

汽車行業中發動機曲(qǔ)軸,凸輪軸類零件的(de)磨削(xuē)是重要工藝,汽車業的(de)飛速發展(zhǎn)對曲軸(zhóu)類零件的磨削加工也提出更高生產效(xiào)率的要求,磨削速(sù)度亦隨之越來越(yuè)高,隨之帶來(lái)一係列(liè)磨削燒(shāo)傷及應力產生等問題,現就這(zhè)些磨削質(zhì)量與技術問題進行探討。
關於(yú)高(gāo)速磨削燒傷及其應力問題
軸類零(líng)件磨削燒傷一般可分為兩類(lèi),一是表麵(miàn)明顯過熱(rè)燒傷,肉眼可見,此時,零件加工表麵工作硬度已喪失,應力高度集中,屬報廢情況(kuàng);另一類是肉(ròu)眼不可見的表麵磨削燒傷,使零件表(biǎo)麵工作硬度有所下降,由(yóu)於切削功(gōng)率(lǜ)熱(rè)效應,使金屬材料(liào)在一定深度的金相組織(zhī)發生變化,由溫度變化梯度產生了相應層麵的(de)熱變形(xíng)應力。此時零(líng)件如在(zài)短期中使用無大(dà)影響,但工作壽命(mìng)不長,在今後發動機長期(qī)工(gōng)作中,應力會(huì)逐步釋放而影響發動機工作,二加工應力產生除燒傷引起外,還可由切削擠壓產生的擠壓應力引起。由磨削機(jī)理可知,軸類零件(jiàn)表麵在經過高速磨削時,微觀表麵可看作工件表麵某質點(diǎn)在受到擠壓尚未彈性恢複時又再受到擠壓,從而部分失去材(cái)料的彈性變形,這些情(qíng)況是在砂輪主軸由滾動軸承支承下磨削產生的,即整個磨削在砂(shā)輪與零件、主軸(zhóu)與軸承之間完(wán)全剛性接觸中完成的。實際上,滾動軸承支(zhī)承砂輪主軸在磨削中會有振動及較大噪聲,這樣零件被磨削(xuē),表(biǎo)麵會額外產生振紋,並影響工件表麵光潔度(dù)的提高。而靜壓軸承支承的砂輪主軸,在磨削時軸承與主(zhǔ)軸是柔性接觸,不會出現剛性接觸(chù)中的那種(zhǒng)振動。
新型超音速磨削動靜壓軸承技術
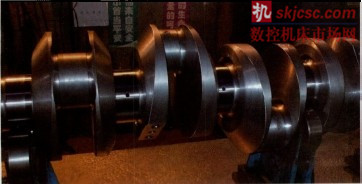
筆者長期研製高速、高精度,高承載力(lì)的動靜壓軸承,較典(diǎn)型的是具有專利技術的GL-01型(如圖(tú)1所(suǒ)示)和GL-02型(如圖2所示)。
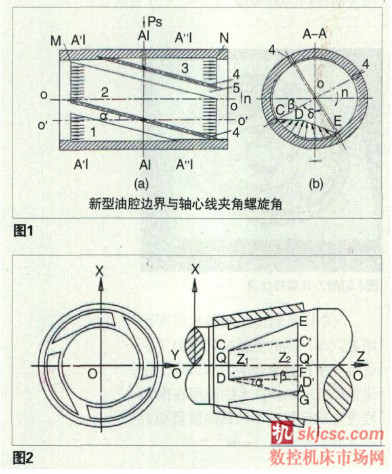
新型靜壓軸承均能達到超音速磨削主軸轉速120000r/min以(yǐ)上,主軸(zhóu)直徑為![]() 無密封(fēng)環。這(zhè)裏對GL-02型軸承(chéng)進行簡單介紹,這是(shì)一(yī)種內錐螺旋油腔的軸承係統,省去了傳統的平麵(miàn)止推軸承,也沒有密封圈。主軸大端
無密封(fēng)環。這(zhè)裏對GL-02型軸承(chéng)進行簡單介紹,這是(shì)一(yī)種內錐螺旋油腔的軸承係統,省去了傳統的平麵(miàn)止推軸承,也沒有密封圈。主軸大端![]() 120mm,使用CBN砂輪,砂輪直徑
120mm,使用CBN砂輪,砂輪直徑![]() 500mm,主軸轉速12000r/min,砂輪線速度370m/s,超出音速。
500mm,主軸轉速12000r/min,砂輪線速度370m/s,超出音速。
1.這裏CDEF是實際圓錐(zhuī)麵螺旋油腔,虛線部(bù)分CDGC’ 是假想圓錐麵油腔,DD’與軸心線QQ’平行(háng),DG與(yǔ)DD’夾角為圓錐半角![]() ,DF與DD’ 夾角為螺旋角
,DF與DD’ 夾角為螺旋角![]() ,FA為(wéi)徑(jìng)向封(fēng)油麵(miàn)。假想DD’為主軸某一切麵線,沿n方向旋轉,從油腔(qiāng)A點依次轉過
,FA為(wéi)徑(jìng)向封(fēng)油麵(miàn)。假想DD’為主軸某一切麵線,沿n方向旋轉,從油腔(qiāng)A點依次轉過![]() 等,顯然當主軸任一切麵線一部分(fèn)進入某油腔(qiāng)時,該切麵線的另一部分正在逐(zhú)步移出上(shàng)個油腔,這就是螺旋(xuán)油腔。由於螺旋(xuán)油腔軸承受載荷是均衡無(wú)方向性的,主軸旋轉將是極其平穩的(de)。主軸運轉速度在相當大的範圍內(nèi)不受任何限製。
等,顯然當主軸任一切麵線一部分(fèn)進入某油腔(qiāng)時,該切麵線的另一部分正在逐(zhú)步移出上(shàng)個油腔,這就是螺旋(xuán)油腔。由於螺旋(xuán)油腔軸承受載荷是均衡無(wú)方向性的,主軸旋轉將是極其平穩的(de)。主軸運轉速度在相當大的範圍內(nèi)不受任何限製。
2. 由於是圓錐軸承(chéng),油膜對主軸表麵的法向反力(lì)分解成徑向分力![]() 和軸向分力
和軸向分力![]() ;軸向分力的(de)存在使軸承係統中不需平麵止推軸承的介入(當然圓錐軸承需成對使用),結構簡單。更重要的是圓錐軸承是天然的(de)無(wú)需軸頸密封(fēng)環封油的軸承係統。無論主軸處於靜止或(huò)低速或高速旋轉狀態都無需密封環。可作如下證明:設油液從Z軸正向流出軸承時,在(zài)Z軸任意取二截麵Z1、Z2,並在Z1、Z2處取二小區域
;軸向分力的(de)存在使軸承係統中不需平麵止推軸承的介入(當然圓錐軸承需成對使用),結構簡單。更重要的是圓錐軸承是天然的(de)無(wú)需軸頸密封(fēng)環封油的軸承係統。無論主軸處於靜止或(huò)低速或高速旋轉狀態都無需密封環。可作如下證明:設油液從Z軸正向流出軸承時,在(zài)Z軸任意取二截麵Z1、Z2,並在Z1、Z2處取二小區域![]() ,分別求出Z1截麵Z2截麵的容積
,分別求出Z1截麵Z2截麵的容積![]() 。
。
![]()
![]()
當油液(yè)從Z1區域流向Z2區域時,由於不能填滿Z2區域的容積,需從Z1區域再補(bǔ)充一部分油(yóu)液作增量![]() ,這樣一次類(lèi)推,當油液從Z軸正(zhèng)向流(liú)出,油液將(jiāng)連續增量,即有一加速度,方向指向(xiàng)Z軸方向,使油液迅速流出Z軸正向(實踐由液(yè)體成噴射(shè)狀流出軸承,而(ér)不是傳統(tǒng)圓柱軸承那樣“從(cóng)容”地流出)。油液不可(kě)能逆加速(sù)度方向(xiàng)由(yóu)Z軸負向流出軸承。所以這是(shì)無需密封環的靜壓軸承係統。對於傳統的(de)靜壓(yā)軸承係(xì)統,單隻軸(zhóu)承(chéng)有壓力反饋,而(ér)前後軸(zhóu)相互(hù)間無反饋,即單隻軸(zhóu)承徑向剛度基本決定了整(zhěng)個軸承係統(tǒng)徑向剛度,而新型(xíng)軸承為圓錐(zhuī)孔,單隻軸承無剛度,需成對使用,即(jí)二隻軸承共同組成了(le)軸承係統剛度,顯然錐度孔軸承係統剛度,要(yào)遠大於傳統的(de)圓柱孔(kǒng)軸承係統剛度。且由於是螺旋油腔,其主(zhǔ)軸在工作旋轉中,整體無(wú)壓力極值變化,故工作穩定。
,這樣一次類(lèi)推,當油液從Z軸正(zhèng)向流(liú)出,油液將(jiāng)連續增量,即有一加速度,方向指向(xiàng)Z軸方向,使油液迅速流出Z軸正向(實踐由液(yè)體成噴射(shè)狀流出軸承,而(ér)不是傳統(tǒng)圓柱軸承那樣“從(cóng)容”地流出)。油液不可(kě)能逆加速(sù)度方向(xiàng)由(yóu)Z軸負向流出軸承。所以這是(shì)無需密封環的靜壓軸承係統。對於傳統的(de)靜壓(yā)軸承係(xì)統,單隻軸(zhóu)承(chéng)有壓力反饋,而(ér)前後軸(zhóu)相互(hù)間無反饋,即單隻軸(zhóu)承徑向剛度基本決定了整(zhěng)個軸承係統(tǒng)徑向剛度,而新型(xíng)軸承為圓錐(zhuī)孔,單隻軸承無剛度,需成對使用,即(jí)二隻軸承共同組成了(le)軸承係統剛度,顯然錐度孔軸承係統剛度,要(yào)遠大於傳統的(de)圓柱孔(kǒng)軸承係統剛度。且由於是螺旋油腔,其主(zhǔ)軸在工作旋轉中,整體無(wú)壓力極值變化,故工作穩定。
筆者在實踐中看到,滾動軸承支撐主軸,在高速旋轉時的振動要比相同條件下低速旋轉時振動(dòng)小的多。而動靜壓軸承高速與低速旋轉時,其振動無變化。且高速滾動(dòng)軸承的有效工(gōng)作壽命較短(duǎn),一般僅幾個月就需要更換軸(zhóu)承,而動靜壓軸承正常使用(yòng)下,工作壽命(mìng)長達數十年之久。對造價來說,單套滾動(dòng)軸承要比滑動軸承價格便宜,但考(kǎo)慮其工作壽命來說,兩三年的消耗(hào)量就使(shǐ)滾動軸承的成本高於滑動軸承,且經常更換軸承影響主軸工(gōng)作精度。另外在大曲軸粗磨狀況下,用新型軸承磨削,生產效率提高了25%(不包括輔助工作時間的節省)。
關於活塞環(huán)端麵新型磨削技術
眾(zhòng)所周知,活塞環發動機中一個重要的(de)零件(jiàn),雖然件小,但技(jì)術要求頻高(gāo),不但要求行位精度高,表麵硬度、光潔度、應(yīng)力集中等問題也很嚴峻。和軸類零件磨削加工有所不同的是(shì),活塞環端麵磨削均為滾動軸承支撐的砂輪。工件、砂輪、主軸、軸承等完全是剛性接(jiē)觸。這是因(yīn)為傳統的靜(jìng)壓軸承其(qí)軸向(xiàng)力是靠環狀止推靜壓槽油腔(qiāng)產生。這個軸向力是較小的,無法承受活塞環端麵的磨(mó)削力。而GL新型軸承(chéng)是錐度軸承,在工作中無論是磨削零件外圓或是端麵,均是由軸承錐度麵承載,這個磨削力是巨大的,足以搞笑的磨削零(líng)件的端(duān)麵,且是(shì)柔性接觸(chù),這對活塞環表麵質量(liàng)提高有很大改善(shàn)。本公司在(zài)711所的(de)新中廠試磨大曲軸磨床法蘭時,用![]() 1450mm直徑的砂輪,磨
1450mm直徑的砂輪,磨![]() 800mm的大(dà)法蘭,磨削狀況良好。另外活塞環端麵磨床砂輪主軸,雖然是中低速工作,但卻(què)經(jīng)常更換主軸軸承,由於其特殊工作狀況所定(dìng),每次更換(huàn)軸承都(dōu)很困難,而采用新型錐度(dù)靜壓軸承可避免上(shàng)述情況。
800mm的大(dà)法蘭,磨削狀況良好。另外活塞環端麵磨床砂輪主軸,雖然是中低速工作,但卻(què)經(jīng)常更換主軸軸承,由於其特殊工作狀況所定(dìng),每次更換(huàn)軸承都(dōu)很困難,而采用新型錐度(dù)靜壓軸承可避免上(shàng)述情況。
如果您有機床(chuáng)行(háng)業、企業(yè)相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








