
Cr12Mo V 的電火花線切割加工工藝參數研究
2016-9-6 來源: 太 原(yuán) 理 工大 作者: 啟靜凱 李(lǐ) 文 斌
摘要:隨著人們對工業產品的精度(dù)、質量要求越來越高,相關模(mó)具的製造(zào)精度、表麵質量以及模(mó)具材料的硬度、耐(nài)腐蝕性和耐磨性等也得到不斷(duàn)提高。Cr12Mo V 滿足了模具(jù)材料在硬度、耐磨性(xìng)、耐腐蝕性方麵(miàn)的要求,作為一種廣泛使用的冷作模具鋼,應用於生產截麵麵積大、外形複雜的各種冷衝模具。
Cr12Mo V 鋼具有(yǒu)高硬度性(xìng)能,尤其為(wéi)提高模具成型(xíng)精度,經熱處理後的 Cr12Mo V 硬度≥60HRC,利用傳統切削方(fāng)式很難加工。基於此,利用電火花線切割加(jiā)工 Cr12Mo V 成為最佳選(xuǎn)擇(zé)。電火(huǒ)花線切(qiē)割加工是利用脈衝火花放電蝕除材料,並通過數控係統對工件切割成形,可解決這種模具材料的難加工問題,並能滿足製造(zào)精度要求。因此,研究 Cr12Mo V 的電火花線(xiàn)切割加(jiā)工工藝參數(本文主要以電參數為(wéi)主,包括(kuò)脈寬時(shí)間、脈(mò)間時間、峰值電流以及間隙電壓)對材料去除率和表麵粗糙度的影響,以達到對電參(cān)數優化選取的目的,從而提高電火(huǒ)花線切割加工(gōng) Cr12Mo V 的加工效率和表麵質量。
利用單因素試驗法,通過改變電火花線(xiàn)切割機床的電參數,得出各個電參數對電火花線切割(gē)加工Cr12Mo V的材料去除率與表麵粗糙度(dù)的影響(xiǎng)規律。在(zài)此基礎上,利用(yòng)有限元分析軟件 ANSYS,依(yī)據(jù)電火(huǒ)花線切割加工的微觀機理,建立合(hé)理的物理模型和數學模型,劃分網格,確定能量在放電通道內分(fèn)布的(de)形式,施加荷載並求解,得到電火花線(xiàn)切(qiē)割加工 Cr12Mo V 鋼 的溫度場分布,來預(yù)測峰值電(diàn)流的改變對表(biǎo)麵粗糙度的影響。將白層厚度考慮在內並且修正仿真凹坑深度值後,與(yǔ)實際加工的結果進行對比驗證,得出了更為吻合的修正凹(āo)坑深度曲線與表麵粗糙(cāo)度曲線,表(biǎo)明可通過ANSYS 仿真電火(huǒ)花加(jiā)工溫度場進行電參數的(de)合理選(xuǎn)擇。
應用(yòng)正交實驗(yàn)法,通過(guò)合理設置考察因素水平,設計表頭,確定以 L16(45)正交表進(jìn)行正交試驗,得到試驗結果。對試驗結果分別進(jìn)行極差分析和方差分析,探索電火花線切割的脈寬時間、脈間時間、峰值電流和間隙電壓對材料(liào)去除率和表麵粗糙度影響的主次順序和顯著性。以正交試驗結(jié)果為(wéi)基礎應用灰關聯分析法(fǎ),將(jiāng)材料去除率和表麵粗糙度量綱歸一化後進行關聯分析,計算關聯度值,選取關聯值最大的一組電參數為(wéi)最優參數(shù)組合,即:脈寬時間為 10 μs,脈間時(shí)間為 20 μs,峰值電流為 2 A,間隙(xì)電壓為 3 V,並進行試驗驗證。結果表明,利用(yòng)經優化後的參數組合切割加工試件,達到了(le)預期的加工效果,解決了參數組合的(de)優化問題。
總之,本文通過一係列試驗和分析方法,研究了電(diàn)火花線切割(gē)加(jiā)工Cr12Mo V 的電參數的選取和優化(huà)問題,為實際生產提(tí)供理論指導。
關鍵詞:電火花線切割加工,Cr12Mo V,電(diàn)參數,材料去除率,表麵粗糙度,有限(xiàn)元分析
3、電火花線切割加工參(cān)數研究及分(fèn)析
3.1 引言
在電火花線切割加工Cr12Mo V的過程中,影響其表麵粗糙度和材料(liào)去除率的因包括非電參數(shù)和電參數。而非電參數的影響相對於(yú)電參數的影響很小,因此探究電參數的(de)影(yǐng)響規律很重要。在每個廠商的加工工藝參數表中都有針對某一材料,某一加(jiā)工厚度,某一(yī)加工(gōng)精度製定的參數組合,但是在實際加工(gōng)過程中,這些參考(kǎo)並沒有達到我們預期的效(xiào)果。對於某種材料,能(néng)得到一組材料去除率和表麵粗糙度兼顧的最優參數組合,大量(liàng)的實踐是必(bì)須的,除此之外利(lì)用單因素試驗掌握電參數(shù)對二者的影響規律是得到最優數組(zǔ)合的基(jī)礎。
本章通過單因素試驗探究脈寬時間、脈間時間、峰(fēng)值電流和間隙電壓對電火花線切割加工 Cr12Mo V 的(de)材料去除率和表麵粗(cū)糙度(dù)的(de)影響,為正交試驗與灰關聯分析做基礎,得到一組最優加工工藝參數組合。本次單因素試驗的平台是(shì) FW-1 型電火花(huā)線切割機床,電極絲采用 Φ0.18 mm 的(de)鉬絲,試驗(yàn)材料為經過熱處理的 Cr12Mo V 鋼(gāng),厚度為 20 mm。
3.2 脈寬時間對加工 Cr12Mo V 的影響
試(shì)驗中要研(yán)究脈寬(kuān)時間對電火花線切割加(jiā)工 Cr12Mo V 的影響,采用(yòng)的方法是單因素試驗法,也(yě)就(jiù)是將脈寬時間作為單一變量,其(qí)他因素保(bǎo)持不變進行試驗。衡量影(yǐng)響的性能指標為材料去除率和表(biǎo)麵粗糙度值。具體(tǐ)的試驗操作是(shì)改變脈寬時間的機床加工參數值分別為 7μs、8μs、9μs、10 μs 來切割,並測量(liàng)加工得到的試驗試件的表麵粗糙度值和計算其材料去除率。表3-1 所示為不同(tóng)脈寬時間下試驗(yàn)結果。
為便於分析,將試驗結果繪製(zhì)成圖 3-1。觀察圖可得(dé)出,隨脈寬時間的增大,材料去(qù)除(chú)率加快。電火花線切割(gē)加工是使用金屬絲(sī)做電極,通過脈衝電源對工件進行脈衝放電來蝕除金屬,在數控係統的幫助下切割成形的。脈寬時間是決定脈衝能量大小的重要因素之一,脈寬時間增大則放電能量增強,提高了(le)加工速(sù)度。但脈衝能量增大會導致電蝕坑變大(dà),表麵質(zhì)量下降。加(jiā)工(gōng)時,需保證表麵質量的同時增大脈寬時間來提高加工速度,因為過大的脈(mò)寬時間會使電蝕產物排出不暢,最(zuì)終不僅不能提高(gāo)加工速(sù)度,甚至會造成斷絲。
表3-1 脈寬時間變化的影響(xiǎng)
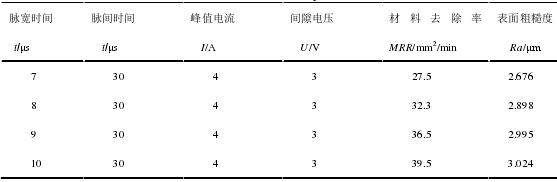

圖 3-1 脈寬時間對表麵粗糙度-材料去除率的影響
3.3 脈間時間對加工 Cr12Mo V 的影響
研(yán)究脈間時間對電(diàn)火花線切割加工 Cr12Mo V 的影響,試驗(yàn)中將脈(mò)間時(shí)間作為單一變量(liàng),改變其機床加工參數值分別為 20μs、25μs、30μs、35 μs,並保持其他因素不變。材料去除率和表麵粗糙度為衡量(liàng)脈間時間(jiān)對加工影響的性能指標,將加工得到的試驗試件測量並計算其(qí)加(jiā)工(gōng)速度。表 3-2 所示為記錄的(de)試驗結果。
脈間時間是相鄰脈衝的間隙(xì)時間,它的大小影響電極絲與工件間的消電離。隨(suí)著脈間時間的(de)增大,平均電流減小則加工速度減(jiǎn)小。但是為了提高加工(gōng)效率不能盲目減小脈間時間,這樣會引起電弧(hú)和斷絲[21]。觀察圖3-2得出,表麵(miàn)粗糙度值的大小隨脈間時(shí)間的改(gǎi)變出現先降(jiàng)後升的現象,並且在25 μs時其達到最小。這是(shì)因為作為影響放電加工的重要參數,脈間(jiān)時間過大會造成頻繁短路,導致(zhì)表麵粗糙度變差,相反過小會(huì)造成間隙不完全消電離和蝕除物來不及排出,致使拉(lā)弧(hú)燒傷。
表3-2脈間時間變化的影響
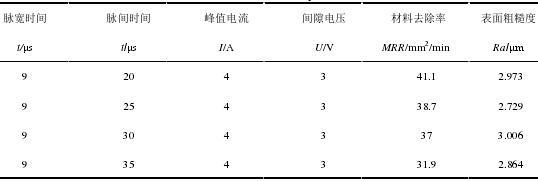
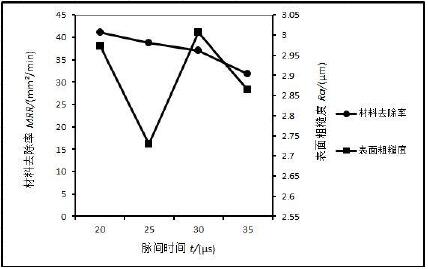
圖3-2 脈間時間對表(biǎo)麵粗糙度-材料去除率的影響
3.4 峰值電流對加(jiā)工 Cr12Mo V 的影響
峰值電流是影響電火花線切割加工 Cr12Mo V 的重要因素。本研究將峰值電流作為(wéi)單一變量,其他因素(sù)保(bǎo)持不變,他們的取值範圍如表 3-3 所示。以材料去除率和表麵粗糙度為性能指標,將試驗結果也記錄於表 3-3。
表 3-3峰值電流變化的影(yǐng)響
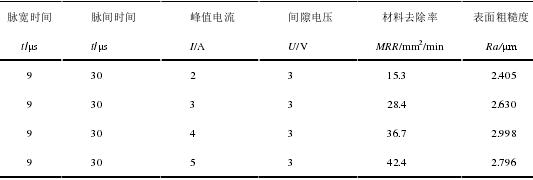
峰值(zhí)電流的改變(biàn),對加(jiā)工速度和(hé)表(biǎo)麵質(zhì)量的影響尤為重要。從圖3-3可得出,隨著峰值電流增大(dà),表麵質量變差,而材料(liào)去除率呈現(xiàn)加快的趨勢。同脈寬時間相同,峰值(zhí)電流(liú)決定脈衝能量的大小。提高峰值電流使得加工速(sù)度(dù)變快而表麵質量(liàng)下(xià)降。單方麵通過提高(gāo)峰值電(diàn)流來加快加工速度會造成電蝕(shí)產物的顆粒大,表(biǎo)麵質(zhì)量急劇下降,嚴重(chóng)情況會造成斷絲。
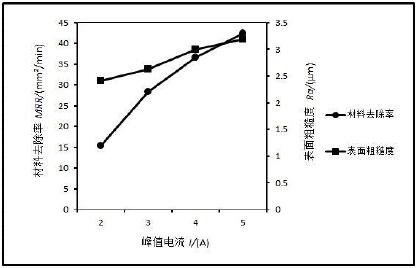
圖3-3 峰(fēng)值電流(liú)對(duì)表麵粗糙度-材料去(qù)除率的影(yǐng)響
3.5 間隙電壓對加(jiā)工 Cr12Mo V 的影響
研究間隙(xì)電壓對電火花線切割加工Cr12Mo V的影響,將(jiāng)其他因素(sù)保(bǎo)持不變,改變間隙電壓的機床(chuáng)加工參數值分別為2 V、3 V、4 V、5 V。表3-4所示為記錄的材料(liào)去除(chú)率和表(biǎo)麵粗糙度的試驗(yàn)結果(guǒ)。
表3-4 間隙電壓變化的影響
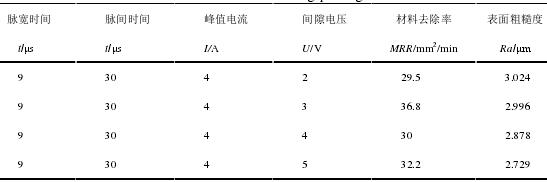
將得到的(de)試驗結果繪製成圖3-4,可見(jiàn),隨著間隙電壓的改(gǎi)變,其對材(cái)料去除(chú)率和(hé)表麵粗糙度的影(yǐng)響有限。當間隙電壓為3V時,加工效率最大,而表(biǎo)麵粗(cū)糙度(dù)隨著它(tā)的增大(dà)而不斷減小。這是因為間隙電壓是兩極間的加工電壓,隨著間隙電壓增大,改(gǎi)善排屑條件,使加工趨於穩定。但是過大的間隙電壓會使空載脈衝(chōng)增多,影響加工速度。
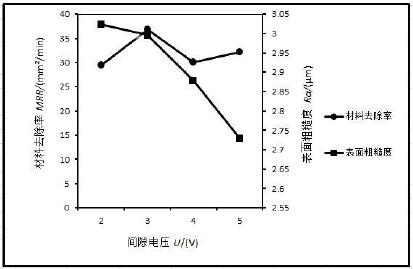
圖3-4 間隙電壓對表麵粗糙度-材料去除率的影響
3.6 本章小結
本章通過電(diàn)火花(huā)線切割加工Cr12Mo V的單因素試驗得到脈寬時間、脈間時間、峰(fēng)值電流以及間隙電壓(yā)與材料去除率和表麵粗糙度之間的關係。脈寬時間和(hé)峰(fēng)值電流是影響兩項指(zhǐ)標的重要參數,脈間時(shí)間和間隙電壓的作用同樣不可忽視。
1)隨著脈寬時間的增(zēng)大,材料去除率加快,表麵質量變差。
2)脈間時間的改變對材料去除率和表麵粗糙度的影響是不一樣的。隨著脈間時間的增大,兩個(gè)相(xiàng)鄰脈衝的時間增多,一個脈衝周期就加長,這樣加工(gōng)速度(dù)下降,但是對於表麵粗糙度,脈間時間太大或太小都會對其產生不利影響。
3)隨著峰值電流的增大,脈衝能(néng)量就增大,這樣材料去除率增大,表麵(miàn)質量下降,過大的峰值電流,可能會導致斷絲。
4)間(jiān)隙電(diàn)壓相對於其(qí)他三個電參數(shù)的影響較小,但是間隙電壓同樣(yàng)有重要的作用,它是使加工過程穩定的重要因素。
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

