
加工中心主軸箱(xiāng)體製造工藝(yì)可靠性保障(zhàng)方法的研究(jiū) (中)
2017-6-30 來源:吉(jí)林大學 作者: 譚壯
第 3 章基於模糊評判的加工中心主軸箱體製造工藝
FMECA 工藝 FMECA 方法能夠對加工中心主軸箱(xiāng)體製造(zào)工藝(yì)中各個工序的工藝故障模式進行分析,尋找引發工藝故障模式的原因,並針對各(gè)個工藝故障模式進(jìn)行風險優先數(shù)評分,對風險優先(xiān)數不符合規定要求的加(jiā)工中心主(zhǔ)軸(zhóu)箱(xiāng)體製造工藝故(gù)障模式製定改進措施,跟(gēn)蹤改進措施的有效性(xìng)直到其風險優先數降低到符合規定要(yào)求為止,達到保障加工中心主軸箱體製造工藝可(kě)靠性的目的。當(dāng)缺少加工中心主軸箱體生(shēng)產過程中相關統(tǒng)計數據時,將無法客觀計算(suàn)出工藝故(gù)障模式的風險(xiǎn)優先數,進而無法判別出風險優先數不符規定要求的工藝故障模式。為了解(jiě)決上述問題,本章采用梯形模糊評判的方法(fǎ)對不同原因引起的工藝故障模式進行排序,並對加工中心主軸箱體整個工藝流程進行綜合評判,為是否對整個工藝流程實施改進措施提供參考。通(tōng)過實例分析,驗證了該方法的可行性。
3.1 加工中心主軸箱體製造工藝 FMECA
FMECA 是故障模式、影響及危害性分析(Failure Mode,Effects and Criticality Analysis)的簡稱,是用於歸(guī)納(nà)分析係統單元產生的故障模式、故障模式發生概率、嚴(yán)重程度及其(qí)影響後果的一種方法[68]。FMECA 由故障模(mó)式及影響分析(Failure Mode and Effects Analysis,FMEA)和危害性分析(Criticality Analysis,CA)兩部分(fèn)內容組成。上世紀五十年代初,美國(guó)一家飛機公司在產品研發階段首先采用了 FMECA 方法,隨著相(xiàng)關標準的製定,FMECA 方法在美國的航空航天以及船舶等領域得到了廣泛的應用。上世紀八十年代(dài),我國將 FMECA 理論引進了國內,經過研究與學習後,製定了一係列的標準並將其應用到了多個行業領域。 根據 FMECA 分析的(de)對象不同可以分為功能 FMECA、硬件 FMECA、軟件FMECA、過程 FMECA 等(děng)。通過工藝 FMECA 對加工中心主軸箱體製(zhì)造過程中每道工(gōng)序所有可能發生的故障模式、故障原因、故障模式產生的影響、發生概率以及被檢測難度進行(háng)分析,根據風(fēng)險優先數評分確定出薄(báo)弱工序並(bìng)製定改進措施,對改進措施執行後的故障模式風險優先數(shù)進行預測或者跟蹤,使各個工序的所有工藝故障模式風險優先數(shù)滿足規定要求,從而達到保障加工中(zhōng)心主軸箱體(tǐ)製造工藝可靠性的目的。 根據國家軍用標準的要求[69],加工(gōng)中心主軸箱(xiāng)體製造工藝 FMECA 的分析步驟如下(xià):
(1)對待分析的加工中心(xīn)主軸(zhóu)箱體特點、功能及相關要求等進行(háng)分析; 繪製“工藝流程表”(用於分析加工中心主軸箱體每道工(gōng)序的功能和要求)及“零部件-工(gōng)藝關係矩陣”(對加工中心主軸箱體工序按各個特性進行分類),上述兩個表格是工藝(yì) FMECA 的前期準備工作;
(2)分析加(jiā)工中心主軸箱體各個製(zhì)造工序的工藝故障模式,常(cháng)見的工藝故障模式有:尺寸超差、形狀超差、變形、斷裂等;
(3)對工藝故障原因(yīn)進行(háng)分(fèn)析,常見的工藝故障(zhàng)原因有(yǒu):刀具磨(mó)損(sǔn)、夾具磨損、熱(rè)處理(lǐ)時間不當等;
(4)對工藝故障影響進行分析,工藝故障影響(xiǎng)包括(kuò)對下道工序或者後續工序的影響、對部件或者整(zhěng)機的影響,常見的(de)工藝故障影響有:無法加工表麵,部件不合格(gé)、整(zhěng)機可靠性低等;
(5)對風險優先數( RPN )進行(háng)分析, RPN 值越大表明該工藝故障模式風險性越(yuè)大,該工序越薄弱,RPN ?S ?O?D,其中(zhōng) S 表示工藝故障模式(shì)的嚴酷度等級,O 表示工藝故(gù)障模式的發生概率等級,D 表示工藝故障模式的被檢測難度等級;
(6)對於(yú)風(fēng)險優(yōu)先數或者(zhě) S 、 O 、 D 指標不(bú)符合規定要求的工序製定有效改(gǎi)進措施,降低 S 、O 、 D 指標和風險優先數 RPN ;
(7)預測或跟蹤改進措施(shī),直到(dào)風險優先數 RPN 滿足規定要求為止; 將分(fèn)析結果歸納整理,生成工藝過程 FMECA 報告,其主要內(nèi)容包括:加工中心主(zhǔ)軸箱體特征概述、工藝 FMECA 表格、結論及建議、相應的附表(如“工藝流程表”、“零部件(jiàn)-工藝關係矩(jǔ)陣”)等。 圖 3.1 為加工(gōng)中心(xīn)主軸箱體製造工藝 FMECA 分析步驟的流程圖。
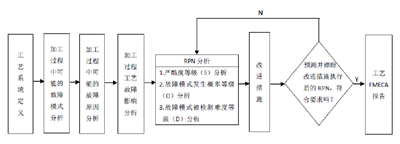
圖 3.1 加工中心主(zhǔ)軸箱(xiāng)體製造(zào)工藝 FMECA 步(bù)驟
風險優先數( RPN )中的S 、O 、D 指標(biāo)可參照國家軍(jun1)用標準[69]的評分要求進行打分,但是需要(yào)生產過程中的(de)統計數據作為評分參考。當生產統計數據充足的時候,可以(yǐ)直接按照國家軍用標準[69]對加工中心主軸箱體應用製造(zào)工藝FMECA 方法,對風險優先(xiān)數不合規定要求的工藝故障進行改進並(bìng)跟蹤,直到其風險優先數降低到符合規定(dìng)要求為止,達到保障製造工藝可靠性的目的。由於企業對製造工藝可靠性的重視程度不夠或者某些型號加工中(zhōng)心主軸(zhóu)箱體屬於小批量生產類型等原因,在執(zhí)行風險優先數( RPN )中的 S 、O 、D 指標(biāo)評分時會出現生產(chǎn)過程統計(jì)數據不足(zú)的情況,從而無法判別哪些工藝故障模式風險(xiǎn)優先數不符合規定要求。為(wéi)了解決數據(jù)不足的(de)問題,本文提出梯(tī)形模糊數評判與工藝FMECA 相結合的方法。
3.2 梯形模糊數評判方法
3.2.1 相對風(fēng)險程度梯形模糊(hú)數評判方法
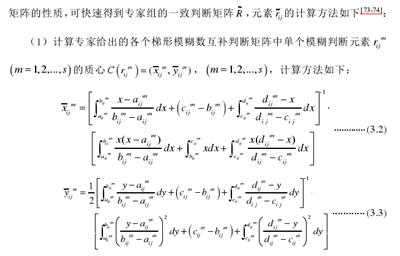
相(xiàng)對風險程度梯形模糊數評判方法是將專家組對加工中心主軸(zhóu)箱體各個工藝故(gù)障模式的定性比較轉化為定量計算的一種(zhǒng)方法。梯形模糊數評判是一個向量,而不(bú)是單一的具體數值點,因此具有較高的(de)判斷準確性。本文(wén)定義梯形模糊數為M ,其(qí)隸屬函數 μ(x) : R-[0,1] 如下[70-71]:
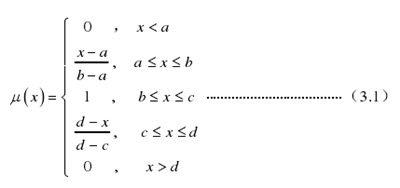
式 3.1 中a<b<c<d a 表(biǎo)示梯形模糊數 M 的上(shàng)界,d 表示梯形模糊數(shù) M 的下界,閉區間[b,c]表示梯形模糊數 M 的中值,當b ?c 時,梯形模糊數 M 也(yě)被稱為三(sān)角形模糊數,(d? a)的值越大(dà)表示梯形模糊數 M 的模糊程度越強,通常用(yòng) M?(a,b,c,d) 表示梯形模(mó)糊數。 本文邀(yāo)請了一(yī)組加工中心(xīn)主軸箱體生產領域的專家,專家組應由工藝設計人員,質(zhì)保人員、車間檢測人員等組成。以風險優先數( RPN )為指標對加工(gōng)中心(xīn)主軸箱體製造工藝過程中所有(yǒu)可能發生的工(gōng)藝故障模式進行評價,專家組進(jìn)行評價時需采用本文規定的以下語義詞:“沒有風險”、“很小風險”、“較小風險”、“一般風險(xiǎn)”、“較大風險”、“很大風險”。梯(tī)形模糊數 M?(a,b,c,d) 可以對(duì)上述語(yǔ)義詞進行定量表示,為便(biàn)於(yú)計算,本文將模(mó)糊(hú)數 M 中 a、b、c、d 四個分位數(shù)的取值局限於? ?0,1 區間(jiān)內,具體數值由專家組(zǔ)確定(dìng),即上述每個語義詞的四個分位(wèi)數a、b、c、d 都是通過專家組加權平均的方(fāng)法得到,本(běn)文所規定(dìng)的語義詞所對應梯形模糊數如表 3.1 所(suǒ)示。
表 3.1 語義詞對應的梯形模(mó)糊數
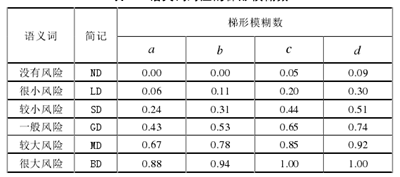
表 3.1 中的各(gè)個語義(yì)詞模糊數隸屬(shǔ)函數圖像如圖 3.1 所示,圖中的折線代表了相應語義詞的(de)隸屬函數。
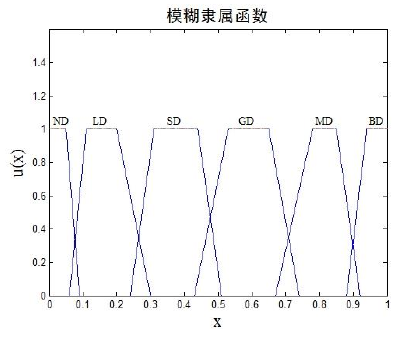
圖 3.1 語義詞對應的梯形(xíng)模糊函數圖像(xiàng)






3.2.2 工藝(yì)係統模糊綜(zōng)合評判(pàn)方法
對(duì)加工中心主軸箱體的整個製造工藝係統實施模糊綜合評判,可以為是否(fǒu)對薄弱工序實施改進措施提供參考,具體方法如下所示[76]:
(1)建立製造工藝係統綜合評價的評判等級(jí),等級V 是對加(jiā)工中心主軸箱體工藝故障模式狀態的 h 個評價決斷即 ? ?1 2, ,...,hV ?v v v ;
(2)以(yǐ)上(shàng)述評判等級為標準,專家組對加工中心主軸(zhóu)箱體工藝故障模式集合? ?1 2= , ,....,nA A A A 中各(gè)元素進行評判,並根據各個專家(jiā)的權重得到評判矩陣 PA ,? ?1 2 ,...,i i i ihPA ?? ? ? 表示工藝(yì)故障(zhàng)模式iA 的評判集iPA ,集合(hé)中ij? 表示(shì)工藝故障(zhàng)

3.2.3 采用(yòng)模糊評判的工藝 FMECA 分析流程
采用梯(tī)形模(mó)糊評判方法的加工中心主(zhǔ)軸箱體製造工藝 FMECA 的分析流程可概括為圖(tú) 3.2 所示,其主要區別是將工藝 FMECA 原有的風險優先數( RPN )評分改為梯形模糊評判,相應的工藝(yì) FMECA 表格也會進行修改,各流程的具體內(nèi)容可參考本章的實例分析。
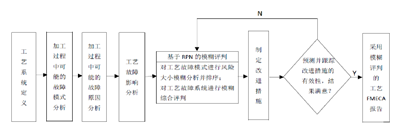
圖 3.2 采(cǎi)用(yòng)模糊評判的(de)加工中心主軸箱體製造工藝 FMECA 流程
3.3 實例分析
本文以某型號加工中心主軸箱體(如圖 3.3 所示)製造工藝(yì)為例(lì),結合圖 3.2中的分析流程對其應用基於模糊(hú)評判的製造工藝 FMECA 方法,從而能夠在缺少生產過程統計數據的情況下,確定出薄弱工序並製定相應的改進措施,達到保障加工中心主軸箱體製造工藝可(kě)靠性的目的。為了便於理解和(hé)表達,本文以該型號加工中心主軸箱體的(de) 2 道工序出現的 4 種故(gù)障原因引起的工藝(yì)故障模式為(wéi)例進行分(fèn)析。

圖 3.3 某型號加工中心主軸箱體
3.3.1 係(xì)統定義
加工中心主軸(zhóu)箱體是承(chéng)載主軸的關鍵零(líng)件,其製造精度對整機的加工精(jīng)度有著重(chóng)要影響(xiǎng);該型號主軸箱體毛坯為鑄(zhù)件,體積較大並且加工精度要求高,加工過程中裝夾費時費力,而且運輸困難,具有較大的加工難度。 3.3.2 “工藝流程表”及“零部件(jiàn)-工藝關係矩陣”的繪製
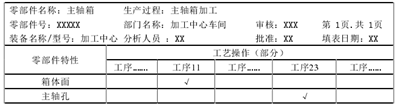
繪(huì)製“工藝流(liú)程(chéng)表”(見表 3.2)及“零部件(jiàn)-工藝關係矩陣”(見表 3.3)。
表 3.2主(zhǔ)軸(zhóu)箱體工藝流程(部分)
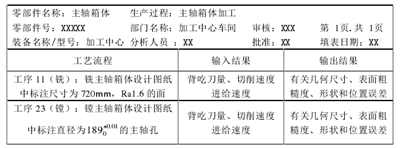
表3.3 零部件-工藝關(guān)係矩陣(部分)
3.3.3 分析主軸箱體(tǐ)工藝故障(zhàng)模式(shì)、原因及影響
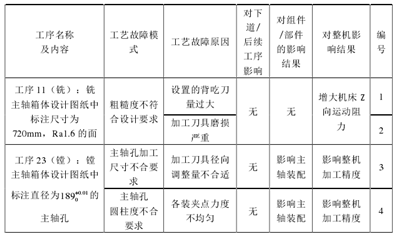
對加工中心主軸箱體各工序可能發生的工藝故障模式、相應的工藝故障原因及影響進行分析,並以故障原因為單位對工藝故障模式編(biān)號(見表(biǎo) 3.4)。
表 3.4 主軸箱體(tǐ)工藝故障模(mó)式、工藝故障(zhàng)原因及影(yǐng)響(部分)
3.3.4 模糊對比評判計算
以風險(xiǎn)優先數( RPN )為模糊評判原(yuán)則,本文(wén)共邀請 5 位加工中心主軸箱體製造領域專(zhuān)家對所編(biān)號的工(gōng)藝故障模式進行評(píng)判(pàn),根據工作年限、職稱、學曆等賦予各專家的權重如表 3.5 所示。根據互補判斷矩陣的性質,專家組隻需要給出對角線(xiàn)以上的評判元素即可,具體評分如表 3.6 所示。
表 3.5 專家權重分配
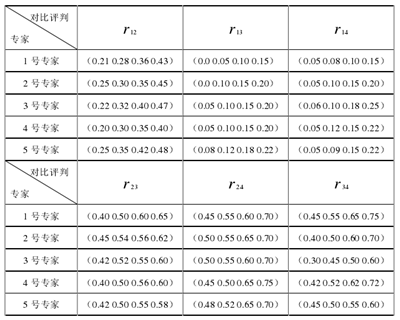
表 3.6 專家組(zǔ)模糊對比評分
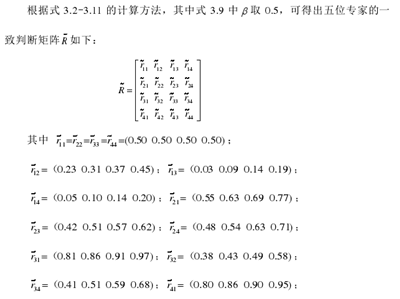
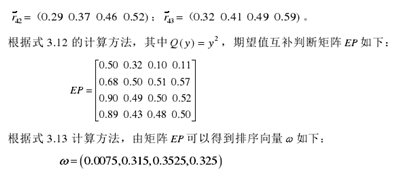
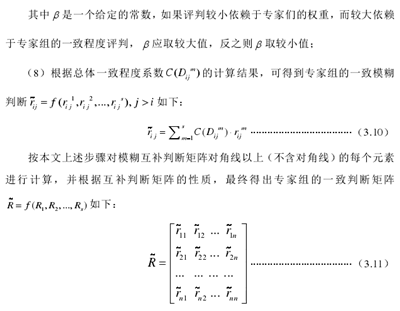
根據(jù)? 計算結果可以發現,編號為 3 的加工中心主軸箱(xiāng)體工(gōng)藝故障模式即由(yóu)加工刀具徑向調整量不合適引起的主軸孔加工尺寸(cùn)不合要求,是表 3.4 中(zhōng)所編號的工藝故障模式中風險最大。 3.3.5 模糊綜合評判計算
對加工(gōng)中心主軸箱體製造工藝係統實施模糊綜合評判,建立評判等級V??風(fēng)險很高(gāo),風險較高,中等風險,輕度風險?,邀請上述 5 位專家對表 3.4 中全部工藝故障模式進行評判,評分如表 3.7 所。
表 3.7 專家組模糊綜合評分
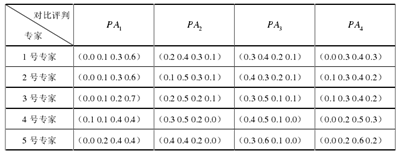
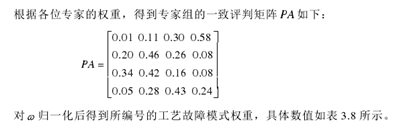
表 3.8 編號的各工藝故障模式權重分配
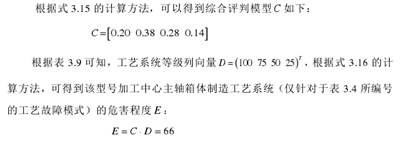
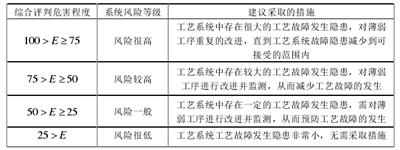
由表 3.9 可知,該型號加(jiā)工中心主(zhǔ)軸箱體製造工藝係統(僅針(zhēn)對表 3.4 所編(biān)號(hào)的工藝故障模式)風險(xiǎn)較高,因此有必要針對(duì)薄弱工序采取改(gǎi)進措施,減少工藝故障的發生,比如對工序 23 建立(lì)關鍵工(gōng)序質量控製點。
表 3.9 係統評判等級與改進措施(shī)
3.3.6 基於模糊評判的工藝 FMECA 表格
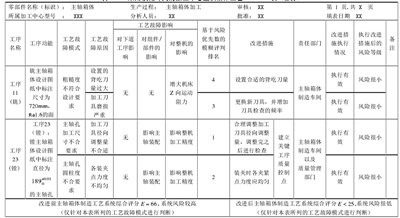
根據模糊評判(pàn)的結果,針對不(bú)同工藝故障原(yuán)因引(yǐn)起(qǐ)的加工中心主(zhǔ)軸箱體製造工藝故障模式采取改進措施,直到發生的工藝故障模式風險程度降低到符合規定(dìng)要求為止。例如針對工序 23 中的工(gōng)藝故障模式“主(zhǔ)軸孔加工(gōng)尺寸不合要求”采取了“合理調(diào)整加工刀具徑向調整量,調整完之後進行檢(jiǎn)查,對該工序建立(lì)關鍵質量控製點”的改進措施(shī),對改進措施進(jìn)行跟蹤(zōng)後,專家組對其風險評價為“風險很小”,驗證了改進措施的有效性。將上述工(gōng)作內容進行整理,製定采用模糊 評判方法的加工(gōng)中心主軸箱體製造工藝 FMECA 表格(如表 3.10 所(suǒ)示,見下一 頁)。
表 3.10 采用(yòng)模糊評判的加工中心主軸箱體工藝 FMECA 表(部分)
3.4 本章小(xiǎo)結(jié)
本章(zhāng)介紹了加工中心(xīn)主軸箱(xiāng)體製造工藝 FMECA 實施流程,以風險優先數為判(pàn)原則對以故障原因為單位的工藝故障模式應用梯形模糊數評判方法,通過對其風險程度的兩兩比較並對專家組(zǔ)評分進行計算,從而得出各工藝故障模式的風險程度排(pái)序,對加工中心主軸箱體整個製造(zào)工藝係統進(jìn)行綜合評判,確定出係統風險等級,為是否實施(shī)改進措施提供依據。本章以某型(xíng)號加工中心主軸箱體的(de)製造工藝為(wéi)例,對(duì)其應用了基於(yú)模(mó)糊評判的製造工藝(yì) FMECA 方法(fǎ),得出各工藝故障模式風險排序以及整個製造工藝係(xì)統的風險(xiǎn)評判等級,製定了針對各(gè)個工藝故障模式的改進措施,並對(duì)改進措施的有效性進(jìn)行了驗證,從(cóng)而降低了整個工藝係統的風險等級,達到(dào)了保障加工中心主軸箱體製造工藝可靠性的目的(de),也驗證了(le)基於模糊評判的加工中心主軸箱體製造工藝 FMECA 方法的可行性。
第 4 章加工中心主軸箱(xiāng)體製造過程控製圖分(fèn)析(xī)及軟件編製
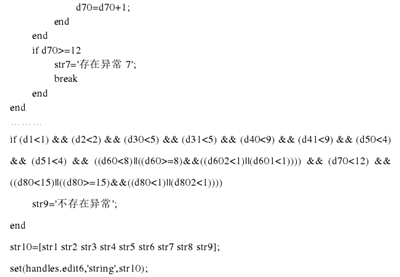
工藝 FMECA 方法能夠針對(duì)發生的工藝故(gù)障采取相應改進措(cuò)施,實現對(duì)加工中心(xīn)主軸箱體製造工藝可靠性進行保障的目的,具有直(zhí)接有效的特點,但工藝FMECA 方法並不能在(zài)工藝故障發生之前及時發現生產過程中存(cún)在異常因素,所以無法對工藝故障的發生起到預防作(zuò)用,因此(cǐ)本章將研究以預(yù)防(fáng)工藝故障發生(shēng)為目的的控製圖分析方法,從而彌補工藝 FMECA 方法所存在的不足。 控製圖分(fèn)析方法又被稱作統計過程控製(SPC),可以在工序質量特性值符合規定要求的(de)情況下(xià)判斷出加工中心主軸(zhóu)箱體製造過程是否存在異常因素。若(ruò)不存在異常因素,可以通過控製圖對(duì)加工中心主軸(zhóu)箱體製造過(guò)程進行監(jiān)控,從而保障加工中心主(zhǔ)軸箱體製造過(guò)程處於穩定狀態;若(ruò)存在異常因素,通過對異常因素的排查能夠預防(fáng)或者減少工藝故障的發生,使生產過程處於穩定狀態,從而提高加工中心主軸箱(xiāng)體製造工藝穩定性。判(pàn)斷工序質量特性值分布異(yì)常的條件較多,為了能夠降低操作人員工作強(qiáng)度,並能快速準確的判別加工過(guò)程是否處於穩定狀態,本章采(cǎi)用 MATLAB 的 GUI(圖形用戶界麵)編製了加工中心主軸箱體製造過程控製圖分析軟件。
4.1 加工中心主軸箱體製造過程控製圖分析
4.1.1 控製圖分析原理
控製圖(tú)分析方(fāng)法(fǎ)[77]是美國 W. A. Shewhart(休哈特)以預防工藝故障發生為原(yuán)則首創的控製過程(chéng)工具,也被(bèi)稱為統計過程控製(Statistical Process Control, 簡稱 SPC)。W. A. Shewhart 認為產品的質量特性值在生產過程中存在著波動,引起波動的原因有兩種:一種(zhǒng)是生產過程中固有的偶然因素所造成的偶(ǒu)然波動,另一種(zhǒng)是非生(shēng)產過程(chéng)中固有的異常因素(也稱係統(tǒng)因素(sù))所(suǒ)造成的(de)異常波動。偶(ǒu)然因素一直存在於生產過程中並且無法避免(miǎn),但是對產品質量影響較小;而異常因素是時斷時續的存在於生產過程中並且(qiě)對產(chǎn)品質量影響較大,但可以避免。因此在生產過程中應利用控製圖分析方法準確判斷出係統因素所造成的波(bō)動是否存在,如果(guǒ)存在異常波動應盡(jìn)快尋找並(bìng)排除引起異常波動的係統因素,從而能夠(gòu)預防或者減少工藝(yì)故障的發生,保證生產過程的穩定。
文27
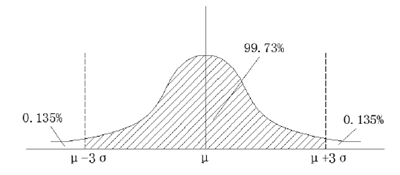
圖 4.1 正態分布曲線
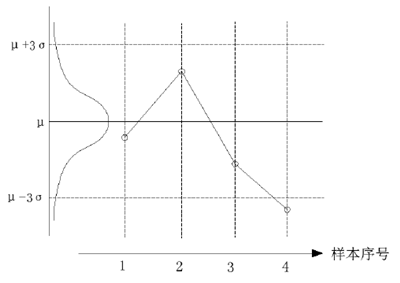
圖 4.2 工序樣本質量特性值(zhí)描點圖
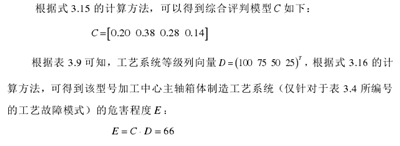
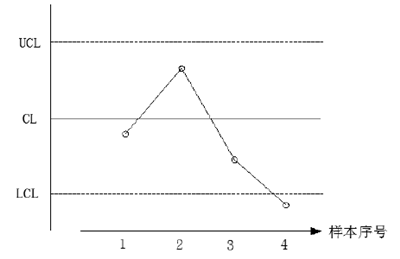
圖4.3 控製圖(tú)形式
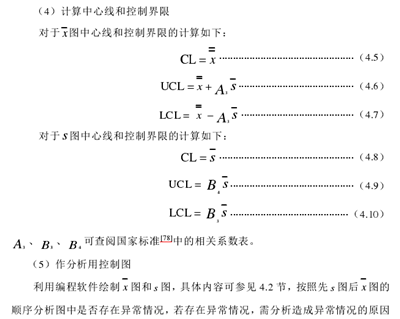
控製圖可以分為分析用控製圖和控製(zhì)用控製圖,分析用控製圖是用於判別(bié)生產過程中是否存在異常情況以及工序能力指數是否符合要求,控製用控製圖(tú)是以當前穩定的生產狀態衡量後續生產的工件質量特性值是否穩定。控製圖又可以分為計量值控製圖(tú)、計點值控製圖以及計件值控製圖(tú)。計量值中應用較多的(de)是均(jun1)值
4.1.2 加工中(zhōng)心主軸箱(xiāng)體製造工序(xù)控製圖分析流程
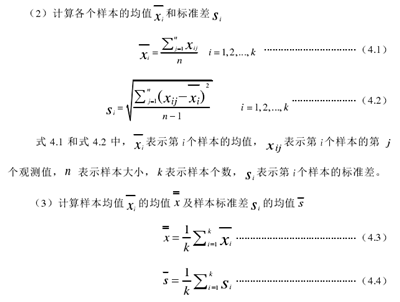
目前控製(zhì)圖分析方法已經形成相應的國家標準以及國(guó)際標準(zhǔn)[78-80],根據標準的要求,加工中心主軸箱體製造(zào)工序控製圖分析流程如下: (1)準(zhǔn)備工作:確定所要分析加工中心主軸箱體製造工序的質量特性值 X,根據生產情況按一定的時間間隔采集樣(yàng)本,並根據時間順序進行分組(zǔ)和排序,樣本容量 n 為 4 ~ 5個,並保證樣本容量相同,樣本個數 K 為 20 ~ 30 個(gè),記錄(lù)采集到的樣本數據(jù)。
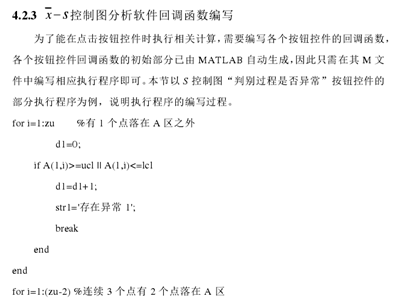
1)有 1 個點(diǎn)落在區域 A 之外;
2) 連續 3 個點有 2 個點落在 A 區;
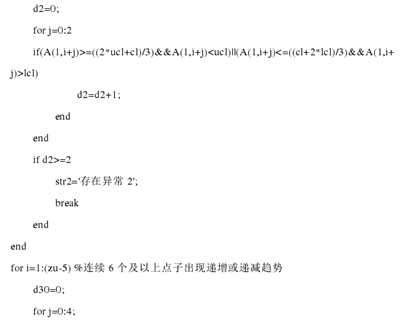
3) 連續 6 個及以上的點出現遞增或者遞減趨勢;
4)連續 9 個及以上的點出現在中心線(xiàn)同一側;
5) 連續 5 點中有 4 點落在中心線一側的 C 區之(zhī)外(wài);
6) 連續 8 點落在中(zhōng)心線兩側並且未落在 C 區內;
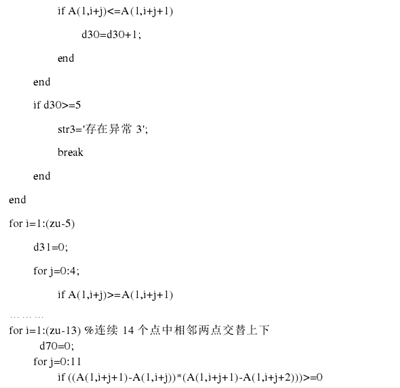
7) 連續 14 個點中相鄰點交(jiāo)替上(shàng)下;
8) 連續 15 點落在(zài)中心線兩側(cè)的(de) C 區內;
9)點子呈現(xiàn)周期性變化。
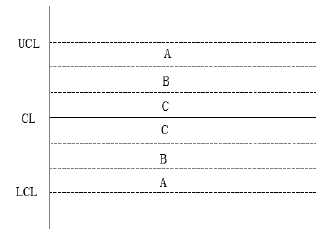
圖 4.4 控製圖區域劃分
(6)判斷該加工中(zhōng)心主軸箱體製造工序質量特性值(zhí)及控(kòng)製圖修正後的工序(xù)能(néng)力指數是否符合規定要求,對其它要求的判斷可根據實際生(shēng)產情況(kuàng)進行。如果有生產要求不符合規定的情況,應對相關(guān)生產因素進行調(diào)整,最終將分析用(yòng)控製圖的控製界限延長(zhǎng)從而(ér)轉為控製用(yòng)控製圖。
(7)作控製用控製圖對加工中心主軸箱體生產過程進行控製,按流程(1) 中確定的采集樣本(běn)方法采集後續(xù)生產的樣本數據,並在控製用控製圖中(zhōng)描點, 判斷是否存在異常。
(8)一段時間後應根(gēn)據實際質量水平對控製用控製圖的中(zhōng)心線和控製界限進行(háng)修正。
該(gāi)軟件應具備數據錄入、數據計(jì)算、圖形繪製以及製造過程異常判(pàn)斷等功能,同時能夠記錄加工中心主軸箱體製造過程發生的工藝故障模式、工藝故障原因及影響等,為技術(shù)人員提供統計數據,當記錄的數據足夠豐富時可以直接應用於工藝FMECA 分析中而不需要采取模糊評判等數學方法,從而簡化分析過程。 目前(qián)編程語言種類豐富如 Java、C、C++、Visual Basic、MATLAB 等,且具備(bèi)各自獨特的優點,因此根據不同的編程要求及應用領域選擇合適的語言可以提高編程效率並獲得運行穩定的程序。MATLAB 是一種廣泛用於數據分析、數值計算、數據可視化、建模仿真(zhēn)、算法開發等多個方(fāng)麵的高級計算語言和交(jiāo)互環境,並且提供了大量現成的函數,具有計算效率高、編程效率高、操作(zuò)方便(biàn)等優點[83]。因此本文采用 MATLAB-GUI(圖形用戶界麵)編製加工中心主軸箱體製造過程x ?s 控製圖分析軟件。 MATLAB-GUI 指的是 MATLAB 圖形用戶界麵(Graphical User Interfaces,GUI)設計(jì)。本文以 MATLAB7.10 版本為例介紹 GUI 設計窗口,如圖 4.5 所示。GUI 設計窗口的上方(fāng)為菜單(dān)欄(lán),包括“File”、“Edit”等6個(gè)菜單項;菜(cài)單欄下(xià)方為工具欄,用於打開布局編(biān)輯器、打開菜單編輯器(qì)等;網格(gé)區(qū)的(de)左側為控件工具箱,包括按鈕、可編輯文本框等控件對象;網(wǎng)格區為(wéi)設計區,用(yòng)於布置菜單和控(kòng)件對象。
圖 4.5 MATLAB 7.10 版本的 GUI 設計窗口
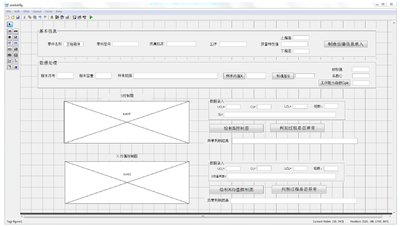
圖 4.6 加工中心主軸箱體 x?s控製圖分析軟件的界麵布局
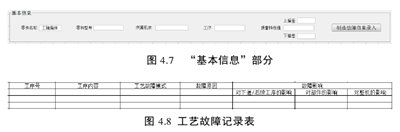
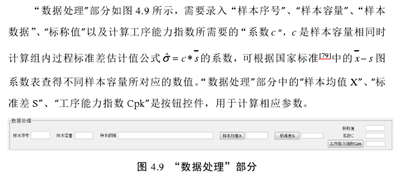
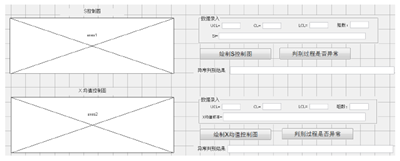
圖 4.10 “控製(zhì)圖”繪製部(bù)分(fèn)
“菜(cài)單”部分如圖(tú) 4.11 所示,包括“保存”、“退出”、“軟件說明”三個功能,“保存”功能是將整個軟件界麵(miàn)以(yǐ)圖片形式進(jìn)行保存,“軟件說明”是點擊之後彈出 word 文(wén)檔如圖(tú) 4.12 所示,用於說明或者解釋(shì)軟(ruǎn)件的一些信息,對於4.1.2 節中異常判斷原則中的點子呈現周期性(xìng)變化,需要通(tōng)過對控製圖形狀觀察可得。
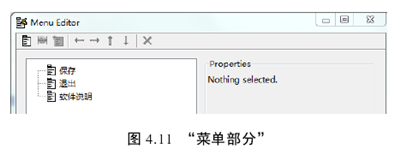
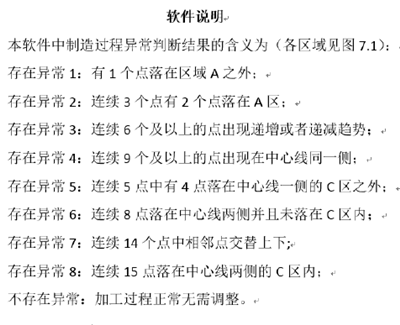
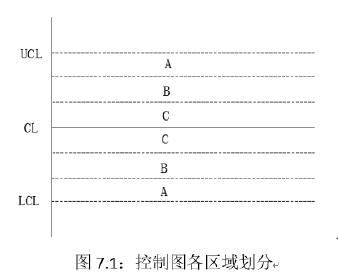
圖 4.12 軟件(jiàn)說明
滿足所要求的功能,並且(qiě)參數計算及(jí)異常結果(guǒ)的判斷(duàn)均準確無誤,由於下一節(jiē)將進行(háng)實例分析,因此本節對軟件調試驗證的具體過程不進(jìn)行詳細描述。 4.3 實例(lì)分析
4.3.1 數據采集與處(chù)理
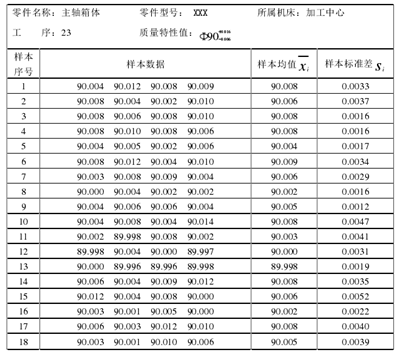
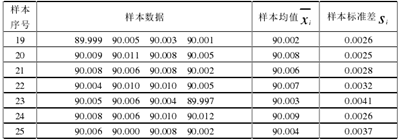
根(gēn)據 4.1.2 節(jiē)中(zhōng)的要求,采集了某型號加工中心主軸箱體製(zhì)造工序 23 的樣本,樣本數量為(wéi) 25 組,樣本容量為 4,並對(duì)樣本數據進行了計算處理,具體數據如表 4.1 所示。
表 4.1 數據記錄表
4.3.2 控製圖參數計算
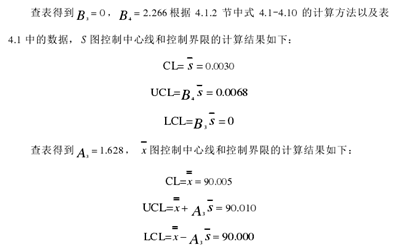
4.3.3 作分析用控製圖及控製用控製圖

件的判別結果可以發現第 12 個樣本和第 13 個樣本均值超出控(kòng)製界限,因此需要查找造成點子出界的異常原因,通過(guò)調查發現是工人師傅未能按規定要求及時調整加工刀具的調刀量(liàng),因此需要讓操(cāo)作工人嚴格遵守生產規定(dìng)進行操作。 將(jiāng)異常點即樣本(běn) 12 和樣本 13 的均值和(hé)標準差排(pái)除,對剩餘的 23 個樣本重新(xīn)繪製控(kòng)製圖(tú),並按照式 4.1-4.10 計算新的控製界限,如圖 4.14 所示,可以發現 S
圖和 x 圖均無異常,且樣本數據(jù)均符(fú)合生產要求,工序能力指數(shù) Cpk為 1.02,表明工序能力尚可,因此可以將去除異常點後的控製圖作為控製用控製圖,對(duì)後續生產進行控製,並(bìng)經過一定時間後對控製界限進行調整。
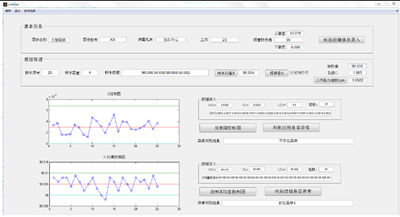
圖 4.13 繪(huì)製的分析用控製圖
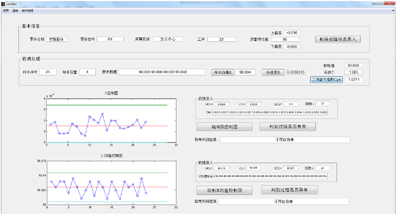
圖 4.14 去除異常點後的控製圖
4.4 本章小(xiǎo)結
本章介紹了控製圖分析方法的原理以及加工中心主軸箱體製造過程控製圖(tú)分析步(bù)驟,利用 MATLAB-GUI(圖形用戶界麵)編(biān)製(zhì)了加工中心主軸箱體製造過程 x ?s 控(kòng)製圖分析(xī)軟件,該軟件具備數據錄入(rù)、數據計算處理、繪(huì)製控製圖、判斷製(zhì)造過程是否異常、記錄工藝故障數據等功能,通過實例分(fèn)析(xī)表明所編製軟件能夠(gòu)準確快速計算樣本(běn)數據、繪製分析用 S 圖和 x 圖、判(pàn)斷出加工中心主軸(zhóu)箱體製造過(guò)程是否存在(zài)異常,通(tōng)過對異常因素和異常樣本數據的排除可以生成相應的(de)控製用控製圖(tú),用於監測後續加工中心主軸箱體製(zhì)造(zào)過程的波動情況。因(yīn)此本(běn)章所研究(jiū)的控製圖分析方法能夠(gòu)保障加工(gōng)中心主軸(zhóu)箱體製造過程的穩定,預防製造工藝故障的發生,從而達到保障加工中心主軸箱體製造工藝(yì)可靠性的目的。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進(jìn)行資訊(xùn)合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進(jìn)行資訊(xùn)合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題(tí)新聞(wén)
名企推(tuī)薦







專題點擊前十
| 更多

