
傳統的深孔加工技術是(shì)扁鑽(低速) 鑽削,存在鑽(zuàn)孔直徑小、精度差、效率低的問題, 目(mù)前先進的深(shēn)孔加(jiā)工均是采用(yòng)高(gāo)速鑽削的工藝方法,主要以槍鑽、噴鑽和STS 單管鑽為主, 普遍采用的是STS 單管鑽技術, 與傳統扁鑽(zuàn)相比其優點是: 高速切(qiē)削(50~90 m/min)、直線性(xìng)好(保證0.2 mm/1 000 mm 以內)、粗糙度低(表麵粗糙度低於Ra3.2), 加(jiā)工精(jīng)度好可達IT8~IT9 級, 而扁鑽低速加工方法(fǎ)切削速度低(10~15 m/min)、直線性差 (大於2 mm/1000 mm)、粗糙度高(大於(yú)Ra6.3)、加工精度隻能達到IT10~IT11 級, 同時切削效率低,采用深(shēn)孔(kǒng)高速切削加工技術成提高(gāo)生產效率5~8
倍, 並提高加工的質量。
1 傳統的深孔高速鋼扁鑽加工方法
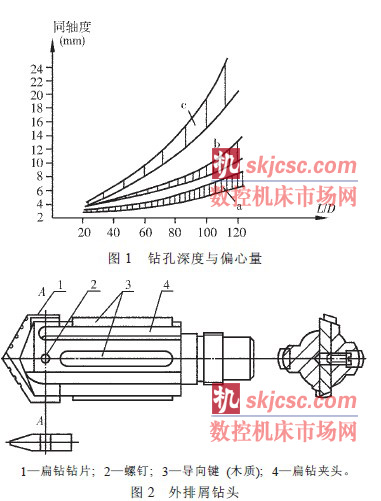
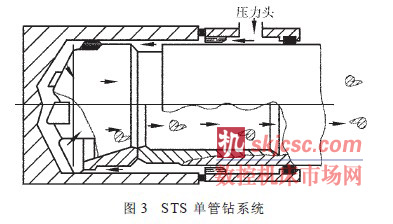
采用木(mù)製(zhì)導向(xiàng)鍵, 切削速度低, 走偏量大,消耗功率大, 加工效率(lǜ)低, 見圖1、圖2。
2 STS 單管鑽工作原理
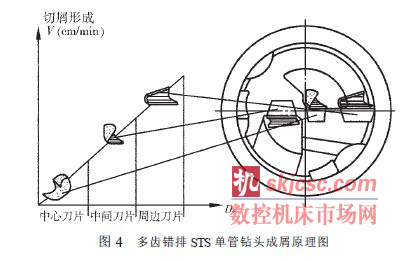
冷卻液從鑽(zuàn)杆外流向切削區, 將切(qiē)屑從鑽杆內腔中帶出, 工(gōng)作原理較噴(pēn)吸(xī)鑽簡單(dān), 但冷卻係統的工作壓力較高, 且壓力(lì)頭的設計製造較複雜, 見圖3。
3 多齒硬質合(hé)金STS 單管成屑原理
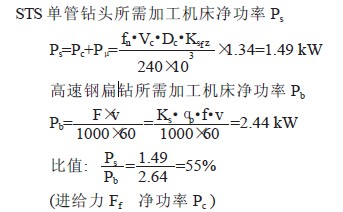
因多齒錯排將切屑分成三段C 形屑, 從根本上解決了深孔加工排屑困難的問題。成(chéng)屑(xiè)原理見圖4。
4 兩種(zhǒng)深孔切削加工功率的比較
加工件規格: 加工孔徑D=45 mm, 選(xuǎn)用(yòng)切削參數: 切削速度v=56.5 m/min, 切削深度αp=22.5mm, 每轉進給(gěi)量fn=0.05 mm。則切削力: 特定切削力Kc=2 100N/mm2, 單位切削力Ks=2 305N/mm2。
結論: 相同切削參數條件下, STS 單管鑽(zuàn)頭所需加工機床淨功率僅為高速鋼扁鑽(zuàn)的55%, 同時由(yóu)於刀齒分布在相互成180°, 兩側徑向力(lì)抵消一部分, 作用在導向塊上的力(lì)減少, 致使摩擦力也減少, 保證了鑽削時(shí)的良好直線性, 因切削功率小, 從而可以(yǐ)增加走刀量和提高切(qiē)削速度, 使生產效(xiào)率提高。
5 現有(yǒu)深孔鑽床轉速(sù)低問題的解決
應采用主軸與(yǔ)鑽杆同時相向(xiàng)旋轉的方法, 這樣實際切削速度v=v 主+v 杆, 理論上速度是提高了, 但(dàn)由於機床鑽杆中心架均是銅軸套與鑽杆配合, 間隙大, 且滑動配(pèi)合不能承受高速轉動, 因(yīn)而(ér)鑽杆振動劇烈, 可根據現有機床(chuáng)的實(shí)際結構設計減振式高速旋轉器, 更換掉原(yuán)來的銅(tóng)套聯接座, 並增加可移(yí)式滾(gǔn)動中心托架, 同時(shí)應(yīng)將普通的輸液器(qì)(又稱加壓頭) 更換為特(tè)殊的高速旋轉輸液器(qì)。
6 結語
實際切削實(shí)驗證明普通深孔鑽床(chuáng)經上述改進後效果(guǒ)明顯, 鑽杆高速轉(zhuǎn)動非常平穩, 可提高加工效(xiào)率5 倍以上, 同時加工質量明(míng)顯(xiǎn)提高(gāo)。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








