pèi)。希望本(běn)文能對讀者在機床齒輪設計中有所啟發(fā)。
如果(guǒ)您有機床行業(yè)、企業相關(guān)新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








