
1 前言(yán)
五(wǔ)軸加工中心以其高精度、柔性化的特點,是現代模具CAD/CAM加工中不可或缺的一項重(chóng)要技術和手段。模具的工件(jiàn)形狀複雜,表麵質量要求高(gāo),特別(bié)是一些軍工產品,對銑(xǐ)削加工提出了很高(gāo)的要求,而五軸加(jiā)工可以在一次裝夾後,從多個(gè)麵對工件(jiàn)進行加工,不但可以節省裝夾時間及輔助測量裝置,而且提高(gāo)了加工的位置精度,所以五軸加工中心是複雜零件加(jiā)工的(de)一種不(bú)可缺少的方式(shì)。
本文以我校VDW- 320 五軸加工中心機床為基礎,它係統采用SIEMENS840D,工作台工作行程1000×
550×450,回轉工作台直徑320,刀具容量為24 把,最高轉速10000r/min,其中A 軸工作範圍+30 度到- 120度,C 軸可以實(shí)現360 度。通過研究其對單個葉輪的實體仿真(zhēn)模擬(nǐ)技術和後置處理技術以及整個加工(gōng)過程,研究開發,使機床能夠充分、合理、正(zhèng)確地應用於模具及複雜零件的加工。
2 單葉片曲麵零件加工工藝及後置處理
2.1 單葉片曲麵零件圖
本文以單葉片曲(qǔ)麵零件為例,研究VDW- 320 五軸數控機床加工工藝。圖1 為單葉片曲麵零件(jiàn)形(xíng)狀、尺寸及毛(máo)坯。
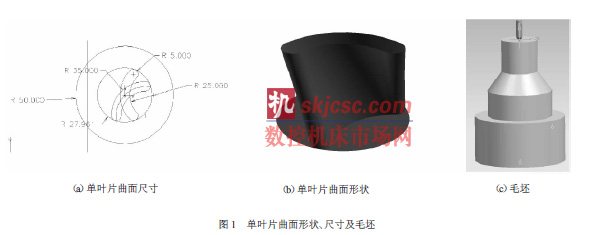
該零件由於部分(fèn)曲(qǔ)麵法向量與Z 軸夾角大於180°,不(bú)能(néng)采用(yòng)兩(liǎng)軸半或三軸加工,隻能采用四軸或五軸加工,也可采用五麵體加工技術,這裏(lǐ)為了開發驗證五軸(zhóu)後置處理技術(shù),采用五軸五聯動編(biān)程技(jì)術。
2.2 單葉片(piàn)數控編(biān)程
在SurfCAM軟件環境下,進行粗加工、半精加工和精加工編程,數控編程(chéng)參數見表1。

粗加工刀(dāo)具路徑,采用3axis Auto Rough,為了方便編程,坐標係設置為cview,分別設置(zhì)為cview5和cview6,半精加工刀具路徑(jìng),采用3axis Planar 編程,坐標係設置(zhì)為cview,分(fèn)別設置為cview5 和cview6。
2.3 後置(zhì)處理(lǐ)技術(shù)研究
後置(zhì)處理是研究軟件與機床接口的技術,正確的後置處理是機床能夠正確運行的關鍵,沒有正確的後置處理,機床將(jiāng)不能完成預定的加工。後置處理技術涉及機床結構、機床控製器種類和型號及參數、編程軟件相關設置等多種內(nèi)容。
3 虛擬數(shù)控仿真
3.1 模擬環境的建立
為(wéi)了進一步驗證編程程序及後置處理結果的正確性,需要在實際機床上進行試切削加工,這樣需占用機器(qì),浪(làng)費時間,同時又沒有(yǒu)安全保障,一旦程序(xù)有絲毫錯誤,將可能造成嚴重的損失。這裏作者配製的(de)虛擬模擬機床,在虛擬的環境下進行加工(gōng)。虛擬的模擬機床參照實(shí)際(jì)機(jī)床的配製,通過三維造型建立機床運動模型,並建立機床的(de)控製器驅動程序。建(jiàn)立(lì)的模擬機床還(hái)需配製毛坯信息及刀(dāo)具信息。
3.2 虛擬仿真
配置好機床後(hòu),就可(kě)以進行虛(xū)擬仿真(zhēn)了,從仿真結果看出,刀具路徑沒有錯誤,加工的(de)形狀符合設計要求。
3.3 精度檢測
在仿真結束後,還可進一步(bù)對加(jiā)工的結果進行檢測,測量其加工精(jīng)度。通過測量間距與最大加工誤差,誤差在0.01mm 左右,最大間距1.5mm。由結果(guǒ)可以看出,加工精度符合要求。
4 實際加工
通過理(lǐ)論驗證與數控虛擬仿真檢驗後,可以進行(háng)零件的實際加工了。本零(líng)件雖然通過多次修改編程參數,但在(zài)機床上隻進行了兩次試驗加工,而且隻是試驗部分刀具路徑,大大減少了對機器的占用與出錯的幾率。
5 結束語
通過對單片葉輪曲(qǔ)麵(miàn)的加工與仿真結果的(de)檢測與(yǔ)對比,兩者結(jié)果幾乎一致。這說明五軸機床後置處理編製正確、虛(xū)擬仿真環(huán)境建立(lì)與開發正確、五(wǔ)軸程序編寫正確。
此項技術解(jiě)決了VDW- 320 五軸機(jī)床的後置處理即與軟件的接口問題,可廣泛應用來(lái)加工各種複(fù)雜模具或機械(xiè)零件。現在(zài)國外一些先進的機床製造商正在(zài)構想一種全新的“加工中心”,它(tā)將是萬能型的設備,可用於車削、銑削、磨削、激光加工等(děng),成為(wéi)真正意義上的全功能的加工中心。
如果(guǒ)您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合(hé)作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








