
1. 故(gù)障現象(xiàng)
我校在與某電梯企業合作中加工生產了一種電梯上使(shǐ)用的梯級軸,零件圖如圖1所示。使用的設備是沈陽第(dì)一機床廠(chǎng)生產的CAK4085ni經濟型數控車床,裝夾方式采用一夾一頂(dǐng),中間用中心(xīn)架支撐,如圖2所示。
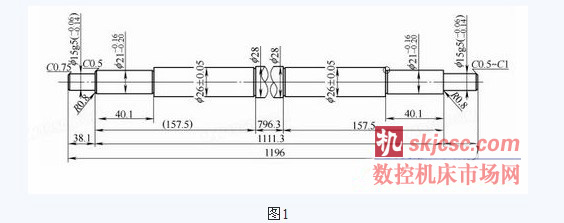
在零件先粗後精加工後,φ26mm的外圓出現尺(chǐ)寸(cùn)超差。經測量發現,φ 26mm外圓的首尾有0.2mm左右的倒錐(右大左小),且(qiě)φ26mm右端尺寸與右(yòu)側φ21mm外圓的尺寸沒(méi)有(yǒu)明顯變化。這種現象不是在加工每個零件時都會出現,有時會(huì)連(lián)續出現,有時會偶爾出現一次。因為(wéi)這種故障存在偶然性,所以在診(zhěn)斷時存在不確定因素。

2. 機床使用(yòng)現(xiàn)狀
機床剛剛(gāng)使用一年左右,內部潤滑及日常保養正常,有過(guò)幾次撞刀現象但並不嚴重,機床的加工精度(dù)還能保證。在出現此次故障前,每日生產的產品都能滿足該零件的尺寸要(yào)求。
3. 排故方法
先從與影響尺寸變化最直接的部分(fèn)入手,再依次聯係機床其他與故障相(xiàng)關的各(gè)個環節(jiē)。本案可以分別按外因和內因的方法來解決。外因(yīn)可查床腳,內因可按“頂尖(jiān)、軸套和中心架—刀架係統—中滑板聯接係統—床鞍(ān)聯接係統”的順序來排查故障。
4. 故障分析(xī)與排除
(1)床腳 如果床腳中(zhōng)的某隻腳發生鬆動,加工中產生振動床身可(kě)能會因為床腳不(bú)穩(wěn)發生傾斜,從麵會導致加工的零件出現本案中的現象。排故時可(kě)檢查床腳有無鬆動,如有鬆動需將床腳墊實,必要時需重調機(jī)床水平。本案中床腳沒有發生(shēng)鬆動,可排除床腳對本次故障的(de)影響。
(2)頂尖、軸套和中心架 按照(zhào)之前長(zhǎng)期積累的加(jiā)工(gōng)經驗,在靠近頂尖部分的尺寸發生變動可能會與頂尖有關,如頂尖跳動過大(dà)或堵轉都會(huì)引起接近頂(dǐng)尖處的尺(chǐ)寸變化。在靠近中心架部分的尺寸發生變動可能會(huì)與中心架或軸套部分有關,如中心架的中心高不(bú)對(duì)、軸套上(shàng)的軸(zhóu)承(chéng)損壞(huài)都會引起接近(jìn)中心架處的尺(chǐ)寸變化。此故障的現象出(chū)現在接近中心架部分,首先檢查中心架固定情況,再將軸(zhóu)套與(yǔ)軸承重新更換並從調中心架高(gāo)度進行試切,加工(gōng)後仍(réng)然會出(chū)現上述症狀,因(yīn)此可以排除頂尖(jiān)與中心架及軸套對尺寸的(de)影響(xiǎng)。
(3)刀架係統 刀架對本案的影響可能是(shì)刀架沒有鎖緊,刀架與(yǔ)中滑板聯接部(bù)鬆開或刀架自身的反鎖沒(méi)有鎖緊(jǐn)。
先檢查刀架(jià)下的四個螺釘是否擰緊:將磁力表座吸(xī)於中滑板上,並將百分表對準刀架底部,用力(lì)來回(huí)推(tuī)動(dòng)刀架觀察百分表是否跳動,如有跳動需(xū)用內六角扳手將聯接螺釘擰緊。
再檢查刀架自身的鎖緊情況(kuàng):當刀架換刀鎖緊後,將磁力表座吸於刀架底部不能(néng)轉動部分,百分表對準刀架上部可轉動部分,用加(jiā)力杆按刀架旋轉的方向用力扳刀架上部可轉(zhuǎn)動部分,觀察百分表是否會跳動,如有跳動說明刀架在換刀時不能鎖緊,需對刀架進行清洗或更換刀架內部磨損的(de)配件。在本案中檢查刀架係(xì)統都沒有產生鬆動,因此不用(yòng)試切即可排除刀架與本(běn)案無關。
(4)中滑板聯接係統 中滑板的聯接係統主要包括絲杠螺母、聯軸器、圓(yuán)螺母、塞鐵及支撐軸承等。中滑板聯接係統中的某個環節產生鬆動都有可能產生本案中的現(xiàn)象,可以逐個(gè)檢查絲杠螺母、聯軸器及圓螺母(mǔ)聯接處的鎖緊螺釘是否有(yǒu)鬆動(dòng)。機床經過一(yī)年的使(shǐ)用,塞鐵必然會產生磨損,應對塞(sāi)鐵作(zuò)適(shì)當調整,鬆緊適當。支撐軸承如損壞,對尺寸的影響是不可控的,本案中尺寸的變化成倒錐變化,有一定的規律性,加上該機床沒有受到過嚴重的撞(zhuàng)擊,日常的加工(gōng)負荷也並不是(shì)很重,因此可以暫時將軸承的損壞排除在外。本案(àn)中經過(guò)對(duì)中滑(huá)板聯接(jiē)係統的調整後對(duì)零件進了試切,加工幾件後症狀如前。
(5)床鞍聯接係統 床鞍聯接係統與中滑板聯接係統(tǒng)有幾分相似(sì)之處,可按上(shàng)述方法(fǎ)逐一進行檢查,但床鞍下與機床導軌的(de)壓板是中滑板上(shàng)沒有的。本案(àn)中,檢查壓板(bǎn)時發現壓板(bǎn)與導軌底邊之間存在一定的間隙,尤其是左(zuǒ)側(cè)接近刀具切削部位的那塊(kuài)壓板間隙最大(dà),約有0.3mm左(zuǒ)右。對前後幾塊壓板重新打磨並安裝,間隙控製在0.03~0.05mm。經過試(shì)切後症狀沒有再(zài)出現,可見本案的故障就是因為床鞍下的壓板與導軌之(zhī)間的間(jiān)隙過大產生的。
5. 結語
本案的故障(zhàng)排除(chú)後本人與同事及企業工程(chéng)師進行了探討(tǎo),他們說沒有遇到過類似的現象,尤其是在與企業工程師探討時,他們說(shuō)他(tā)們的機床用了五(wǔ)六年了從來沒有遇到過這種現象,這讓我感到很奇怪。按理說他們的機床上的壓板不可能沒有磨損,怎麽會沒有(yǒu)發生過這樣的現(xiàn)象呢?後來通過對比,讓我恍(huǎng)然大(dà)悟,他們廠所用的設備都是(shì)50的(de)機床,所配的刀架(jià)也都是方25mm×25mm的大刀架(jià),床鞍的自重較(jiào)大;我們學(xué)校的機床是40mm的小機床(雖(suī)說名稱上是40mm,實際上隻有36mm的床身),所配的刀架也隻是方20mm×20mm的(de)小刀架,床鞍自重(chóng)較小。
當機(jī)床在粗車時,刀具受(shòu)到切削力的影響會使床鞍下壓,當粗車結束後,因為(wéi)機床本身較輕,床鞍受到機床導軌的反作用力可能會(huì)向上反彈,如果在精車前反(fǎn)彈間隙(xì)能被消除,機床則加工正常,當不能消(xiāo)除時就可能會出現(xiàn)本案中的現象,所以(yǐ)加工出的(de)零件(jiàn)時好時壞。如(rú)果床鞍上的零部件自重較大,反彈力不能將床鞍抬起就(jiù)不會出現這樣的故障。
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








