
大(dà)長徑比薄壁鋁管件( 長徑比(bǐ)大於10,壁厚小於3 mm) 廣泛應用在(zài)直升機上,其材料的性能和加工(gōng)質量關係著直升機功能的發揮。鋁材具有質量輕、剛性(xìng)不足、易變形(xíng)。鋁材隻能車削加工(gōng),不能采用磨削。對大長(zhǎng)徑比薄壁鋁管件,其毛(máo)坯一般采(cǎi)用定製的專用管材,其車削質量不僅(jǐn)取決於管材質量,也取決於管材的裝夾方式(shì)、車削方法等。結合作者多年的(de)加(jiā)工經驗,介紹了一(yī)種典型的大(dà)長徑比薄壁鋁管(guǎn)件(jiàn)車削加工方法,可供有關(guān)同行參(cān)考。
1 鋁管件的結構技術要(yào)求及其工藝難點
1.1 結構技術要求
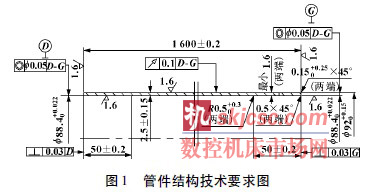
管件具有大的(de)長徑比( 大於17) ,壁厚1. 6 ~ 2. 5mm,長1 600 mm,材料為合金鋁材,其原(yuán)材料用鋁(lǚ)管材。管件的結構技術要求如圖1 所示。兩端支口(kǒu)孔尺寸精(jīng)度高且有(yǒu)同軸度要求(qiú),外圓對兩端支口孔有跳動要求且尺寸公差也要求(qiú)較高,壁厚尺寸控製不僅與車削有關也與管(guǎn)材(cái)的質量有(yǒu)關。
1.2 工藝技術難點
管件壁薄、長徑比大,剛性差,極易變形(xíng),裝夾困難,對原材料鋁管材的要求高(gāo),技術要求高,受加工檢(jiǎn)測環境影響大。
2 對(duì)鋁管材的要求
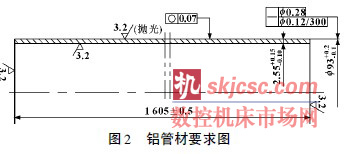
鋁管材的(de)質量直(zhí)接影響到管件的車削質量,如壁厚、橢圓、尺寸、跳動、變形情況等等。因此鋁管材必(bì)須(xū)在(zài)下(xià)麵幾方麵滿足(zú)一定要求: 橢圓度、直線度、壁厚尺寸控(kòng)製、應力全部釋放、局部非圓周方向傷痕(hén)允許0. 025 mm、不允許有(yǒu)大的彎曲及扭曲變形等等。
鋁(lǚ)管材具體要求如圖(tú)2 所示。
3 工藝設計及具體實施方式(shì)
此管件用在某直升機(jī)上,是尾傳部件的主要零件(jiàn),其它零件直接或間接通過膠(jiāo)接和機械組合在此管件的兩(liǎng)端,部件要求動平衡且不平衡值要求小,因此管件的製造質量(liàng)關係(xì)到整(zhěng)個部件的質量。根據(jù)對管件的結構特點及工藝技(jì)術分析,結合以往加工經驗,要求管件必需一次安裝加工完(wán)成。為此,作者(zhě)從機床選用、夾具設計製造及裝夾方式、刀具選用、切削參數、環境要求、過程(chéng)控製等幾方麵(miàn)確定製(zhì)定工藝方案及其實施方式。
3.1車床的選用及其準備(bèi)
普通車床的精度難以滿足產品的加(jiā)工要求(qiú),必須選用精密普通車床或精密數控車(chē)床。所選用的車床主(zhǔ)軸跳動要在0. 005 mm 以內,Z 軸導軌直線度要求在1 000 mm 範圍內不大於0. 015 mm,並與機床主軸軸心線平行,走刀無爬行現象。機床尾頂尖采用活動頂尖,其運轉靈活且旋轉跳動不大於0. 01 mm。每批次車削前(qián)應車60°專用前頂尖( 用卡盤裝夾) ,車削好後不鬆(sōng)開,以確保此頂尖跳動及與尾頂尖同心。
3.2夾具(jù)設計
( 1) 由於零件隻(zhī)能一次安裝加工完成,因(yīn)此夾具考慮采用車工心棒式樣,且滿足(zú)下列要求: 質量輕,剛性好,必須經過動(dòng)平衡和靜平衡試驗(yàn),裝夾零(líng)件方便、可靠。
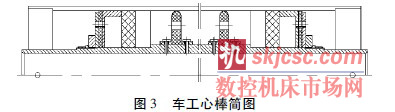
( 2) 心棒主體采(cǎi)用鋼管,兩端采用中心孔(kǒng)作為支承基準裝(zhuāng)在車床前後頂尖上。心棒上均布5 個定位套,定位(wèi)套與心棒無隙滑(huá)合,定位套外(wài)圓根據鋁管材的實際孔徑配0. 01 ~ 0. 04 mm 間隙(xì),定位套腹板上沿(yán)圓(yuán)周鑽均布6 個孔,便於蠟能順利(lì)流動並(bìng)灌滿。心棒簡圖(tú)如(rú)圖3 所示。
3. 3 鋁管材的裝夾方式
鋁管材的裝夾方式直接影響到管件的車削質量,這一(yī)過程是關鍵。管材采用灌蠟安裝(zhuāng)固定,所選用的蠟不(bú)能是純淨的(de)蠟,必須(xū)參(cān)入一定量的防滑顆(kē)粒,以增加摩擦阻力(lì),滿足車削力及離心力的需要。所灌蠟的濃度(dù)、加熱溫度、灌蠟的速度要掌控好。安裝前以車床(chuáng)前後頂尖支承心棒中心孔檢查心棒測量基準跳動不(bú)大於0. 015 mm,鋁管安(ān)裝在心棒(bàng)上灌蠟前後應在加工車床上檢查其均布5 個截麵跳動不大於0. 12 mm。
3.4 車刀的確定
刀具(jù)材料及其切(qiē)削角、刀尖角、刀(dāo)尖(jiān)圓角影響車削的切削力(lì)大小和粗糙度,粗車使用(yòng)硬質合金90°偏刀及鏜(táng)刀,精車使用人造金剛石車刀,刀尖圓角一(yī)般取R0. 2 ~ 0. 4。
3.5 切削參數的確定
零件固定是靠蠟的(de)摩擦力實現的,也靠摩擦(cā)力抵消切削力,因此切削力必(bì)須要小。通過對國產鋁材和進口鋁材車削狀況的對比,從車削過程中切削熱的多少(shǎo)和變化、刀具磨損、尺寸變化、粗糙度(dù)等幾方麵考慮,選定車床主(zhǔ)軸轉速70 ~ 80 r /min,粗車進刀量0. 1 mm/r,精(jīng)車(chē)進刀量0. 05 mm/r。先車削外圓及一端支口(kǒu)孔,掉頭車削另一(yī)端支口孔。
3.6 環境要求(qiú)
環境狀況對鋁管的裝(zhuāng)夾(jiá)、加工及尺(chǐ)寸影響很大,加工現(xiàn)場(chǎng)環境溫度要求控製在17 ~ 23 ℃,濕度30% ~ 80%。
3.7 過程控製
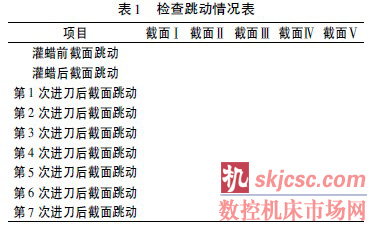
過程(chéng)控製及過程跟蹤非常重要,可以(yǐ)及時發現加工過程中可能出現的質量問題並及時采取措施。在車削過程中要(yào)求不同時段檢查各個截麵的跳動,各檢查截麵(miàn)分為5 處均勻分布,其檢(jiǎn)查跳動情況表見表1。
3. 8 零(líng)件的運轉
由於大長徑比薄壁鋁管極易變形,在鋁(lǚ)管材與鋁管件的周轉過程中要設計製造專用零件箱(xiāng),根(gēn)據其重心位置和結構(gòu)設計合理的支承點(diǎn),夾(jiá)持部位要用軟材(cái)料,以防劃傷零件表麵。
4 結束語
大長徑比薄(báo)壁鋁管件廣泛應用在直升機上,文中提出的大長徑比薄壁鋁(lǚ)管件的(de)車削加(jiā)工工藝能確保產品(pǐn)質量,可為其他類(lèi)型鋁管件的車(chē)削(xuē)加工提供借鑒。但要持續穩定保證產品質量,實現大批量生產,加工(gōng)過程中必須要切實做到以下幾點:
( 1) 管件(jiàn)的原材料(liào)管材必須保證在要(yào)求範圍內,其橢(tuǒ)圓度、直線度直接影響到管件的裝夾質量及(jí)變形大小。 ( 2) 車工心棒的製造質量、定位套與鋁管的(de)間隙大小,所灌蠟的濃度、溫度、速度要掌控好。 ( 3) 嚴格按工藝確定的切削參數進行(háng)加(jiā)工。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








