
加工中心主(zhǔ)軸箱體製(zhì)造工藝可靠性保障方法的研究(上)
2017-6-30 來源:吉林大學 作者:譚壯
摘要 :產品的可靠性是由設計(jì)、製造、裝(zhuāng)配、管理等多個因素決定的。目前以加工中心為代表的(de)數控機床可靠性研究主要集中在可靠性設計、可靠性建模、可 靠(kào)性試驗以及故障分析等方麵,尚(shàng)未涉及到數控機床零(líng)部件製造工藝可靠性的研究。主軸箱體是加工中心關鍵零部件之一,研究加工中心(xīn)主軸箱體製造工藝可靠性保障(zhàng)方法,不僅有利(lì)於減少加工中心主軸箱體製造工藝故障的發生,而且(qiě)能夠保障加工中心整機的可靠性水平(píng),並(bìng)為(wéi)研究其它類(lèi)型數控機床零部件的製造工藝可靠性保障方法提供參考。 本文以加工(gōng)中(zhōng)心主軸箱體製造工藝可靠性保障方法為研究內容(róng),給出了加工中(zhōng)心主軸箱體製造工藝可(kě)靠性定義及其評價指標(biāo),應(yīng)用工藝 FMECA 方法針對可能發(fā)生的工藝故障製定(dìng)改進措(cuò)施,應用控(kòng)製圖分析方法發現製造過程中的異常因(yīn)素並將其排除,從而預防工藝故障的發生,建立關鍵工序質量控製點預防製造過程異常因素的發生。本文主要研究內容如下:
1.分析了加(jiā)工中心主軸箱(xiāng)體的結構及其在加工中心整機中的作用,說明了不同型號加工中心主軸箱體在(zài)製造工(gōng)藝上的(de)相似性。給出了加工中心主軸箱體製(zhì)造工藝可靠性的定義以及用於評價加工中心主軸箱體(tǐ)製造工藝可靠(kào)性的指標體係,並詳細描述了各個(gè)評價指標的含義與計算方法。
2. 應用工(gōng)藝(yì) FMECA 方法對加工中心主軸箱體製造過程(chéng)進行分析,為了解決數據不足的(de)問題,本文將(jiāng)風險(xiǎn)優先數(shù)定為評判原(yuán)則對以故障(zhàng)原因為單位的工藝故障模式應用(yòng)梯形模糊數評判方法,得(dé)出各工藝故障模式的風險程度排序,並將排序較高的工序確(què)定為(wéi)薄弱工序,對(duì)加工中心主軸箱體整個製造工藝係(xì)統進行綜合評判(pàn),確(què)定出係(xì)統風險等級,為是(shì)否有必要實施改進(jìn)措施提供依據。

從而預防工藝(yì)故障的發生,再將異常樣本數據(jù)排除從而(ér)生成控製用控製圖,用於監(jiān)測加工中(zhōng)心主軸箱體後續製造過程的波動(dòng)情況。
4. 對加工中心主軸(zhóu)箱體(tǐ)製(zhì)造過程中的薄弱(ruò)工序或某些特殊關鍵工序建立關鍵工序質量控製點,提出了(le)加工中心主軸箱體(tǐ)製造過程一般關鍵工(gōng)序和特殊關鍵工序的定義以及確定關鍵工序需要采用的方法,分析了與(yǔ)加(jiā)工中(zhōng)心主軸箱體製造過程密切相關的 5M1E 因素,並(bìng)針對各個因素製定了相應的控(kòng)製文件(jiàn),描述了建立及管理關鍵工序質量控製點的方法與流程。
本文從多個角度逐(zhú)層(céng)加深的對加工中心主軸箱體製造工(gōng)藝可靠性保障方法進行了研究,因而能夠適應機床製造企業的生產需求,具有(yǒu)較強的應用價值。
關鍵詞: 加工中心主(zhǔ)軸箱體,製(zhì)造工藝(yì)可(kě)靠性,工藝 FMECA,模糊評判,控製圖分析(xī),MATLAB-GUI,關鍵工序質量控製點
第 1 章 緒論
1.1 研究背景(jǐng)
機(jī)械製造業作(zuò)為國民經濟的重要基礎產業,為(wéi)航空航天(tiān)、航海、電力運輸、高速(sù)鐵路、汽車生產等多個行業提供了儀器(qì)儀表和生產設備等工具[1]。機械製造業是“中國製造 2025”興國戰略中(zhōng)的關鍵領域(yù),其發展狀況(kuàng)直接決定中國能否從製造大國轉變為製造強國。機械(xiè)製造裝備的先進程度是機械(xiè)製造業發展水平的決定性因素,數控機床作為製造裝備中的典型代表,在過去的幾(jǐ)十(shí)年中得到了很大的展,我國也連續多年位居世界機床產量的榜首,為國民經濟建設做出(chū)了重大(dà)的貢獻(xiàn)[2-3]。 即便近年(nián)來國內經(jīng)濟增速放緩,我國機床產值仍然高於世界上其他(tā)國家,同時機床消費值占世界機床總消費值的比例很大,遠遠(yuǎn)超過其它發(fā)達(dá)國家。如圖 1.1、圖 1.2 所示,2014 年中國(guó)機(jī)床產值隻是稍稍領先日(rì)本與德國,但是消費值以及進口值則與其餘四個國家的總和相當,其中機床消費值占(zhàn)世界總消費值的 31%,雖然機床出口(kǒu)值增幅高達 18.1%,但(dàn)是出口總量相比日(rì)本、德國等發達國家差距依然很大[4-6]。我國機床進(jìn)口值連續多年占機床消費值的 40%左右,並且國內中高端數控機床市場長期由國外進口機床所霸占(zhàn),這也說明我國機床產業當前(qián)依然處於大(dà)而不強的境地[7]。
加(jiā)工中心是一種具有使用範圍廣、技術先進以及(jí)發展速度快等特點(diǎn)的數控機床,其總產值(zhí)占世界機床產值的 1/6 左右並將逐年高速增長[8]。雖(suī)然以加工中心為代表的數控機床在國家科(kē)技攻關計劃以及(jí)國家科技重大專項等政策的支持下得到了發展,尤(yóu)其是在多軸聯動化、高精度化、高速化、柔性化等方麵取得了(le)很大的進步,但是與日本、德國(guó)等發達國家的數控機床(chuáng)產品相比依然存在差距[9-10]。尤其是在機床可靠性及功能、性能維持能力方麵,國產數控機床相比國際知名品(pǐn)牌機床產品(pǐn)落後明顯,這也成為了製約國產數控機床技術發展以及(jí)占有更多市場的關鍵因素[11]。因(yīn)此為了提(tí)高(gāo)包(bāo)括加工中心在內的國產數控機床可靠性(xìng),縮短與國際機床產品的性能差距,應當(dāng)從設計(jì)、製造、裝配、使用以及維護保養等方麵進行研究,從而提高國產數控機床市場占有率,實現製造強國的目標[12]。
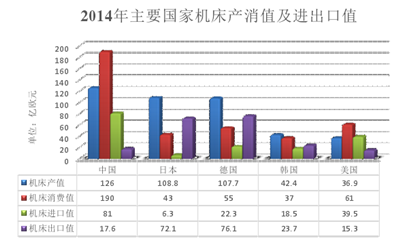
圖 1.1 2014 年主要國家機床消值及進出口值
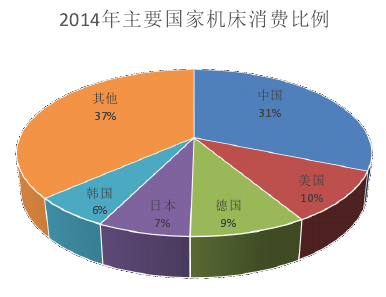
圖 1.2 2014 年主要國(guó)家機床消費比(bǐ)例
1.2 課題來源(yuán)
本文所研究的課題來源於“高檔數控機床與基礎製造裝備”國家科技重大專項課題“千(qiān)台國產加工中(zhōng)心可靠性(xìng)提升工程”(2013ZX04011-012)和“重(chóng)型機床可靠性試驗與評價方法(fǎ)研(yán)究(2014ZX04014-011)。
1.3 論文研究目(mù)的和意義
加(jiā)工中心在國內多個製造領域需求量很大,但由於(yú)國產加工(gōng)中心可靠性(xìng)低,企業通常隻(zhī)在不重要的中(zhōng)低(dī)端(duān)製造環節使用國產加工中心,而關鍵製造環節通常采用進口產(chǎn)品。然而(ér)很多發達國家在我國進口(kǒu)高檔加工中心時附(fù)加了各種限製條件,如限定(dìng)購買數量、限定使用維修地點和人員等等,這些條件不僅增加了企業的采購成本也影響了企業的生產(chǎn)節(jiē)拍。目前我國民用(yòng)、軍用行業對國外高檔數控機床產品的依賴度很高,嚴重製約了我國在(zài)國際上擁有更多的(de)話語權,因此提升包括加工中心(xīn)在(zài)內的國產數控機床的可靠性迫在眉(méi)睫。 加工中心由主軸箱體、主軸、床身、刀庫、工作台、立柱等零部件和液壓係統、氣動係統、數控係統等組(zǔ)成,各零部件的設計、製造、裝配水平將(jiāng)直接影響(xiǎng)到加工中心整機的可靠性。目前國內外對加工(gōng)中(zhōng)心可靠性的研究主要集(jí)中在產品的設計、試(shì)驗(yàn)、維(wéi)修等階段,但製造是實(shí)現產品設計的過程,也是直接影響到產品質量的重要環節,所以(yǐ)研究零部件製造工藝可靠性保障方法對於保障加工中(zhōng)心整機可靠性具有重要的意義。鑒於主軸箱體是承載主軸的關鍵件,其製造水平將直接影響到加工中心的可靠性、精度及精(jīng)度維持能力,在加工中心零部件中具有一定的特殊地位,因此研究加工中心主軸箱體製造工藝可靠性保障方(fāng)法,不僅有利於減少(shǎo)加工中心主軸(zhóu)箱(xiāng)體製造工藝故障的發生,降低企業在製造過程中的經濟損失,保障加工中(zhōng)心整機可靠(kào)性水平,而且能夠(gòu)為研究其它類型數控機床零部件的製造工藝可靠性保障技術提供參考。
1.4 國內外(wài)發展(zhǎn)及研究現狀
1.4.1 加工中心國內外發(fā)展現狀(zhuàng)
1.4.1.1 加工中心國外(wài)發展現狀
上個世紀四十年代初至五(wǔ)十年代末(mò),在成功研製出(chū)數控銑床(chuáng)並將(jiāng)其應用到生產實(shí)際的基礎上,美(měi)國研發出了世界上(shàng)第一台加工中心[13-14]。德國、日本等國家也在這個時間段相(xiàng)繼(jì)研製出了自己的第一(yī)台(tái)數控機床,也成為了他們後續壟斷高檔數控機床領域的基礎。上個世紀七十年代,加工中(zhōng)心在國外多個行(háng)業得到了(le)廣泛應用並受到了越來越多(duō)的重視,其技術也得(dé)到了廣泛的普及。得(dé)益於近些年電子、計算機、造型設計等技術的快速發(fā)展,加工中心(xīn)在製造精度(dù)、切削速度、人機交互、外觀造型(xíng)等方麵(miàn)取(qǔ)得(dé)了很大的進步。目前以德國(guó)、日本(běn)、美國(guó)等發達國(guó)家的高檔產品為代表,加工中心已經演變成了(le)具有觀賞(shǎng)性外觀同時又涉及機械、電子(zǐ)、液壓等多方麵技術的高度自動化(huà)機電液產品(如圖 1.3 所示德國 DMG 機床集團生產的加工中心)。

圖 1.3 德國 DMG 機床集團生產的加工中心
1.4.1.2 加工中心國內發展現狀
我國研究數控機床技(jì)術的時間(jiān)較早,在上個世紀五(wǔ)十年代末開始研發數控銑床,並於(yú)六十年代初成功研(yán)製出(chū)屬於自己的第一台(tái)加工中心[15]。然而(ér)國內研發水平低下、製造能力不足以及(jí)國外的技術(shù)封鎖等原因,造成了包括加工中心在內的國產數控機床在 1979 年之前近乎沒有得到(dào)任何大(dà)的發展。從國家的“六五”規劃開始,通(tōng)過引進和吸收國(guó)外發達國家先(xiān)進機床技術,國產數控機床技術取得了一定(dìng)的進步並開始受到重視。經過國家改革開放政策後,製造業得到了飛速的發展同時促進了國產數控機床技術取得了更大的進步(bù),並(bìng)在國內各行各(gè)業中應用的更加廣(guǎng)泛。雖然目(mù)前國產加工中心年產量已經超過 4 萬台,並保持著高速增長的勢頭,但是市場占(zhàn)有率卻(què)僅為(wéi) 30%左右,在高端機床市場幾乎得不到市場的認可。因此(cǐ)為了提高數控機床(chuáng)可靠性縮短與國外產品的(de)差距,我國將包括加工(gōng)中心在內的數控機床可靠性研究定為重點攻關領域,並提出在“十三五”規劃結束時包括加工中(zhōng)心在內(nèi)的數控機床平(píng)均故障間(jiān)隔時間(MTBF)達到 2000 小時的戰(zhàn)略目標。
1.4.2 加(jiā)工中心可靠性國(guó)內外研究現狀(zhuàng)
1.4.2.1加工中心可靠性國外研究現狀
可靠性理論發展(zhǎn)於上個世紀三十年代末,指的是產品在規定條件下及規定時間內完成規定功能的能力,通常用可靠度衡量(liàng)產品的可靠性水平[16-17]。加工(gōng)中心可靠性理論是伴隨著數控機床可靠性理論的發展而發展[13]。 國外不僅研製數控機床的時間(jiān)較(jiào)早,而且(qiě)將可靠性理論應用於數控機床包括加工中心的時間也早於我國。1963 年,Milton C. Shaw[18]研究了能夠使機床壽命(mìng)周期內(nèi)的經濟性達到最(zuì)高的優化算法。1967 年,W.A. Knight[19]在文獻(xiàn)中對機床因切削工件而產生的振(zhèn)動性能開展(zhǎn)了研究,提出了評估(gū)和預算機(jī)床穩定性的方法(fǎ)。以上學者雖然沒有直接提出機床可靠性的(de)研(yán)究術語,但是他們所研究的內容都與可靠性密切相關(guān)。1975 年,T.S Sankar[20]評估了主軸係統(tǒng)在隨機切削載荷下(xià)的可靠性水平,是早期直接與數控機床可靠性理論相關的研究成果之一。1982 年,A.Z. Kelle[21]等研究學者采用威布爾分布以及對數正態分布理論對數控機床(chuáng)的(de)可靠性和維修性進行了數學建模。雖然早(zǎo)期學者對數控機床包括加工中心的可靠性進行了相關研究,但沒(méi)有形成理論體係。蘇聯在(zài) 20 世紀 70 年代對數控機床可靠性理論開(kāi)展了專(zhuān)門的研究,並出版了相關學(xué)術專著,是後(hòu)期建立包(bāo)括加工中心在內的數控機床可靠性理論體係的(de)重要基礎[22]。由於(yú)國外機床企業對產品(pǐn)質量的高度重視,數控機床包括加工(gōng)中心的可靠性問題通常由企業內部進行解決並(bìng)作為商業機密,因此專門的科研機構對於數控機床可靠性(xìng)的研究較少,這也是難以查閱(yuè)國外相(xiàng)關先進研究成果的重要原(yuán)因。 目前(qián),國外關於(yú)數控(kòng)機床包括加工中心的(de)可靠性研究多數集中在可靠性(xìng)建(jiàn)模以(yǐ)及維修性等方麵。數控(kòng)機床壽命(mìng)分布模型(xíng)的建立方法主要(yào)是采用威布爾分布模型、指數分(fèn)布模型以及正態分布模型等。S. Tanaka[23]在考慮到尺度參數與形狀(zhuàng)參數存在關聯性的(de)情況下,研究出威布爾分布尺度參數的快速估計方法。此外,D.M. Brkich Stephen Shifley 等[24-25]也對威布爾分布模型進(jìn)行了研(yán)究擴展,使其在可靠性研究領域中(zhōng)應用更加廣泛。除了威布爾分布模型之外,離散事件樹方法、蒙特卡洛方法、Petri 網建模方法等也廣泛應用在可靠性(xìng)建模理論中。然而(ér)目前國外(wài)關於數控機床零部件製(zhì)造工藝可靠性的研究成果幾乎沒有。
1.4.2.2 加(jiā)工中心可靠性(xìng)國內研究現狀
國內可靠性理論研究時間相比國外較晚。直到 20 世紀 80 年代,我國才開始研究加工中心可(kě)靠性理論。從“八五”規劃開(kāi)始,數控機床包括加工中心的(de)可靠性研究得到了國家的重視(shì),並在“九五”規劃結束時(shí)將其平均故障間隔時間(MTBF)提(tí)高了 2 倍(bèi)達到 500-600 小時。吉林大學是(shì)國內較早開展數控機(jī)床包括加工(gōng)中心可(kě)靠(kào)性研究的單位,隨著國家科技重大專項對數控機床可靠性支持力度的加大,越來越多的企業和科研院所開始對數(shù)控機床可靠性進行研究(jiū)。 目前,國內對包括加(jiā)工中(zhōng)心在內的數控機床可靠性理論的研(yán)究(jiū)已經取得了很多成果。許彬彬[26]考慮不同維修程度(dù)對數控機床的影響建立了數控機床整機及子係統的可靠性模型。申桂(guì)香等[27]運(yùn)用了熵(shāng)權法對加工中心可靠性評價指標包括平(píng)均故障間隔時間(MTBF)、平均首次故障時間(MTTFF)、當量故障率(lǜ) D 分配權重,從而(ér)得到加工中心可靠性的客觀評價結(jié)果。邵娜等[28]利用物元可拓模型對數控機床的子係統包括液(yè)壓、電氣等進行可靠(kào)性評價。張根保等[29]研究了(le)對數線性比例(lì)強度理論模型,並運用該理(lǐ)論對數控機床在不完全維修(xiū)情況下的可靠性(xìng)進行了評估。李小兵[13]提出了針對(duì)故障發生時間的加工中心可靠性建模方法,並且對加工中心在受到切(qiē)削負荷影響時的(de)可靠性水平(píng)進行了評估。魏領會等[30]利用Petri 網模型和蒙特卡洛仿真分析理論對數控機床可用度進行建模與仿真分析。以上(shàng)學者的研究(jiū)成(chéng)果(guǒ)主要集中在加工中心可靠(kào)性(xìng)建模及評價方麵,具有一定的研究深度。 除了可靠性(xìng)建模及評價之外,國內學者在(zài)可(kě)靠性試驗、故障分析等方麵同樣取得了(le)很多研究成果。肖俊等[31]將模糊理論應用(yòng)到了數控機床(chuáng)可靠性分配模型中,並綜合考慮了可靠性分配準則(zé),為數控(kòng)機床可靠性設計研究提供了參考。蔣敬仁[32]對加工中心盤式刀(dāo)庫的可靠性試驗方法進行了研究,對企(qǐ)業以及科研院所製定加工中心盤(pán)式刀庫可靠性試(shì)驗(yàn)規範具有一定參考價值。方傑[33]對加工中心的載荷譜進行了研究,依據加工中心(xīn)切削載荷編(biān)製出了相應的速度譜、切削力譜(pǔ)以及切削扭矩譜,對加工中(zhōng)心可靠性(xìng)試驗具有指導意義。上述研究(jiū)成果主要集中在(zài)機床可(kě)靠(kào)性試驗方(fāng)麵,也是目前機床可靠性(xìng)研究中最為常見的(de)試驗(yàn)方法。段煒[34]對(duì)加工中心盤式刀庫(kù)換刀係統(tǒng)的故障模式進行(háng)了研究,並提出了相應故障預警方法。李加明[35]研究了加工(gōng)中心鏈式刀庫和(hé)機械手(shǒu)的模塊化可靠性(xìng)分配方法,並對鏈式刀庫和機械手的(de)傳動係統運用了(le)動作可靠性設計(jì)。程曉民等[36]分析了加工中(zhōng)心發生的早期故(gù)障,並建(jiàn)立了加工(gōng)中心早期故障間隔時間的數學(xué)模型,為加工中心可靠性改進提供了重要的依(yī)據。這些研究成果主要集(jí)中在加工中心可(kě)靠性設計、故障分析以及可靠性評估方麵。 通過總結上述(shù)研究成(chéng)果,可以發現目前國內學者在數控機床可(kě)靠性設計、可靠性建模、可靠性試驗(yàn)以及故障分(fèn)析等方麵已經取得了很多研究成果,但同(tóng)樣是尚(shàng)未(wèi)涉(shè)及數控機床零部件製造工藝可靠性的研究。
1.4.3 製造工藝可靠性國內(nèi)外研(yán)究現狀
1.4.3.1製造工藝可靠(kào)性國外研(yán)究(jiū)現狀
目前國外對於製造工藝可靠性已經進行了研究,並取得了(le)一定的成(chéng)果(guǒ)但尚未涉及數控機床類的產品。Bruno Bosacchi[37]將模糊邏(luó)輯理論應用到了微電子質量控製係統中,並提出三種保障(zhàng)產品可靠(kào)性的方(fāng)法,分別是優化產品部件質量、提高生產過(guò)程成品率以及(jí)盡早考慮產品(pǐn)可能發生的可靠性問題。William Q. Meeker等[38]將多種統(tǒng)計方法(fǎ),如六西格瑪設計等應用於產品研(yán)發製造階段的可靠性分析中。上述研究都是從宏觀角度提出一些解決問題的措(cuò)施,而(ér)並沒(méi)有具體落(luò)實到(dào)某個產品的生產過程中(zhōng)。Kanchan Kumar Das[39]認為整個製造係統受到製造設(shè)備可(kě)靠性的影響很大,並以生產費用為約束對製(zhì)造(zào)係統可靠性數(shù)學模型進行了優化,但並未從保障所生產的產品符合設計要求的角度進行研究。
此外,許多學者(zhě)都是從提高產品可靠性的角度保障製造過(guò)程可靠性,而單獨針對(duì)製造過程可靠性研究的理論較少。Michael Pecht 等[40]認為物理失效模型的研究理論與(yǔ)成果可以用(yòng)於產品的製造(zào)過程中,從(cóng)而達到提高產品(pǐn)可靠性的目的。Taeho Kim 和 Way Kuo[41-42]建立了(le)半導體生產線成品率與產品可靠性的關(guān)係模型,並(bìng)認為與設(shè)計過程、製造過程以及操作過程相關的參數是影響產品成品率與可靠性的主要因素。這些學者的研究主要是(shì)對產品的物理失效機理(lǐ)進行分(fèn)析(xī),研究領域也是主要集中在半導體(tǐ)等電子器件領域。Angus Jeang 等[43]研究了產品(pǐn)使用時間與(yǔ)製造方法以(yǐ)及製造誤差之間的關係,並建立了產品壽命周期經濟性的優(yōu)化模型。Biren Prasad[44]從提高產品壽命周期經濟性的角度對製造企業的管理進(jìn)行了優化。Om Prakash Yadav[45]將 Bayes 方法與(yǔ)模糊理論相結合(hé),利用產(chǎn)品設計與製造過程中(zhōng)的定性信(xìn)息,從而實(shí)現對產品(pǐn)可靠性的(de)預計。Carlos Adrino Rigo Teixeira[46]將客戶評(píng)價結果、故障樹分析結果以及一些(xiē)定(dìng)性方法應(yīng)用於產品可靠性(xìng)提(tí)升中,並在汽車(chē)離合器的生產中運用了相關理論。這些學者(zhě)雖然分(fèn)析了製造過程與產品壽命周期或者產品可靠性的關係,說明了製造過程的重要性,但並未(wèi)針對具體產品的製造過程進行研究。Seiichi Nakajima[47]在日本工業界推行全(quán)員生產維護的概念,在(zài)實際生產應用中取得了很好的效果並得到了(le)業界內的認可。B. M. Hsu[48]在無法得到產品精確的加工尺寸時,運用模糊方法對產品製造工序能力指數進行了評估。上述研究成果雖然是以產(chǎn)品製造過程為研究對(duì)象,但是研(yán)究角度較為單(dān)一。
1.4.3.2製造工(gōng)藝可靠性國內研究現狀
目前國內對於製造工藝可靠性的研(yán)究同(tóng)樣取得了一定的成果但也均未針對數控機床類產品進行(háng)專門的研究。趙天旭等[49]研究了集成電路可靠性與製造(zào)成品率之間的關係,並認為集成電路的失效由多種(zhǒng)原因引(yǐn)起,這些原因包括溫度、化(huà)學過程、電路以及(jí)機(jī)械製造等,並說(shuō)明了機械製造過程對集成電(diàn)路(lù)可(kě)靠性的影響。孫繼文等[50]認為製造係統可靠性受產品質量的影響,並利用產品特征測量(liàng)值、係(xì)統故障要素與性能衰退的相互影響建立了相關模型,從而實現對製造(zào)係統可靠性定(dìng)量分析的目的(de)。範文貴[51]分析(xī)了小批量(liàng)生產中存在的數據信息不足的問題,並運用貝葉斯理論(lùn)對小(xiǎo)批量生產(chǎn)建立質量控製模型,從而(ér)減少建模對數據量的依賴。餘忠華等[52]運用貝(bèi)葉(yè)斯理(lǐ)論對產品工序質量(liàng)建立了動態控製模型,並將其應(yīng)用到汽輪機的葉片製造工序中,證明了該方法的(de)應用價值。上述研究成果主要針對的是質量控製模(mó)型的建立,但是未提出保障產品製造過程符合設計要(yào)求的具體措施。王麗(lì)穎等[53]提出了對影響生產工序的因素進行柔性編碼的方法,從而能夠(gòu)適應生產中靈活性與標準性的需(xū)要,並(bìng)運用了相(xiàng)似製造論對相似工序(xù)分組,從而解決小批量生產中數據不足的問題。
許多學者將統計過(guò)程控製(zhì)與診斷技術應用到了產品製造過程的質量控製中。劉春雷等[54]將多品種小批量生產中結構(gòu)相似的產品建立(lì)分組,運用正態分布等數據轉換方法(fǎ)解決了樣本數據不足的問題,並利用動態控製圖監測加工過程是否(fǒu)存在異常(cháng)情況。樂清洪[55]研究了人工智能技術在產品工序質量控製中的應用,分析了智能(néng)統計(jì)過程控(kòng)製(zhì)和質量預測(cè)控製存在的主要(yào)問題及解決方(fāng)案(àn)。陳誌強等[56]對產品生產過程中定性質量指標運用模糊理論,從而能夠對(duì)其(qí)建立控製圖進行(háng)生產過(guò)程質量監測,並擴展(zhǎn)了(le)控製(zhì)圖的應用領域(yù)。劉豔永等[57]將兩種質量診斷理論(lùn)與多元累積和控製圖相結合,並運用實例對其研究成果進行了說明。上述研究成果主要是對控製圖分析進行了研究,並(bìng)提出了解決小批量(liàng)生產過程數據不足的方法。
此外一些學者(zhě)研究了關(guān)鍵工序的(de)確定方法以及降低製造工藝故障發生率等相關理論。楊承先等[58]采用層次分析法(AHP)確定出(chū)關鍵工序質量控製點,並將其理論應用到液壓挖掘(jué)機的生產過(guò)程中。周東君等[59]對傳統多層次分析(xī)法進行了改進,並將其應用到(dào)軍械器材關鍵工序質量控製點的監控上。張曼[60]對小批量產品試製過程建立了有向圖模型,確定出關鍵(jiàn)工序節點,並利用分析軟件 NWA繪製了移動極差控製圖,進一步檢測了關鍵工序的(de)穩定性。上述研究(jiū)成果針對製造過程關(guān)鍵工(gōng)序的確定方法進行了研究,從而能夠(gòu)針對性(xìng)的實施相(xiàng)關的保障性措(cuò)施,但並未針對具體的保障措施開展研究。孫(sūn)靜[61]分析(xī)了接(jiē)近零不合格過程概(gài)念的發展曆程,並(bìng)提(tí)出(chū)了實現這一概念的理論體係,但是研究方法較為宏(hóng)觀且過於理(lǐ)論,還需要進一步細化研(yán)究。蔣平[62]提出了製造工藝可靠性的定義以及評價指(zhǐ)標,並將產品的孔位(wèi)特征作為製造工藝可靠性的主要考察對象,對工藝可靠性的主要影響因素進行(háng)了分析判別,提出了工(gōng)藝可靠性的建模與評定方法。但是以產品孔位(wèi)特征作為產品可靠性指(zhǐ)標的決定性因素值(zhí)得商榷,其研究方法不能適用於所(suǒ)有機械製造產品,而且其理論較為複雜,對於企業而言具有較大的實施難度。
雖然目前國內外製造工(gōng)藝可靠性的研究成果(guǒ)並未針對數控機床零(líng)部件且存在某些方麵的局限性,但可以為加工中心主軸箱體製(zhì)造工藝可靠性保障方法的研究提供一定的參(cān)考。加工中心主軸箱體的生產分(fèn)為單件小批量生產(chǎn)和大批量生產兩種,單(dān)一的(de)製(zhì)造工藝可靠性保障理論並(bìng)不一定(dìng)能夠(gòu)適用,此外理(lǐ)論結構過於複雜則不利於機床企業(yè)開展具(jù)體的實施工作,因此在(zài)研究加(jiā)工中心主軸箱體製造工藝可靠性保障方法時應當考(kǎo)慮到上述情況。
1.5 論文主要研究內容
本文(wén)結合“千台國產加工中心可(kě)靠性提升工程” (2013ZX04011-012)和“重型機床可靠性試驗與評(píng)價方法研究(jiū)”(2014ZX04014-011)國家科技(jì)重大(dà)專項課題的研(yán)究內容及長期(qī)在機床製(zhì)造企業(yè)的實(shí)踐經曆,以便於(yú)企業實施為重要原則,從(cóng)多個角度並逐層加(jiā)深的對加工中心主軸箱體製造工藝可靠性保障(zhàng)方法進行研究,本文研究內容的邏輯結(jié)構如圖 1.4 所示,本文主要研(yán)究內容如下:
第 1 章 緒論。了(le)解目前國(guó)內外加工中(zhōng)心發展現(xiàn)狀和加工中心(xīn)可靠性的研究(jiū)現狀,得出目前加工中心零部件製造工藝可靠性的研究尚處於起步階段。總結國內外其他產品的製造工藝可靠性研究現狀及其不足,提出加(jiā)工中(zhōng)心主軸箱體(tǐ)製造工藝可靠性保障方法的研究思路和(hé)主要內容,並說明其研究意義。
第 2 章 加(jiā)工中(zhōng)心(xīn)主軸箱體製造工藝可(kě)靠性定義及評價指標。分(fèn)析加工中(zhōng)心主(zhǔ)軸箱體的結(jié)構及其在加工中心整機中(zhōng)的作用,說明不同(tóng)型號加(jiā)工中心主(zhǔ)軸箱體在(zài)製造工藝(yì)上的相似性。提出(chū)加工中心主(zhǔ)軸箱體製造工藝可靠性的(de)定義,同時提(tí)出用(yòng)於評價加工中心主軸箱體製造工藝可靠(kào)性的指標體係,並(bìng)詳細描述各個評價(jià)指標的含義與計算方(fāng)法。
第 3 章 基於模糊評判(pàn)的加工中心主軸箱體(tǐ)製造工藝(yì) FMECA。介紹加工中心主軸箱體製造工藝 FMECA 實施流(liú)程,為了解決數(shù)據不足的問題(tí),本文(wén)將風險優先數定為評判原(yuán)則,對以故障原(yuán)因為單位的工藝故障模式應用梯形模糊數評判方法,從(cóng)而得出各工藝故障模式的風險程(chéng)度排序,再對加工中心主軸(zhóu)箱體整個(gè)工藝係統進行綜合評判,確定出係統風險等級,為是否實施改進措施提供依據。
第 4 章 加工中心主軸箱體(tǐ)製造過程控製圖分析及軟件編製。介紹控製圖分析方法的原(yuán)理以及加工中(zhōng)心主軸箱體製造過程控製圖分(fèn)析流程,利用 MATLAB-GUI(圖形用戶界麵)編製加工中心主軸箱體製造過程 x ?s 控製圖分析軟件,該軟(ruǎn)件能夠準確快速計算樣本數據(jù)、繪(huì)製分析(xī)用 S 圖(tú)和(hé) x 圖、判斷出加工(gōng)中心主軸箱體製(zhì)造過程是否存在異(yì)常,通過對異常因素和異(yì)常樣本數據的排除(chú)可以生(shēng)成相應的控製用控製圖,用於監測加工中(zhōng)心主軸箱體製造過(guò)程的波(bō)動情(qíng)況。
第 5 章 加工中心主軸箱體製造過程關鍵工序質(zhì)量控(kòng)製點(diǎn)。提出了加工中(zhōng)心主軸箱體製造過程(chéng)一般關鍵工序和特殊關鍵工(gōng)序的定義,以及確定關鍵工序需要采用的方法。說明了加工中心主(zhǔ)軸箱體製造過程關鍵工(gōng)序質量控製點的內容,分(fèn)析了與加工中心主軸箱體製造過程密切相關的(de) 5M1E 因素,並針對各個因素製定相應的控製文件,描述了建立以及管理(lǐ)關鍵工序質(zhì)量控製點的方法。
第 6 章 總結與展望。對本文的主要工作進行總結並對課題的未來(lái)研(yán)究方(fāng)向(xiàng)進行展(zhǎn)望。
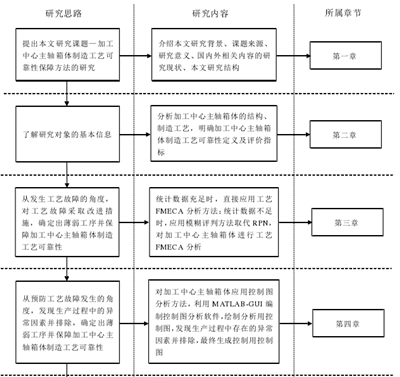
圖1.4 論文(wén)的邏輯結構(gòu)
第(dì) 2 章 加工中心主軸箱體製(zhì)造工藝可(kě)靠性(xìng)定義及評價指標
為了便於研究加工中心主軸箱體(tǐ)製造工藝可靠性的保障方法,本文對加工中心主軸箱體製造工藝可靠性進行了定義並提出(chū)相應的評價指標。在 2.1 節中介紹了加工中心主軸箱體的結構及其在加工中心整機(jī)中的作用,結合企業的加工實例介(jiè)紹了(le)加工中心(xīn)主軸箱體製造工藝流(liú)程,在 2.2 節中提出了加工(gōng)中心主軸箱體製造工藝可靠性的(de)定義,在 2.3 節(jiē)中提出了(le)加工中心主軸箱體的主要評(píng)價(jià)指標,並(bìng)描述了各個評價指標的含義與計算方法。建立的指(zhǐ)標體係能夠全麵評價加工中心主軸箱體製造(zào)工藝可(kě)靠性,為是否需要實施製造工藝可靠性保障方法提供決策依據,也為驗證製造工藝可靠性保障方法的有效性提供考(kǎo)核依據。 2.1 加工中心(xīn)主軸箱體結構及其製造工藝
2.1.1 加工中心主軸箱體結構
加工中心是一種(zhǒng)具有兩種或者兩種以上加工方式並能自動換刀的(de)數控機床(chuáng)[63]。根據主軸空間布置形式的不(bú)同可以分為臥式加(jiā)工中心和立式加工中心(如圖2.1、圖 2.2 所示),臥(wò)式加工中心(xīn)的主軸平行於工作台,而(ér)立式加工中(zhōng)心的主軸垂直於工作台。在對加工中心進行可靠性研究時,通常將(jiāng)其劃分為基礎部件(jiàn)、機床附件、主軸係統、液壓係統等(děng)子係統,其中主軸係統包括(kuò)了主軸箱體、主軸、主軸軸承、電機等。

圖 2.1 臥式加工中心

圖2.2 立式加工中心
加工中心主軸箱體是承載主軸的關鍵零件,同時與立柱的滾珠絲杠裝配連接。主(zhǔ)軸箱(xiāng)體的製造質(zhì)量將會直接影響到其與主軸、電機、軸承等的裝配質量,從而影響到整機的可靠性水平。加工中心主軸箱體的結構與(yǔ)多種因(yīn)素相關,包括主軸的傳動形式、絲杠傳(chuán)動數量、主軸尺寸等。如果主(zhǔ)軸傳(chuán)動(dòng)形式為齒輪傳動,則主(zhǔ)軸箱體上需要有相應的電機孔、傳動軸孔以及主軸孔;如果主軸傳(chuán)動形式為帶傳動,則主軸箱體上不需要傳動軸孔;如果主軸(zhóu)為電(diàn)主軸,則(zé)主軸箱體上不需要具有電機孔及傳動軸孔。根據絲杠傳(chuán)動數量的不同,主軸箱體上相應的布有(yǒu)不同數(shù)量(liàng)的(de)絲杠連接孔。此外,主軸(zhóu)箱體上還會布有(yǒu)潤滑管路連接孔、導軌麵等。圖 2.3所示為(wéi)某型號臥式加工中心主軸箱體,圖 2.4 所(suǒ)示為某型號立式加工中心(xīn)主(zhǔ)軸箱體。

圖 2.3 某型號臥式加工中心主軸箱體
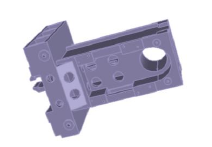
圖 2.4 某(mǒu)型號立式(shì)加工中心主軸箱體
2.1.2 加工中心主軸(zhóu)箱(xiāng)體製造工(gōng)藝(yì)
雖然不同形式的加工中心主(zhǔ)軸箱體在主軸孔、傳(chuán)動軸孔、電機(jī)孔、絲杠連(lián)接孔的相(xiàng)對位置關係上存在一定(dìng)不同,但是從製造(zào)工藝的角度分析,臥式加工中心主軸箱體與立式加工中心(xīn)主軸箱體均可看作是需要進行麵孔加工的箱(xiāng)體類零件,工藝過(guò)程具(jù)有較大的相似(sì)性(xìng)。
工藝過程指的是直接改變生產對象相關性能的(de)過程,這些性能包括了物理性能、化學性能、尺寸、形狀(zhuàng)以及相對位置關係等,某些工作如裝夾、測量等雖(suī)然不(bú)是直接改變生產對象的物理性能、化學性能、尺寸(cùn)、形(xíng)狀以及位置關係,但是這些工作與加工過程密切相關而(ér)且無法割離,因此這些工作也(yě)歸屬到(dào)工(gōng)藝過程的範(fàn)疇中;工藝過程的種類較多,包(bāo)括機械加工、衝(chōng)壓、熱處理等工藝過程;工序是組成產品製造工藝過程的(de)基本部分,也是企(qǐ)業製定生(shēng)產計劃及(jí)核算生產成本的基本單元[64]。因此本文將(jiāng)工序定為研究加工中心(xīn)主軸(zhóu)箱體製造工藝可靠性保障方(fāng)法的基本單元。
在製定加(jiā)工工序的順序時,通常有如下原則:先進行定(dìng)位基麵的加工(gōng),後(hòu)進行其他表麵加工;先進行粗加工,後進行精加工;先進(jìn)行主要表麵加工,後(hòu)進行次要表麵加工;先進行平(píng)麵加工,後進行孔的加工(gōng)。但是工序順(shùn)序的製定在考慮到上(shàng)述原(yuán)則時也需要綜合(hé)考(kǎo)慮企業(yè)生產設備(bèi)的安放位置(zhì)、生產成本、生產調度等其他因素,從而才能製定出符合企業(yè)自身(shēn)情況的合(hé)理工序順序。 加工中心主軸箱體的毛坯為鑄(zhù)件,製造精度尤其是主軸孔的製造精度要求較高,有些型號加工中心主軸箱體體積較大,裝夾費時費力(如(rú)圖 2.5 所示),運輸困難,存在一定的加工難度。本文以某機床企業的主軸箱體為例(見(jiàn)圖 2.6)介紹其製造工藝流程(chéng)(見表 2.1,隻(zhī)保留加工內容(róng)),為了(le)便於理解各工(gōng)序的作用,本文將該型號(hào)加工中心主軸箱體的工序按加工位置不(bú)同(tóng)或者功能不同進行了分類(見表 2.2)。因涉及企業機密,圖 2.6 中未注明尺寸參數,表 2.1 中(zhōng)工序內容除技術要求(qiú)外,其餘尺寸均為零件圖尺寸,但經過處理並非企業完整的(de)真實數據。

圖 2.5 某型號(hào)主軸箱體(tǐ)生產現場
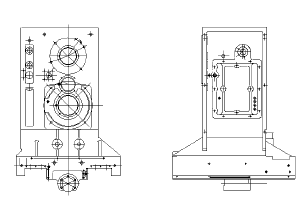
圖 2.6 某型號主軸箱體示意圖
表 2.1 某型號加工中心主軸箱體製造工藝流程
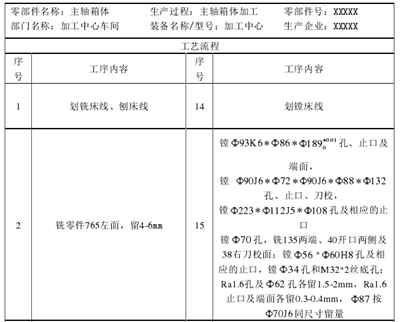
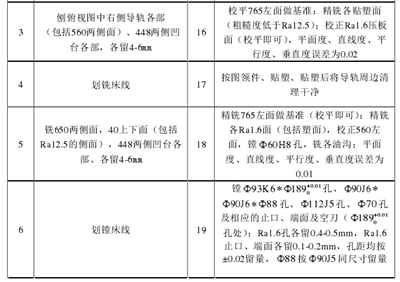
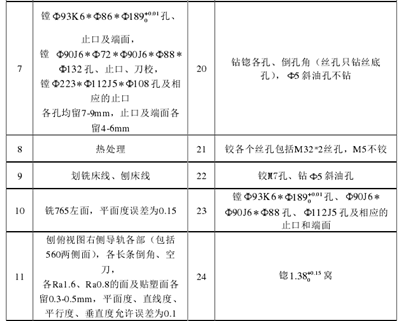
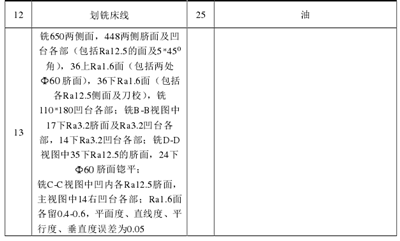
表 2.2 工序分類
2.2 加工中心主軸箱體製(zhì)造工(gōng)藝可靠性定義
為了研究加工中心主軸箱體製造工藝可靠性(xìng)保障方法,在對加工中心主軸箱體結構及(jí)其製造(zào)工藝進行了解後,需要明確加工中心主軸箱體製造工藝可靠性的定義。國家標準 GJB451A-2005 對可靠性的定義為:產品在規定的時間內以及規定的條件(jiàn)下,完成規定功能(néng)的能力[65]。雖然可(kě)靠性的定義是(shì)統一的,但是由於(yú)產(chǎn)品的差異,對各種產品的可靠性進行定義時也應存在區別。目(mù)前國內外相關學者雖然從(cóng)多(duō)種角度提出了製造工藝可靠(kào)性的定義,但並沒有一個得到了廣泛(fàn)的認同[62]。對於加工中心主軸箱體製造工藝可靠(kào)性而言,可靠性定義中的(de)產品指的是加工中心主軸箱體(tǐ)製造工藝,可靠性定義中的功能指的是製造完成的加工中心主軸箱(xiāng)體應符合設(shè)計要求。
綜合考慮可靠性的定義(yì)以及目前國內外學者提出(chū)的製(zhì)造工藝可靠性(xìng)定義,結合加(jiā)工中心主軸(zhóu)箱體製造過程的特點,本文從(cóng)製(zhì)造過程符合規(guī)定要求能力(lì)的角度,對加工中心主軸箱體製造工藝可靠性定義如下:在規定的製造時(shí)間內和規定的製造條件下,加(jiā)工中心主軸箱體製造工藝過程符合(hé)規定生產要求(qiú)的能力。定義中規定的製造(zào)時(shí)間指的是生產前所指定的任務完成時間,其可(kě)以是(shì)加工前規定的某個(gè)工序完成時(shí)間也可以是整個工藝(yì)流程完(wán)成時間,或者是其他某個任務所需(xū)要的完成時間;規定的製造條件指的是加工中心主(zhǔ)軸箱體加工過(guò)程中(zhōng)所(suǒ)涉及到的因素包括(kuò)生產環境、工件材料(liào)、生產設備、生產人員、工藝方法、測量等;規定生產要求指的是加(jiā)工所依據的技術要(yào)求,包括設(shè)計圖紙、製定的工藝要求等。本文提出的加(jiā)工中心主軸(zhóu)箱體製造工(gōng)藝可靠性定義強調了整個工藝過程(chéng)要符合規定要求,即製(zhì)造完成的(de)加工中心主軸箱體(tǐ)不僅符合設計(jì)圖紙的要求,而且製造過(guò)程中每道工序也應符合工藝要(yào)求,即製造過程中每個操作均應符合工藝要求中(zhōng)的所有內容。
2.3 加工中心(xīn)主軸箱體製(zhì)造工藝可靠性評價指(zhǐ)標
2.3.1 加工中心主軸箱體製造工藝可靠性(xìng)評(píng)價指標的確定(dìng)
為了便於評(píng)價加工中心主軸箱體製造工藝可靠性,需要製(zhì)定相應的製造工藝可靠性評價指標。薄弱工序指的是評價指標不符合規定要求或者具有不(bú)符合規定要(yào)求的風(fēng)險較大的(de)製造工序,因此根據製造工藝可(kě)靠性(xìng)評價指(zhǐ)標的評價結果可以確定出加工中(zhōng)心主軸(zhóu)箱體製造過程中的薄弱工序(xù),從而可以有針對性的采取製造工藝可靠性保障方法。目前國內外不僅沒有被一致認可的製造工藝可靠性定義,而且也沒有(yǒu)被一致認可的製造工藝可靠性評價指(zhǐ)標。數控(kòng)機床可靠性評價指標有平均故障間隔時(shí)間 MTBF、平均首次故障(zhàng)間隔時間 MTTFF、平均修複時(shí)間 MTTR等[66];蔣(jiǎng)平[62]提出製造工(gōng)藝可靠性指標體係包(bāo)括工藝穩定性、工藝自修正性、工藝遺傳性、工藝故障平均維修時間等。為了製定出合理的加工中心主軸箱體製造工(gōng)藝可靠性評價指(zhǐ)標,本文參考(kǎo)了數控(kòng)機床可靠(kào)性評價指標以及目前相關學(xué)者的研究成果,同時綜合考慮了加工中心主軸箱體(tǐ)製造工藝可靠性的定(dìng)義。
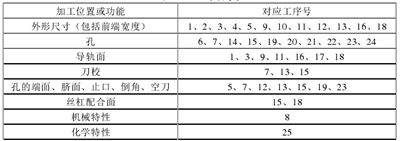
加工中心主軸箱(xiāng)體製造工藝可靠性與多種因素相關,包括生產環(huán)境、工件材料、生產設備、生產人員、工藝方(fāng)法、測量等,而這些影響因素對製造工藝可靠性的影響可以通過工序或者工件完成的時間(jiān)、工藝故障發生的概率、工藝穩定程度等體(tǐ)現出來(lái),此(cǐ)外製定的(de)加工中心主軸箱體製造工藝(yì)可靠性評價指(zhǐ)標應具有可計算性、適用性、完備(bèi)性等要(yào)求[67]。根(gēn)據上述情況的討論,本文提出(chū)的加工中心主軸箱體(tǐ)製造工藝可靠性評價指標如圖 2.7 所示,具體(tǐ)的指標有工藝可靠度、工(gōng)藝(yì)故障風險優先數、工藝穩定性、平均工藝故障間隔時間、平均(jun1)工藝故障修複時間、合(hé)格工序平均完成時間、單個合格工件平均(jun1)完成時間及其他指標。
圖(tú) 2.7 加工中心主軸箱體製造工藝可靠性評價指標
2.2.3 加工中心主軸箱(xiāng)體製造工藝可靠性評價指標的計算方(fāng)法
2.2.3.1 工(gōng)藝可靠度
工藝可靠度是衡量加工中心主軸箱體製造工藝可(kě)靠性的(de)總體指標,是對(duì)加(jiā)工中心(xīn)主軸箱體製造工藝可靠性的概率度量,也是研究加工中心主(zhǔ)軸箱體製(zhì)造工藝可靠性模型的重要指標。工藝可靠度 R(t) 可以用式 2.1 表示。
2.2.3.2工藝故障風險優先數
工藝故障風險(xiǎn)優先數用 RPN 表示,從(cóng)工藝故(gù)障嚴(yán)酷度 S 、工藝故障發(fā)生概率O 、工藝故障被檢測難度 D 三個角度對製造工(gōng)序發生的(de)工藝故障模式進行評價,S 、O 、D 的評分標準(zhǔn)可參考相應的(de)國家軍用標準,具體內容參見本文的(de)第(dì)三章,RPN 的計算方法為
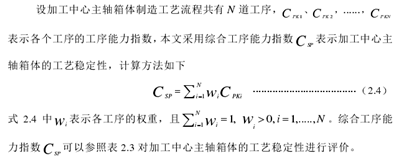
2.2.3.3 工藝穩定性
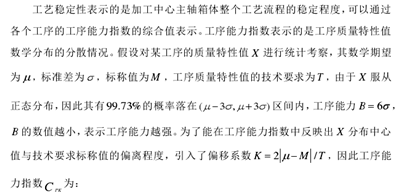
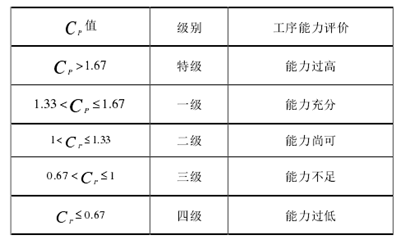
表 2.3工序能力指數
2.2.3.4 平均(jun1)工藝故障間隔(gé)時間
平均工藝故(gù)障間隔時間( PFMTBF 或CBFT)應用於工藝故(gù)障可修複的加工中心主軸箱體製造工藝過程中,工藝故(gù)障是指產品製造過(guò)程中因(yīn)未按規定要求而引起的故障。在(zài)規(guī)定時間和條件下,加工中心主軸箱體製造過程中發生 N 次工藝故障,每次經過修複(fù)便可繼續生產作業,假設連(lián)續按照規定要求進行生(shēng)產作業的(de)時間為(wéi)1t , 2t ,......, Nt ,則(zé)平均工藝故障間隔時(shí)間為

式 2.5 中T 表示加工中心主軸箱體按照規定要求進行生產作業的總時間。
2.2.3.5 平均工藝故障(zhàng)修複時間
平均工藝故障修(xiū)複時間( PFMTTR 或CCTT)指的是將加工中心主軸箱體製造過程中發生的工藝故障(zhàng)修複到正常狀態下所需要的(de)平均時間。假設在規定(dìng)時間和

式 2.6 中T 表示加(jiā)工中心主軸箱體發生工藝故(gù)障總的修(xiū)複時間(jiān)。
2.2.3.6 合格工序平均完成時間
合格工序平均完成時間( MQPCT 或PCTT)指的是某個加工中心主軸箱體製造工序(xù)最終完(wán)成合格的加工作(zuò)業所需要的(de)平(píng)均時間,是衡量該工序加工作業效率的重要標準,也是綜合(hé)評價加工中心主軸箱體製造工藝可靠性的重要指標之一。MQPCT 不僅包括了工藝故(gù)障修複時(shí)間,還包括加工過程涉及到的其它時間如加工設備的維修保養時間、操作人員(yuán)的誤工時間、正常加工作業所需要的時間等。假設(shè)在(zài)規定時間和條件下,某工(gōng)序最(zuì)終完(wán)成合格加工作業(yè)的加工中心主軸箱體(tǐ)數量為 N ,每個加工中心主軸箱體最終合格完成該工序所用的加工作業時間為1t ,2t ,......, Nt ,則合格工序平均完成時間為(wéi)

2.2.3.7 單個合(hé)格工件平均完(wán)成時間
單個合格工件平均完成時間( MQWCT 或(huò)WCTT)指的是整個製造工藝流程完成單個(gè)合格加(jiā)工中心主軸箱體所需要的平均時間,是衡量整個工藝流程生產效率的重要標準,也是綜合評價加工中心主軸箱體(tǐ)製造工藝(yì)可靠性的重要指(zhǐ)標之一。MQWCT 指標可以(yǐ)與成品率綜合使(shǐ)用,為考核整個製造工藝流(liú)程(chéng)是否(fǒu)達到企業要求提供參考。假設在規定時(shí)間和條(tiáo)件(jiàn)下,完(wán)成合格的加工中心主軸箱體數(shù)量為 N ,合格完成每個加工中心主(zhǔ)軸箱(xiāng)體零件所用的時間為1t , 2t ,......, Nt ,則單個合格工件平均(jun1)完成時間為(wéi)

需要說明的是:隻有在樣本數量比較大的(de)情(qíng)況下(通常要求樣本數量大(dà)於30),上述計算(suàn)方法(fǎ)(2.5)、(2.6)、(2.7)、(2.8)的計算結果才能較為準確的反映實(shí)際情況。對於多品種小批量的加工中心主軸箱體,可以采用相似工序或零件成組的方法進行樣本數量的擴充,並將采(cǎi)集到的質量特性值進行相應的數學轉換(huàn)[54],從而保證相關指標計算結果能較為準確的反映實際情(qíng)況。
2.3 本章小結
本(běn)章分析了加工中(zhōng)心主軸(zhóu)箱體的結構及其在加工(gōng)中心整機中的作用,說明(míng)了不同型號加工中心主(zhǔ)軸箱體在製造工藝上的相似性,並結(jié)合實(shí)例介紹了加工中心主軸箱體(tǐ)的製造(zào)工藝流程。根據(jù)可靠性的定義以及國內外相(xiàng)關學(xué)者的(de)研究成果,結合加工中心主(zhǔ)軸箱體製造過程的特點,本文從製造過程(chéng)符合規定要求能(néng)力的角度,提出了加工中心主軸箱體製造工藝可靠性的(de)定義。本(běn)章提(tí)出了可定量計算的加(jiā)工中心主軸(zhóu)箱體(tǐ)製造工藝可靠性評價指標,包括工藝可靠度、工藝(yì)故障風險優先數、工藝穩定性、平均工藝故障(zhàng)間隔(gé)時間、平均工藝故障修複時間、合格工序平均完成時間、單個合格(gé)工件(jiàn)平均完成時間等,並描述了各(gè)個(gè)評價指標的含義與計算方法,從(cóng)而能夠全麵評價(jià)加工中心(xīn)主軸(zhóu)箱體製造工藝可靠性,為是否需要實施製(zhì)造工藝可靠性保障技術提供(gòng)依據,也為(wéi)驗(yàn)證製造工藝可靠性(xìng)保障技術的有效性(xìng)提供了考核依據。本章內容是後續(xù)章節能夠針對性研究加工中心主軸箱體製造工藝(yì)可靠性保(bǎo)障(zhàng)方法的(de)重要基(jī)礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦(jiàn)







專題點擊前十(shí)
| 更(gèng)多

