
基於SYNTEC的螺旋錐齒輪加工機床數控係統開發(上)
2017-1-3 來源:沈陽工(gōng)業大學 作者:張(zhāng)西棟
摘要(yào)
SYNTEC-10B 數控係統是台灣新代科技股份有限公司研發的一款具有較高性價比的產品(pǐn),該數控係統具有很好的開放性,是數控係統二次開發的良好平台。弧(hú)齒錐齒輪數控加(jiā)工涉及到(dào)的參數較多,齒輪規格調整後需要重新(xīn)編製加(jiā)工程序,而且(qiě)數控(kòng)編程不直觀,人機(jī)交互性差。為了解決不同弧齒錐齒輪加工的數控編程的繁瑣性問題,提高加(jiā)工效率,利用 e HMI 軟件(jiàn)對 SYNTEC-10B 數(shù)控係統的人機交互界麵進行(háng)了(le)客製,使其能夠通過屏幕界麵直(zhí)接輸入弧(hú)齒錐齒輪的基本參數的形式,即可生成相應的數控加工程序,完成自動化加工。
對螺旋錐(zhuī)齒輪的齧合原理(lǐ)以及加工過(guò)程進行了分析,對(duì)相對微分法、齧合方(fāng)程的確定、等距共軛原理以(yǐ)及第二共軛曲麵(miàn)的確定等內容進行了描(miáo)述。分析了(le)螺旋錐齒輪的加工原理和方法、局部共軛原理及齒麵數學模型的建(jiàn)立,為後續界麵(miàn)的開發提供了理論(lùn)基礎。
利用 e HMI 軟件(jiàn)對弧齒錐齒輪加(jiā)工過程中參數輸入(rù)、模擬仿真等相關界(jiè)麵進行了客製與設計。搭建了客製化界麵係統的整體框(kuàng)架圖以及(jí)弧齒錐齒輪加工係統的人機界麵的工作流程圖。通(tōng)過(guò)建立專案,添加相關畫麵檔(dàng)與(yǔ)功能鍵的形式(shì)對整個(gè)人機界麵進行(háng)了客製(zhì)。設計(jì)製作了齒製選(xuǎn)擇、加工參數輸入、刀(dāo)具參數輸入等(děng)主要畫麵檔,將齒輪加(jiā)工(gōng)所(suǒ)需要的各種參數信息通過不同組件(jiàn)的形(xíng)式添加在畫(huà)麵檔上,使相關的參數輸入界麵簡潔明了,便於機床操作者(zhě)進行相關的數控(kòng)編(biān)程。
為了配合畫麵檔的切換、參數輸(shū)入等動作,相應地客製設(shè)計了與各級畫麵檔相對應的功能鍵。通(tōng)過測試仿(fǎng)真模塊,對開發的多窗體界麵中的各級畫(huà)麵檔與功能鍵相關客製工作進行了仿真檢測,確保了各種(zhǒng)參數(shù)的正(zhèng)確性。通過整個分析設計過程(chéng),最終(zhōng)達到參數的輸入、加工代碼的生成(chéng)、加工仿真程序(xù)的運行整個過程的人性(xìng)化和快速化。
構(gòu)建(jiàn)了人機界麵的各層級關(guān)係框圖,使界(jiè)麵之間的層級關(guān)係一目了然;按照操作習慣對數控係統軸群顯示界麵進行了設置。基於(yú)客製的要求,通過搭建架構圖的形式對客製過程中的新代數控係(xì)統內裝型(xíng) PLC 進行了總結。將(jiāng) R 寄存器中允許操作(zuò)者讀寫的地(dì)址分(fèn)配給客製過程中的各輸入變量,最後將客製(zhì)的專案進行了軟件封裝。
關鍵(jiàn)詞:新代(dài)數控係統,螺旋錐齒輪(lún),畫麵檔,測試仿真
第 1 章 緒論
1.1 課題來源及研究(jiū)背景
1.1.1 課題來源
基於課(kè)題(tí)組的(de)科(kē)研項(xiàng)目《大型螺旋錐齒輪專用數控機床的開發》,提出(chū)了(le)本(běn)課題。該科研項目是沈陽市科技創新專項資金—工業科技攻關專項(F15040200)支持(chí)的項目。項(xiàng)目中的數控機床采用(yòng)的是台灣新代科技有限公司(sī)開發的,具有較高性價比的SYNTEC-10B 數控(kòng)係統;該係統操作簡單(dān),開放性較好,能夠滿足弧齒螺旋錐齒輪(lún)加工的基本要求。為了提高數控係統的人機交互性,適應不同生產批次(cì)的(de)零部件(jiàn)加工要求,滿足數控(kòng)機床普通操作者的操作要求,對 SYNTEC 數控係統人(rén)機界麵進行專用化地客(kè)製。
1.1.2 課題研究背(bèi)景
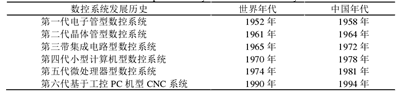
計算機作(zuò)為 20 世紀人類最偉大的科技發明,推動了整個社會的變革。計算機技術以及相關的控製技術在機械製(zhì)造(zào)領域中的應用促使製造行業生產形態發生了重(chóng)大轉變。1952 年(nián)美國推出了世界上第 1 台數控(kòng)銑床,至今已經過了 60 多個年頭,在(zài)這段時間裏,車床、磨床、銑床、衝壓床、電加工機床、鏜床、加工中心以及各類專用機床慢慢發展起來,逐漸形成一個完備的數控機床家族(zú)體係。數控係統(tǒng)經過半個多世(shì)紀的發展,先後經曆了硬件數控和軟(ruǎn)件數(shù)控兩個發展(zhǎn)階段[1] 。
1952 年發展起來的電子管類數控係統(tǒng)開啟了硬件數(shù)控係統階(jiē)段,該類數控係統是(shì)這一階段的第 1 代。由於(yú)硬件的限製(zhì),早期計(jì)算機運行速度較(jiào)低,不能滿足數控加工實時控製的要求,為此,技術人員將數(shù)字邏輯電(diàn)路嵌入到一台專用計算機中,組成數控裝置,這種數控裝置即為(wéi)硬件連接數控,簡稱數控(NC)。 1961 年以晶體管分離組件為基礎發展起來的數控係統(tǒng)取代了以(yǐ)笨重的電子管(guǎn)為組(zǔ)件搭建的數控係統,這使得數控係統的體積得(dé)到縮小,促使其在工業生成中的廣泛應用,這就是第 2 代數控係統。 1965 年發展起來(lái)一種功耗低,體積更小的集成(chéng)電路構成的 NC 係統,該型 NC
係統的可靠性更高,數控係(xì)統進入第(dì) 3 代。
軟件(jiàn)數控(kòng)階段是以 1970 年小型計算機的應用為標誌。同時,數控係統(tǒng)的發展進入到第(dì) 4 代,軟件慢慢取代硬件來完成更多的功能,“軟連接”數控時代開始引領數控加工的行業(yè)發展。
1974 年采用微處理器芯片的(de) CNC 係統開(kāi)始投入使用,數控係統進入了以微機為(wéi)背景的時代,同(tóng)時數控係統進入(rù)到第(dì) 5 代階段。微處理器型的 CNC 係統實現了機電(diàn)一體化,這大大降低了製造成本(běn),縮小數控係統的體積,提高了數控係(xì)統的普及程度。
1990 年發展起來的基於個人 PC 機的數控係統是第(dì) 6 代(PC-Based)。這一代是以大容量存儲器、大規(guī)模集成電路、CRT 應(yīng)用為標誌。第(dì) 6代數控係統(tǒng)具備更完善的控製(zhì)功能,具有實時精度補償、三維圖形顯(xiǎn)示校驗、交互式(shì)編程等軟件技術。同時這一代數控係統具有了(le)模塊化、柔性化、係列化、標準化的(de)雛形。
第 6 代數控係統已經具有(yǒu)了明顯的優點。利用 PC 平台的優(yōu)勢,數控係統的技術進步以及更新升級都比較快捷(jié)。第(dì) 6 代(dài)數控係統具有較高的元器件集成度,可靠性高,性(xìng)能更加優越,而且第 6 代數控係統提供了開放式的開發平台(tái),這更有利於軟(ruǎn)硬件資源優勢的發揮,拓寬(kuān)了數控係統的應用領域。
1958 年由北京機床研究所和清華大學研製的第一代電子管 101 數控機床標誌著我國數控機床進入第一代階段,開啟了我國數控係統(tǒng)研製的曆史序幕[2],我國數控係統發展曆史如表 1.1 所示。
表 1.1 數控係統發展曆史
數(shù)控技(jì)術是一種將機械製(zhì)造技術、成組技術、現代控(kòng)製(zhì)技術、計算機(jī)技術(shù)、網(wǎng)絡通訊技術、光機電技術、微電子技術、傳感檢測(cè)技術、信息處理技(jì)術、液(yè)壓氣動技術(shù)集合在一起的係統技術(shù),是現代製造技術的基礎[3]。數控係統在數控技術中處於核心的地位,其性能的強弱直接影響數控設備加工效能(néng)的高低,而且對整個製造係統的升級發展(zhǎn)、高效運轉、自動化控製具有重要作用[4]。計算機技(jì)術的飛速發展,推動著數控係統向開放式、標準化方向發展,出(chū)現了一些不同層次的開放式數控係統[5]。新代科技股份有限公司順應時(shí)代發展(zhǎn),推出了開放式的 SYNTEC 數控係統,其開放式的數控係統設計方便用戶進行係統功能的二次開發。 數控是數字(zì)化控製(Numerical Control, NC)的簡稱。數控是指(zhǐ)利用數(shù)字(zì)化信息實(shí)行的控製(zhì),即利用數字控製技術實現的自動控製係(xì)統[6],這是數控的廣義含義。從狹(xiá)義上來說就是利用數字化信息對機床軌跡和(hé)狀態進行控製,例如數控車床、數控衝床、數控銑(xǐ)床、數控加工中(zhōng)心等[7]。數控係統(tǒng)嵌入到機(jī)床本體中就(jiù)組成(chéng)了更具較高附加值的技術密集型產品(pǐn)-數控機床,它(tā)可以實現加工過(guò)程的(de)自動化控製[8]
在實(shí)際(jì)的數控生產中,經常會遇到同一係列不同尺寸規格的零件(jiàn),這需要每一個規(guī)格的(de)零部(bù)件單獨編製一個數控加工程序,編製程序的工作量就會很大,十分煩瑣不便[9]。在西門(mén)子數控係統中,雖然自身帶有某些固定循環功能可供機床操作者使用,但(dàn)是(shì)它的界麵不直(zhí)觀,不友好,且對應用場(chǎng)合的限(xiàn)製較多[10];而在發那科係統中,雖然可通過二次開放 G 功能的方式實現固定循環,但是其界麵也不夠直觀,不完善,對操作者的技(jì)術要求較高[11]。
1.2 弧齒錐齒輪加工現狀(zhuàng)
1.2.1 國外研究現狀
英國人 Hum Phris 在(zài) 1970 年最早提出了圓弧齒形的設計思路[12],以這個思路為基礎,慢慢發展到了後來的弧齒錐齒輪。該型(xíng)齒(chǐ)輪的齒麵計算公式是(shì)非線性方程組,所以齒麵(miàn)形狀較為複雜[13],加工要求比較高。螺旋錐齒輪具有重合度大(dà)、傳動平穩、承載(zǎi)能力高等直齒錐齒輪不具備的性能優點,因而這促使了(le)該型齒輪在(zài)相交和交錯軸傳動場合中的廣泛應用。基於(yú)該型齒輪(lún)優越的性能,對螺旋錐齒輪進行相關研究的重要性在世界範圍內得到廣泛的認同。而美(měi)國
Gleason 公司(sī)的 E.威爾德哈泊以及 M. L.巴斯特爾初步提出了(le)弧齒錐齒(chǐ)輪理論[14],以此為基礎,Gleason 公司通過對(duì)弧齒錐齒輪的深入研究,形成了特有的弧齒錐齒輪相關技術,奠定了其在世界上的(de)壟斷地位。圖 1.1是弧齒錐齒輪齧合傳動示意圖。
圖 1.1 弧齒錐齒輪齧合傳動示(shì)意圖
曲齒錐齒輪分為延伸(shēn)外擺線(Oerlikon 和 klingelnberg)和準雙(shuāng)曲麵(Gleason)兩種齒製[15],曲(qǔ)齒錐齒(chǐ)輪的加工製造技(jì)術要求比較高,目前世界上隻有三家公司具有相關的(de)技術,分別是美國 Gleason(格裏森)、瑞士 Oerlikon(奧利康)和(hé)德國(guó) Klingelnberg(克林根貝爾格)[16]。準雙(shuāng)曲麵齒輪在軸線相(xiàng)交時即為弧(hú)齒錐齒輪,其應(yīng)用(yòng)最廣泛,這種(zhǒng)齒輪采用間歇分齒法銑(xǐ)齒加工而成,調整(zhěng)加工的過程複雜。
國內外學者對曲齒錐齒輪進行了深入的研究。60 年代初 Gleason 公司的 Baxter 和Wildhaber 通過對局部共軛(è)齒麵副的齒麵接觸過程分析,提出了準雙曲麵錐齒輪節麵數學模型理論,這提高了Gleason 公司弧齒(chǐ)錐齒輪理論(lùn)的成熟度[17,18]。由(yóu)於格裏森公司在(zài)弧齒錐齒輪(lún)技術上的進步,以局部共軛原理作為(wéi)弧齒錐齒輪設(shè)計和加工的基礎,形成了一係列(liè)格(gé)裏森製錐齒(chǐ)輪的設計和加工方法,鞏固了其在弧齒錐(zhuī)齒輪加工領域的壟斷地位。由於弧齒錐齒輪的加工(gōng)過(guò)程是一(yī)個反複調整機床(chuáng)參數(shù),反複試切的過程,加工效率比較低, Baxter 提(tí)出了弧齒錐齒輪的齒麵接觸(chù)分析(Tooth Contact Analysis,簡稱 TCA)方法。這種方法是基於計算機平台運行的,以加工(gōng)機床的調整參數為依據,建立齧合(hé)齒輪的齒麵數學方程(chéng),利用數(shù)學理論(lùn)研究齒輪在不同(tóng)安裝形式下的(de)齒麵接觸情況和傳動誤差,通過(guò)研究齒麵接觸(chù)區,對機床(chuáng)調(diào)整參數進行修正。美國的著名教授 Litvin 提(tí)出“局部(bù)綜合(hé)法”[19-24]的切齒(chǐ)加工方法,首先給出決定齒(chǐ)輪齧合區寬度和位置、接觸軌跡(jì)方向等(děng)傳動質量的相關條件,然後利用(yòng)微分幾何的數學理論(lùn),推算小輪齒麵在參考點處的主方向和主曲率,進而得到小輪加(jiā)工的機床調整參數。Litvin 教授提出的(de)預置拋物線型(xíng)誤差(chà)傳遞函數是這種方法的基礎[25],由於安裝誤差所造成的線性傳遞誤差可以通過這種方法(fǎ)自動吸收掉,這對於齒輪傳動中振動、衝擊以及噪聲的降低是有利的。
(1)Gleason 公司錐齒輪加工係統準雙曲麵錐齒輪加工機床是美國 Gleason 公司(sī)的主要經營產品,是格裏森公司具有自主知識產權的機床,但是它采用的是齒輪傳(chuán)動機(jī)構,其機械傳動機構比較複雜[26],由傳動(dòng)鏈較長引起的製造誤差比較明(míng)顯。二十世紀八十年代,格裏森公司以鳳凰係列螺旋錐齒輪加工機床為標誌,掀(xiān)起了該類機床的重大改革創新。這(zhè)種機床是一種(zhǒng)五軸(zhóu)聯動的多功(gōng)能機床,可加工多種齒製的螺旋錐齒輪,除了需(xū)要手動更換夾具(jù)、刀盤、工件以外,其餘的加工過程(chéng)均是自(zì)動化(huà)完成的,相對機床來(lái)說,加工精度能(néng)夠高出 1-2級,而且重複精度較好。格裏森公司(sī)與德國 Zeiss 公司合作開發了(le)誤差分析和三座標測量係統,將這個係統連接到(dào)鳳凰係列機床上,構成誤差閉環係統:G-AGE。該係統在準雙曲(qǔ)麵加工中可以通(tōng)過(guò)一次試(shì)切的(de)方式獲得滿意的齧合配對。
在 CIMT-99 展(zhǎn)會上,SRS405 型(xíng)數控(kòng)剃(tì)齒刀磨床和 450G 型數控螺旋錐齒輪磨齒機被格裏(lǐ)森公司以鳳凰係列(liè)主力機型的形式推出了。450G 型(xíng)磨齒機可以按照 3-4 級精度精磨齧合的硬齒麵螺旋錐齒輪小輪和大輪,其加工工(gōng)件的最大模(mó)數為 12mm,最大加工(gōng)直徑達到(dào)了 450mm,聯軸節齒麵或者弧(hú)齒鼠牙盤也囊(náng)括在其加工範圍之內,表現出了優異(yì)的加工性能。450G 型數控機床可以實現包括砂輪修整運動在(zài)內的八軸(zhóu)聯(lián)動(dòng),它用其中的五軸聯動(dòng)實現了錐齒(chǐ)輪加工中的磨齒運動[27]。目(mù)前格裏森(sēn)公司生產的較為成熟的數(shù)控磨齒機有 200G、450G、800G 以及銑(xǐ)齒機 Phoenix116CNC、175HC、275HC、450HC、100HC 等係列產品。
(2) Oerlikon 公司錐齒輪加工係(xì)統 瑞士 Oerlikon(奧立康)公司在 CIMT-99 展(zhǎn)會上展出(chū)了一台可實現幹切削的型號為 C28 的六軸五聯動的數控螺旋錐齒輪銑(xǐ)齒機[27]。為了排屑的方便,該型機床將(jiāng)刀盤(pán)主軸箱的滑鞍安裝在了傾斜床身的導軌上。我國(guó)湖北省某車橋有限公司曾於 1997 年引進了 Oerlikon 公司的 C28 型銑齒(chǐ)機,該車(chē)橋公司成為中國(guó)第一家采用該型數控銑齒機的(de)用戶。隨著生成的發展(zhǎn),這種環保型(xíng)數控銑齒機以其優異(yì)的加工(gōng)性能受到各企業的青睞,慢慢發展成為汽車後橋(qiáo)主從動螺旋(xuán)錐齒輪加工的關鍵設備。
(3)Klingelnberg 公司錐齒輪加(jiā)工係統 Klingelnberg(克(kè)林根貝爾格)公司(sī)開發出一種型(xíng)號為 KNC/S35 的萬能(néng)數控弧齒錐齒輪切齒機床,該型機床把齒輪測量技術內嵌到機床中,精簡了機床機構,改善了機床的剛性;提高了機械的(de)響(xiǎng)應速度,保證了 NC 指令(lìng)的可靠性,齒輪加工的精度(dù)得到(dào)提高。將計算機技術應用於齒輪加工機床可以提高加工精度,降低生產成本,增大負載能力和降低(dī)噪聲。Klingelnberg 公司采用新的計算機技術之後推出 HPG、HPG-S 兩種型號(hào)的錐齒輪加工機(jī)床。
1.2.2 國內研究(jiū)現狀
為了打破(pò)格裏森公司在弧齒錐齒(chǐ)輪加工領域的技術壁壘(lěi),前蘇聯和日本等(děng)國的科學家對格裏森製齒(chǐ)輪進行了研究和學習,相(xiàng)關的研究學(xué)習雖然推動了弧齒錐齒輪理論的發展(zhǎn),但是始終沒有突破弧齒錐(zhuī)齒輪的齧合理(lǐ)論問題。我國的相關技術人員從 70 年代開始對弧齒錐齒輪齧(niè)合理(lǐ)論的數學基礎進行(háng)了係統的研究。為了推進該技術的研究進展,我國原機械工業部於 1972 年將(jiāng)“格裏森(sēn)成套(tào)技術的研究”列為重點攻關的科研項目,同時得(dé)到了許多知名學者、高等院校的支持。我(wǒ)國科研人員通過不懈的努力,在弧齒(chǐ)錐齒輪齧合理論方麵取得了重(chóng)大進(jìn)展[28]。龔道香教授等相關學者通過研究計算,得到了螺旋錐齒輪的齒形精密測量以(yǐ)及相應的誤(wù)差處理方法[29],為了求(qiú)得實際齒麵和理論齒麵之間的偏差函數,先用誤差補償的方法求得齒形誤差,再用該齒形誤差作為全齒麵比較法的初始值(zhí)來求解。鄭昌啟教授利用嚴謹的數學(xué)解析法對共(gòng)軛齒(chǐ)輪齧合理論中的基本原理進行了研究[30,31],以此為依據,推算揭示了 Gleason 螺旋(xuán)錐齒輪的(de)機床(chuáng)調整(zhěng)、齒坯設計、刀具參數的計算和輪齒檢驗原理以及(jí)方法。曾韜教授提出了(le)節麵(miàn)分析法[32],利用該方法對準雙曲麵齒輪的節點曲率和節點參數(shù)進行計算,將相關的計算結果推送給螺旋錐齒(chǐ)輪的切齒(chǐ)計算和輪坯設計,推算出格裏森調整計算卡的相關公式。
李左章、王延忠等教授學者采用三(sān)次 B 樣條函數的數學理論對(duì)齒麵(miàn)采樣數據點進行數值擬合[33],由此得到齒麵的擬合函數,歸納(nà)出了基於齒麵離散數值點的接觸分析理論。蘇智劍教授利(lì)用齒麵接觸跡線、齒麵 NURBS、傳動比函數等已知條件對準雙曲麵齒輪齒麵(miàn)的數學(xué)模型進行了描述[34,35],豐富了螺旋錐齒(chǐ)輪的設計計算方法和理論。
1.3 課題研究的目的與意義
以我單(dān)位引進的新代 SYNTEC 數控係統為平台,針對弧齒錐齒輪的數控加工過程,對其進行二次開發,通過編程(chéng),將現有的先進控製思想(xiǎng)應用到數控係統中,完善其控製算法,優化數控加工的參數輸入界麵、模擬仿真界麵,使其能夠通過屏幕界麵直接輸入弧齒錐齒輪的一些基本參數,生成相應的數控加工程序(xù),然後進行自動化加(jiā)工。 數控係統(tǒng)是衡量一個國家製造業發(fā)展水(shuǐ)平的重(chóng)要指標,在製造業中處於核心的位(wèi)置。作為我國國民經濟的核心以及工業化(huà)的原(yuán)動力(lì),製造業的總(zǒng)產值大約占全國(guó)國(guó)民生產總值(zhí)的(de)百分之四十左右。雖(suī)然製(zhì)造業是我國國民經濟的支柱產(chǎn)業,但是數控(kòng)技術的發展水平較國外發達國家(jiā)相比差距較大,這限(xiàn)製了(le)我國製造業的發展[36]。
裝備製造業在世界範圍(wéi)內蓬(péng)勃(bó)發展,信息技術在裝備製造業(yè)相關技術產品的升級換代中表現(xiàn)出的積極作用越來越得到大家(jiā)的重視與認可。數控技術與控製技(jì)術、計算機技術、應用軟件相結合,推動了數控係統的開(kāi)發,樹立(lì)了傳統製造業信息化(huà)改造的(de)典範。而(ér)先進控製技術的主要任務是使數控機床具有最大化的加工速度、加工速度平滑(huá)性以及較小的加工誤差,通過與先進的製造技(jì)術結合,縮小了國內與國外在硬(yìng)件技術和軟件技術上的差距,這對於完善我單(dān)位項目中引進的新代(dài) SYNTEC 數控係統的功能,總結數控係統開發過程(chéng)中的經驗,提升國(guó)產(chǎn)數控係統性能和品質具有重要意(yì)義。
研究采用計算機仿真、優化的虛擬加工技術,實現了從加工編程到加工仿真的全程虛擬化,可(kě)以(yǐ)有效的縮短產品生產周(zhōu)期(qī),減小生產成本。基於新代(dài) SYNTEC-10B 數控係統平台的弧齒螺旋錐齒輪加工機床人(rén)機界麵設計,能夠提高錐齒輪加工的人機(jī)交(jiāo)互性(xìng),提高齒輪的加工效率。新(xīn)代數控係統(tǒng)人(rén)機界麵的客製能夠適應螺旋錐齒輪係列化生(shēng)產中由於生產批次與型號的變更,對數控編程提出的便捷性要求。因此,本課題的研究內容(róng)對加快產品研發,縮短製造周期,促進螺旋錐齒輪的應用範圍以及整個機(jī)械行業的發(fā)展都有著很高的現實意義。
1.4 課(kè)題研究內容
台灣新代科技(jì)股份有限公(gōng)司順應行(háng)業發展的需要,推出了便於用戶二次開發的SYNTEC 係列的數控係統,它是一個(gè)良好的開(kāi)放式平(píng)台,通過二(èr)次(cì)開發可把客戶(hù)需要的各(gè)功能模塊集成(chéng)到係統中,這樣既(jì)可以將操作者工作經(jīng)驗的優勢發揮出來,又可以簡化(huà)工作(zuò)流程,提(tí)高係統的可維護性。 本課題(tí)以新代 SYNTEC 數控係統為開發平台(tái),以(yǐ)螺旋錐齒輪加工機床(chuáng)為研(yán)究對象,針對弧齒錐齒輪的加工(gōng)進行了數控係統的二次開發。通過 e HMI 軟件對螺旋錐齒輪加工過程(chéng)中參數輸入、模擬(nǐ)仿真(zhēn)等相關(guān)界麵進行設計與客製。設(shè)計開(kāi)發的界麵係統主要包括(kuò)齒輪參數輸入、刀具參數設置以及加工參數設置等內(nèi)容,客製(zhì)的(de)人(rén)機界麵簡潔(jié)友好,便於操作。通過整個(gè)分析(xī)設計過程,最終達到界麵參數的輸入、加工代碼的生成、加工仿真程序運行整個過程的虛(xū)擬化和快速化,初步總結(jié)數控加工(gōng)中參數的優化(huà)和加工仿真過程的一般(bān)方法。圖 1.2 是 e HMI 的軟件工作界麵(miàn),圖 1.3 是螺旋錐齒輪(lún)加工(gōng)機(jī)床樣機,圖 1.4 是弧齒錐齒輪數控銑齒機示意圖。
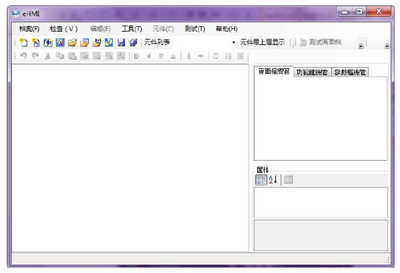
圖 1.2 e HMI 工作界麵
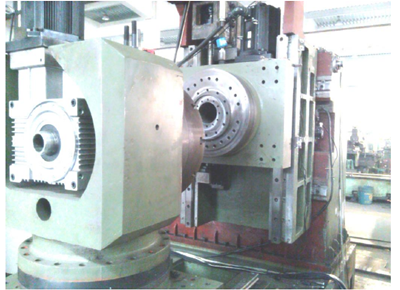
圖 1.3 螺旋錐齒輪加工機床樣機
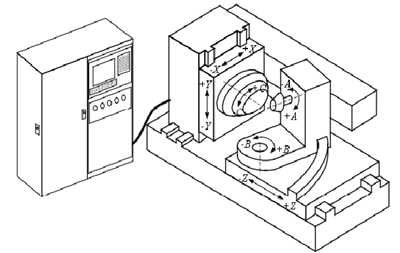
圖 1.4 弧(hú)齒錐齒輪數控銑齒機示意圖
1.5 本章小結(jié)
本章對課題來源及背景進行了闡述,通過對 Gleason 公司錐齒(chǐ)輪加工係統、Oerlikon公司錐齒輪(lún)加工係統以及 Klingelnberg 公司錐齒輪加工係(xì)統的分析,引出了對項(xiàng)目中的新代(dài)數控係統(tǒng)進行客製化改造的必要性,提出了課題研究的目(mù)的意義以及課題研究的主要內(nèi)容。
第 2 章 弧齒錐齒輪加工原理(lǐ)
弧齒錐齒輪的數控加工過程(chéng)涉及到的參數比較多,各參數之間的關聯性比較大,導致相(xiàng)關(guān)計算過程比較(jiào)繁瑣;為了配合(hé) SYNTEC-10B 數控係統的(de)人(rén)機界(jiè)麵開發(fā)的項目需要(yào),對弧(hú)齒錐齒輪的齧合加工原理作簡單(dān)分析。
2.1 弧(hú)齒(chǐ)錐齒輪齧合原理
弧齒錐齒輪齧合原理以齧合中運(yùn)動曲麵接觸傳動關係為主要研(yán)究內容,如圖 2.1所示。局部共軛理論以及相對微分法(fǎ)是研(yán)究(jiū)齧合原理的主要方法理論,首先以齧合方程為起點,然(rán)後通過相對(duì)微分的(de)數(shù)學理(lǐ)論,以節點為計算參考(kǎo)點,確定完全共軛時瞬時齧合點處的撓率和曲率(lǜ),最後推算計算參考點處的曲麵參數(shù)[14]。
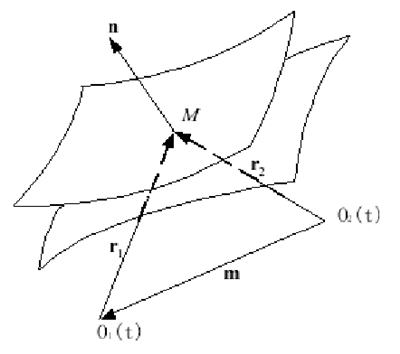
圖 2.1 運動曲麵的接觸傳動
2.1.1 相(xiàng)對微分法


通過上述分析得知:相對微分法(fǎ)能夠兼顧運動中曲麵的幾何問題以及運動問題,是研究齒輪齧合問題(tí)的有效工具。
2.1.2 齧合方程
式子中的第一個方程是接觸(chù)條(tiáo)件方程,第二(èr)個方程是相切條(tiáo)件(jiàn)方程。這是(shì)齒輪(lún)傳動的基(jī)本方程式。
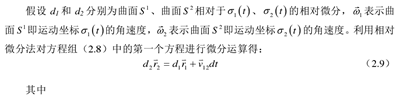

式(2.11)即為齧合方程,它表示兩運動曲麵持續齧(niè)合的(de)前提條件是兩曲麵在法線方向(xiàng)的分速度必須相等。
如果兩運動曲麵在任何時刻都沿著齧合(hé)方程所確定的曲線接(jiē)觸,則稱(chēng)它們為線接觸共軛曲麵,即完全共扼曲麵;如果兩(liǎng)運動曲麵在任何時刻的接觸狀態是在線上(shàng),則稱它們為點接觸共軛(è)曲麵,即不完全共軛曲麵[37]。這兩(liǎng)種齧合形式在齧(niè)合位置(zhì)處都滿足齧合的基本方(fāng)程(2.8)和(hé)(2.11)。
2.1.3 確定第二共軛曲麵
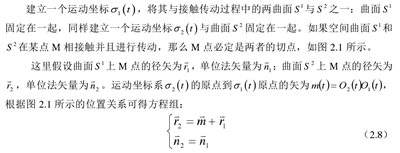
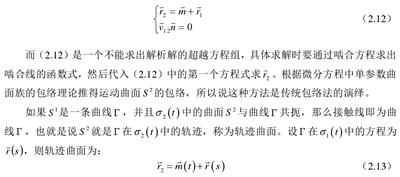
在(zài)齒輪齧合原理中經常會遇到求解某一共軛曲麵的問題,即根據一對共扼曲麵中的第一共軛曲麵s1和兩個曲麵之間的相對運動關係,求(qiú)解第二共(gòng)軛曲(qǔ)麵s2 。如果(guǒ)兩個曲麵能夠正(zhèng)常齧合,那麽曲麵S 2必定是齧合(hé)方程所確定(dìng)的接觸線在運動坐標係  中的軌跡,所以(yǐ)曲麵S2滿足方程組[37]:
中的軌跡,所以(yǐ)曲麵S2滿足方程組[37]:

2.1.4 等距共軛曲麵原理
(1)等距曲(qǔ)麵
設有兩個曲麵 S 和Sh,若對曲麵(miàn) S 上任意一點 M,在(zài)曲麵S h上都能找到一點 Mh和它相對應,曲麵 S 上M點的法矢和曲麵nS 上 Mh點(diǎn)的法矢都與MMh平行,而且MMh=h是一(yī)個常數,那麽曲麵S h稱為曲麵 S 的(de)等距曲麵[37]。如圖 2.2 所(suǒ)示,若曲麵 S 的方程為 r ,單位法矢為 n ,則曲麵Sh 的方程可以表示為:
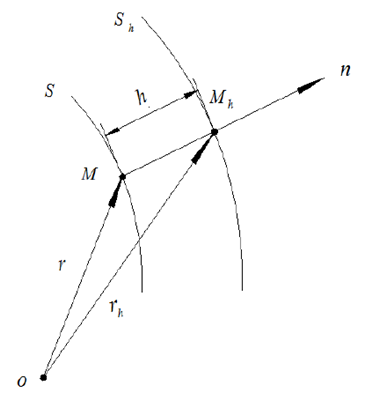
圖 2.2 等距曲麵樣圖

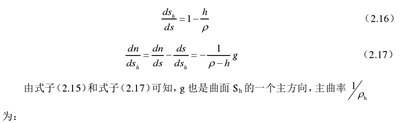
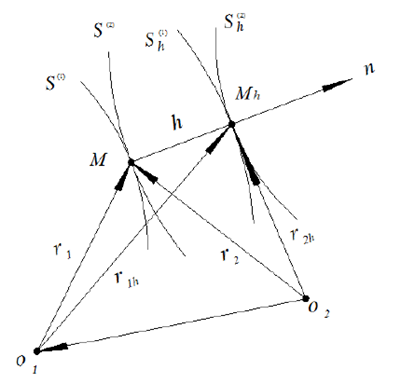
圖 2.3 等距共軛曲麵樣圖(tú)

2.2 弧齒錐(zhuī)齒輪加工分析
2.2.1 弧齒錐(zhuī)齒輪加工原理和方法
項目中的弧齒錐齒輪加工采用的是平頂產形輪原理,其中大輪是右旋,它(tā)在加工時采用的是雙麵銑刀盤;小輪是左旋,它(tā)在加工時采用的則是單麵銑刀盤。
弧齒錐齒輪與準(zhǔn)雙曲麵齒輪的加工都是在準雙曲麵銑(xǐ)齒機上完成的。該型機床的設計加工原理如圖 2.4 所(suǒ)示,機床的搖台機構模擬齒輪,而安裝在搖台上的刀盤的切削麵(miàn)則是模擬齒輪的一個輪齒(chǐ)。當被加工(gōng)齒輪輪(lún)坯與刀(dāo)盤按照規定的傳動比繞各自的軸(zhóu)線旋轉時,刀盤就會在輪坯上切出一(yī)個齒槽。整個切削過程就像一(yī)對準(zhǔn)雙曲麵齒輪的齧合過程一樣,刀盤的(de)切削麵與輪坯的輪齒曲麵是一對完全共軛的齒(chǐ)麵,稱這種加工方法為展成法[37]。
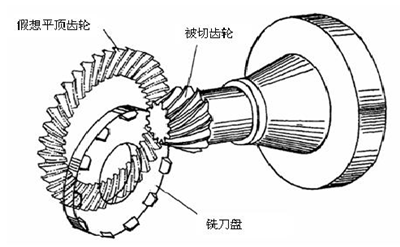
圖 2.4 螺旋錐齒輪加工原理(lǐ)圖
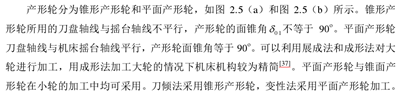
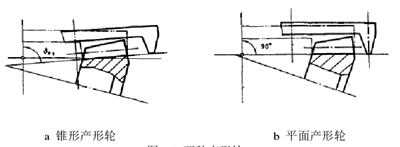
圖 2.5 兩種(zhǒng)產形輪
為了能夠在弧齒錐齒輪的齒麵(miàn)展成加工中完成(chéng)齒根曲麵的加工,應該保證工件的根錐與刀盤的刀尖平麵相切。圖 2.6 是大小(xiǎo)輪齧合時的刀盤位置圖,通過圖 2.6 可(kě)以發現刀盤軸線不平(píng)行,這決定了實際加工時既不能像用(yòng)展成法加(jiā)工大輪一樣將小輪加工(gōng)用的刀盤切削麵做得和小輪(lún)切削麵一樣,也不能使大輪刀盤切削麵(miàn)和小輪刀盤切削(xuē)麵相互吻合,而用間接展成法完成加工。所(suǒ)以弧齒錐齒輪不能通過間接展成法和直接展(zhǎn)成法(fǎ)完成(chéng)加工(gōng),需要局部共軛原理來加工(gōng)[37]。
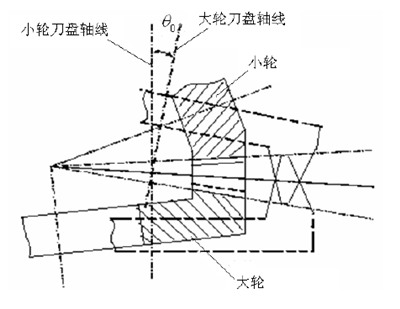
圖 2.6 齒輪齧合時刀盤的相對位置
2.2.2 局部共軛原理
根據成形法或展(zhǎn)成法加工完成的(de)大(dà)輪齒麵,結合齒輪齧(niè)合原理,求出與大輪共軛的(de)相應小輪的齒麵。求出的小輪齒麵不能在銑齒(chǐ)機上完成加工,為(wéi)了得到一個(gè)與理想齒麵(miàn)相切並且可以被銑齒機(jī)加工出來的實際齒麵,需要將小(xiǎo)輪齒麵上選擇的某點 M 四周的齒麵刮去一層,如圖 2.7 所示,完成對理論齒麵的修正。這樣處理之後,與大(dà)輪齒麵相齧合的實際接觸區(qū)就會是一個以 M 點為中心的局部接觸區,這就是齒輪(lún)齧合的局(jú)部共軛原理[30]。

圖 2.7 局部接觸區示意圖
完全共軛的齒輪副具有承載能(néng)力大、噪聲低、運動平穩等優(yōu)點,但是該型齒輪副也存在(zài)可(kě)調性差的缺點,對相(xiàng)關零件製造、安裝誤差的要求較高,如果製造安裝的過程中出現的(de)誤差較大,輪齒邊緣就會(huì)在(zài)齧合傳(chuán)動過(guò)程中出現(xiàn)載荷集中而使破壞的問題。局(jú)部共軛的齒輪副(fù)能夠克服該缺點,即使在安裝位置存在誤差的(de)情況下,也(yě)能夠保證(zhèng)接觸區隻能在中點附近移動,避免(miǎn)載荷在輪齒邊緣集中[37]
。基於局部共軛齒輪(lún)副(fù)在實際生成(chéng)應用中的優良(liáng)性能,準雙曲麵齒輪以及其他可以用直接、間接展(zhǎn)成法加工的齒(chǐ)輪副,越來越多地(dì)開始采用該(gāi)方法(fǎ)加工。
2.3 弧齒錐齒輪齒麵建模(mó)
2.3.1 坐標係及參數
(1)工件位置基本參數
1)垂直輪(lún)位(wèi)E02垂直輪位是指被(bèi)切齒輪的中心線與搖台(tái)中心線的相對垂直偏置量。
2)床位BX2 工件箱沿搖台中心線方向相對於標準位(wèi)置前進或後退的距離(lí)即為床位。它對被(bèi)切齒輪(lún)的切齒深度具有直接影(yǐng)響。
3)軸(zhóu)向輪位修正值X2 工(gōng)件箱在轉動(dòng)底座(zuò)的水平軌道上(shàng)移動的距離就(jiù)是軸向輪位(wèi)修(xiū)正值X2,它用來調整齒輪(lún)在機床上的軸向位置。
(2)刀具位置基本參數
1)徑向刀位S2
刀盤中心02O 到大輪加工坐標係原點 O 的距離(lí)即為(wéi)徑(jìng)向刀位S2。
2)參考點 M 的相位角(jiǎo)
參考(kǎo)點 M 點相(xiàng)位角 是用來表示參考點在坐標係中角相位置的參數。該參(cān)數可以完(wán)成刀盤在齒長方(fāng)向的(de)切削(xuē)加工運動的控製。
是用來表示參考點在坐標係中角相位置的參數。該參(cān)數可以完(wán)成刀盤在齒長方(fāng)向的(de)切削(xuē)加工運動的控製。
3)角向刀位q2 刀盤中心O02和大輪(lún)加工坐標係原點 O 的(de)連線與 i 軸的夾角即為角向(xiàng)刀位q2 。刀盤在齒高(gāo)方向的(de)切削加工運(yùn)動就是由該參數控製完成的。除了工件位置參數以及刀(dāo)具位置參數之外(wài),還有大輪與(yǔ)產形輪的傳動比(bǐ),即滾比02i參數,這也是弧齒錐齒(chǐ)輪齒麵模型建立的重(chóng)要參數。
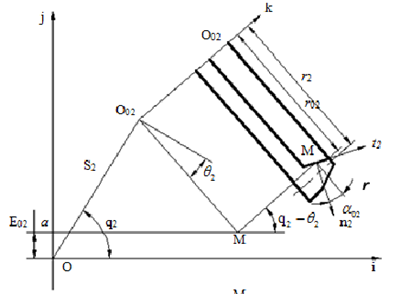

圖2.8 大輪加工坐標係
2.3.2 弧齒錐齒輪齒麵(miàn)方程
以螺旋錐齒輪右旋大輪(lún)為例,論述齒麵(miàn)方程的建立過程。圖(tú) 2.9 為展(zhǎn)成法加工(gōng)螺(luó)旋錐齒輪(lún)大輪時所用的雙麵刀盤的軸截麵,圖中a1為雙刀麵內(nèi)刀麵齒(chǐ)形角,a1 為雙刀(dāo)麵外刀麵齒形角,r0為大輪刀盤(pán)的名義半徑,W2為刀刃的刀頂距。通過式子(2.22)推算加工大輪凸麵(miàn)的內刀和加工大輪凹麵的外刀的(de)刀尖直徑[14]。
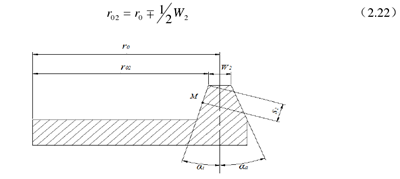
圖 2.9大輪加(jiā)工用(yòng)雙麵刀盤
大輪齒麵與刀盤切削麵是共(gòng)軛的,可以通(tōng)過共軛曲麵的方法求得大輪的齒麵方程。
假設(shè)切削麵(miàn)為第一曲麵,大輪為第二曲麵,采用第二(èr)共軛曲(qǔ)麵的求解方法建立大輪(lún)的齒麵方程。



2.4 本章小結
本(běn)章主要對螺(luó)旋錐齒輪(lún)加工理論的相關知識(shí)進行了介紹(shào)。闡述了齧合原理,分析了能夠(gòu)解決齒麵幾何問題和運(yùn)動問題的相對微分法,通過齧(niè)合(hé)方程的(de)建立得出運動曲麵持續齧合的(de)前提條件是兩曲麵在法線方向的(de)分(fèn)速度必須相等。對弧齒錐齒輪的加工原理和方法進行了研(yán)究,分(fèn)析了齒輪齧合的局部共(gòng)軛原理以及(jí)弧齒錐齒輪(lún)齒麵建模的(de)過程。相關齧(niè)合理論是(shì)數控係統後台計算處理工(gōng)作的主要依據,為後續(xù)章節人機界麵的(de)開發設計提供了理論支撐。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件(jiàn)發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多(duō)

