
近期,我分(fèn)廠車加工了(le)新產品無內圈(quān)短圓(yuán)柱滾子軸承1701031-001.01、1701025-001.01。由於此產(chǎn)品是(shì)為(wéi)長(zhǎng)城PK公司加工的汽車軸承,產品的車(chē)加工工藝尺寸、形(xíng)位公(gōng)差等方(fāng)麵要求非常嚴格,這就要求我(wǒ)們的車加工設備精度足夠好,才能保證產品的車加工工藝要求。此兩種軸承外徑<62mm,加工外滾(gǔn)道工序采用加工範圍27mm≤≤62mm的HZC9206外溝機床,但滾道加工(gōng)深度為3.56mm、4.9mm,滾道寬度15.1mm、9.7mm。因機床抗力(lì)不夠,達(dá)不(bú)到滾(gǔn)道精度要求,根(gēn)據分廠情(qíng)況,決定(dìng)更換HZC20-3Z外溝(gōu)機床卡(kǎ)體部分(fèn),擴(kuò)大機床的加工(gōng)範圍。
1.擴大範圍前HZC20-3Z機床的卡體結構
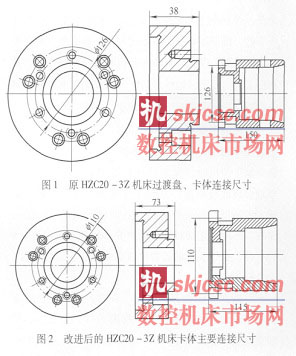
改進前HZC20-3Z外溝機床的過渡盤、卡體連接尺寸。如圖1所示,改進後的HZC20-3Z機床卡體尺寸如圖2所示(shì)。
2.擴大範圍後HZC20-3Z機床(chuáng)卡體的主要連接尺寸
由圖1、圖2可以看(kàn)出原卡體與現卡體的高度相差150-115=35(mm),將改進過渡盤厚度加(jiā)工成73mm,安裝上改進(jìn)卡體,即可以(yǐ)安裝28mm≤Ф≤62mm彈簧外卡(kǎ)氣壓卡(kǎ)頭,由於過渡(dù)盤增(zēng)高35mm,那麽符合28mm≤≤62mm機床的後拉杆也(yě)將加長35mm,然後(hòu)根據所加工外徑調整機床打料杆的位置,即可以正常工(gōng)作。
3.改(gǎi)進後兩種機床加(jiā)工(gōng)質量的對比
改(gǎi)進前加工1701030-001.01、1701025-001.01外滾道使用HZC9206機床加工,由於滾道加工(gōng)深度、寬度(dù)值較大,機床加工能(néng)力,抗(kàng)力不夠,因此加工工件尺寸、圓(yuán)度、壁厚差、平行差均達不到工(gōng)藝要求,尤其加工表麵有很(hěn)大的振紋,而且刀具壽命下降,生(shēng)產效率低,不(bú)能保證生產任務的完成。
擴大加工(gōng)範圍後使(shǐ)用HZC20-3Z機床,外滾道(dào)的尺寸精度、位(wèi)置公差,尤其是表麵粗糙度均能達到所需工藝要求(見附表),產(chǎn)品質量好,而(ér)且降低刀(dāo)具磨損速度(dù),刀具壽命延長,生產效率也大幅度上升。

HZC30-3Z機床(chuáng)通過改(gǎi)進擴大了加工範圍,保證了新產品的工藝要求(qiú),在實際生產中效果非常好,不僅提高了外滾道的加工(gōng)精度,而且提高了生產效率,降低了刀具磨損,減少了不必要的浪費,提高了機床的利(lì)用率,而且提高(gāo)了(le)產品質量。因此,一台機床的加工範圍不(bú)是固定不變的,是根據我們的需要不斷地調整與改進,以滿足實際生產的需要。
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








