
傳統的軸承內外圈套淬火(huǒ)方法是將待淬火的加熱工件自由(yóu)地放人具有一(yī)定溫度範圍的淬火油箱中,這(zhè)種淬火方(fāng)式由於油箱內(nèi)的淬火油流(liú)動性較差,在紅熱(rè)工件和悴火油接觸的(de)瞬間,容易在工件表麵形成氣膜。
該氣膜降低了工件和淬火油的熱交換效率,延長(zhǎng)了淬(cuì)火時間,使淬火後的工件硬度達不到要求,並且,淬透性和均勻性也較(jiào)差;另外,工件在淬火過程中沒有(yǒu)外力定型,屬自由淬火,淬火後工件變形較大。因此,為了降低廢品率,必須給工件留有較大的加工(gōng)餘量,這樣也就增加了(le)淬火(huǒ)後工件的磨削加工量,最終,導致產品(pǐn)成本加大。
目前,國外如美國、日本、韓國(guó)以及(jí)歐洲一些發達國家都(dōu)采用模具定型淬火。國內西北軸承(chéng)廠洛陽軸承(chéng)廠生產的鐵(tiě)路軸承以(yǐ)及TMIEKN煙台軸承有限公司和TMIEKN無錫軸(zhóu)承有限公司生產的通用軸承均采(cǎi)用模具定型淬(cuì)火。模具定型淬火就是將待淬火的紅熱工件用適當的模具固定, 在專用淬火壓機上(shàng)給模具施加一定的夾持力並在(zài)淬火過程中用流動的淬火油進行冷卻這種淬火方(fāng)法能有效地阻止(zhǐ)工件收縮(suō)減小變形,保證工(gōng)件(jiàn)的熱處理質量和尺寸(cùn)穩定。
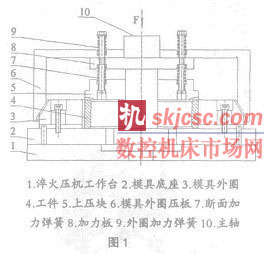
1 外圈固定(dìng)模具淬火結構形式如圖l所(suǒ)示。
1.1工作原理
在待料狀態下,主軸10通過加力板8將上壓塊5、模具(jù)外圈壓板6以(yǐ)及加力彈簧提升至一定的高度模(mó)具外圈3 由等分的三塊拚接而成可以向內向外移動。此時,將待淬火的紅熱工件放人(rén)模外圈內部, 啟(qǐ)動悴火壓機的加力部分主軸向下(xià)移動由(yóu)於彈簧的作用, 當上壓板和工件接觸、模具(jù)外圈壓板和模具外圈接觸(chù)時,主軸和模具底(dǐ)板還有一定的距離,當主軸繼(jì)續向下移動時(shí),加力板8壓縮斷麵加力彈簧和外圈加力彈簧。
斷麵加力(lì)彈簧通過上壓塊給工件斷(duàn)麵加力; 外圈加(jiā)力(lì)彈簧通過模具外圈壓板給模具外圈加力, 使模具外(wài)圈向內移動, 給工件外圈加力(lì)。同時, 淬火油通過壓機工作台中間的孔(kǒng)向工件四周噴油。淬火完成後(hòu), 主軸部(bù)分向上移動(dòng),取(qǔ)出工件,等待(dài)下一次淬火。
1.2應用(yòng)分析
該種模具定型淬火方式, 由於工件上下(xià)麵及外(wài)圈都有模具定型,有效(xiào)地阻止了工件的收縮。因此,淬火後工件變形小、尺(chǐ)寸穩定、熱處理質量(liàng)高。缺點是模具較為複雜,隻適用於尺寸較(jiào)小(xiǎo)的工件,大尺寸的工件,由於取放(fàng)工件不方便,並不適用於(yú)該種淬火方式(shì)。
2兩端對壓模具淬火
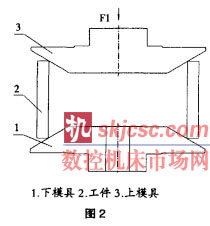
兩端對壓模具(jù)淬火的結構形式如圖2所示。
2.1工作原理
上下模具分別由置於淬火壓機上下部的兩個(gè)氣缸帶動並能上下移動,上下氣缸之間有一定的壓力差,即上氣缸壓力大於下氣缸。在待(dài)料狀態,上氣缸帶動上模具上(shàng)升至上限位置。將待淬火(huǒ)的紅熱工件放在下模具上,啟動上氣缸使上模具向下移動,當上模具接觸到工件時,上下模具給該工件施加軸向夾持(chí)力。由於上氣缸的壓力大於下氣缸,上模具會將(jiāng)工件和(hé)下(xià)模具一同快速的壓人(rén)置於下(xià)模具(jù)下麵的淬火油箱中。同時,下模(mó)具中間(jiān)的孔向工件內(nèi)部噴淬火油,實現工件的內外部同時淬火。淬火結束後,上氣缸泄去壓力,返回到上限位置,下氣缸將工件推出淬(cuì)火油麵,取出工件,完成(chéng)一次淬火。
2.2應用分析
這種模具淬火方式,由於模具和工件的接觸麵為錐麵,可以實現(xiàn)工件的自動定心,消除工件淬火後的偏心誤(wù)差。同(tóng)時,也保證了工件的尺(chǐ)寸穩(wěn)定和熱處(chù)理質量。另外,這種方式的模具淬火,取(qǔ)放工件方便,較大尺寸的工件,可用機械(xiè)手取放工件,因此,被淬火(huǒ)的工件尺寸範圍(wéi)較大,一般為:直徑(jìng)Ф57mm—Ф450mm,高度25mm — 250mm 。
3 結論
以上兩種模具淬火方式,技術成熟、設(shè)計合理,在美 國TMI紅N公司以(yǐ)及TIMKENT煙台軸承有限公司和(hé)MIEKN無錫軸承有限公司實際應用多年,效果良好。
如果您有(yǒu)機床(chuáng)行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com








