
0 概述
通過對台灣高明精機KM- 3000SD 龍門式加工中心機(jī)械手的換(huàn)刀過程的(de)動作(zuò)分析和研究, 我們設計了一種新(xīn)型刀套, 使用這種(zhǒng)刀套減少了機械(xiè)手換刀的動作數(shù)量。
1 刀套(tào)結構及(jí)其換刀過(guò)程的分析
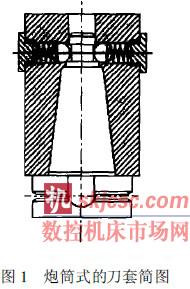
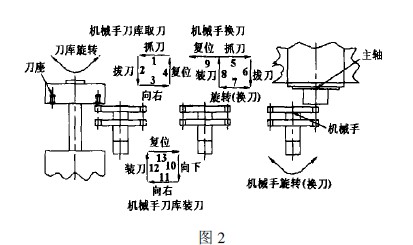
在換(huàn)刀過程當(dāng)中, 刀套的形式對自動換刀的(de)工作效率起很大的影響。台灣高明精機KM- 3000SD 龍門式加工中(zhōng)心(xīn)刀庫的刀套形式是傳統的炮筒式結構, 如圖1 所示。它是由4 個彈簧將鋼珠與刀柄的拉釘壓緊(jǐn), 來實現對刀具的固定(dìng)和鎖緊(jǐn)。這種結構對應的換刀過程可以歸納為如圖(tú)2 所示的過程。從中(zhōng)我們可以看到(dào)它的換刀過程(chéng)可分為機械手刀(dāo)庫取刀(dāo)、機(jī)械手(shǒu)換刀、機械手刀(dāo)庫裝刀三個部分。
機械手刀庫取刀: 主(zhǔ)軸工作時, 機械手將程(chéng)序中所使用的下一把刀從刀庫中取出, 作好換刀準備。它共需要4 個動作(1- 2- 3- 4)
機械手換刀: 當需要換刀時, 主軸回到換刀點, 圓周定位。機械手抓刀、拔刀。在拔刀時, 被拉緊的刀具拉釘鬆開, 主(zhǔ)軸(zhóu)孔內(nèi)吹氣。機械手旋轉180o ( 換刀) , 機(jī)械手(shǒu)裝刀, 刀具的拉釘被(bèi)拉緊。機械手複(fù)位。防止(zhǐ)機械(xiè)手與主軸幹涉。它共需要5 個動作( 5- 6- 7- 8- 9)機械手刀庫裝刀: 在主軸(zhóu)工作時, 機械手將換(huàn)下的刀具裝到刀庫中。刀庫旋轉準備(bèi)下一把加工刀具。它共需要4 個動作( 10- 11- 12- 13) 。
機械(xiè)手換刀的5 個動作(zuò)( 5- 6- 7- 8- 9) 是不可少的, 而其(qí)餘的8 個動作僅僅是為了完成機械手到刀庫的裝刀、取刀。機械手從刀庫取刀、裝刀的動作太多, 機構複雜, 時間長。
因此, 我(wǒ)們考慮通(tōng)過對刀套的改進(jìn)來減少機械手的動作。
2 刀套結構的(de)改進及其換刀過程的簡化
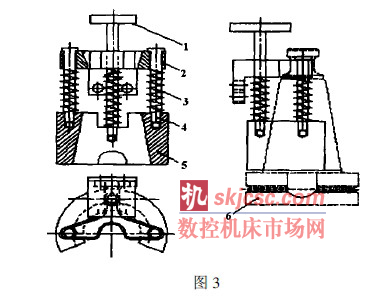
我們設計的刀(dāo)套結構如圖3 所示(shì)。這種結構是依(yī)靠(kào)拉杆1 帶動半圓錐刀具套(tào)筒5 及導柱4 沿固定架2的導向套向上運動或向下(xià)運(yùn)動, 固(gù)定架2 固定在刀庫的(de)鏈條上, 固定(dìng)架2 的上表麵卡住刀具的拉釘部位, 防止刀具掉下。使(shǐ)刀(dāo)具在高度方向上有一個正確的定位。
當機械手到刀庫(kù)抓刀時, 5 抬高(gāo), 鬆開刀具, 半圓(yuán)錐刀(dāo)具套筒5 及固定架2 上的缺口方(fāng)便機械手將刀具取走, 在彈簧3 的作用下, 5 落下將刀具鎖死。機械手(shǒu)離開。當(dāng)機械手到刀(dāo)庫(kù)裝刀(dāo)時, 5 抬高, 鬆開刀具, 機械手(shǒu)將刀具送(sòng)進(jìn), 固定架2 缺口的上表麵卡住刀具(jù)的拉釘部位, 防止刀具掉下, 在彈(dàn)簧(huáng)3 的作用下, 5 落(luò)下將刀具鎖死, 機械手離開。
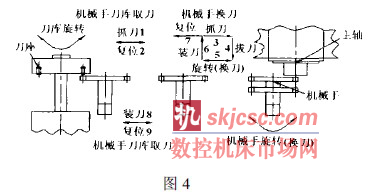
這種結構簡化了機械手到刀庫(kù)取刀、裝刀的動作。換刀的過程如圖4 所示。
3 結束語(yǔ)
通過對刀庫刀套結構形式的改進設計, 機(jī)械手到刀庫取刀、裝刀動作由原來的13 個動作(zuò)減少為9 個,動作減少(shǎo), 大大簡(jiǎn)化了機械手換刀機構的複雜性。刀具在刀庫刀套(tào)的這種固定形式, 也(yě)提高了可(kě)靠(kào)性和(hé)安全性。
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

