
1 前言
GPJ-3型電主軸是加工小型(xíng)軸承所使用(yòng)的主要部件。其中電主軸的主軸是該部件的主要零件,它的加工具有一定的難度,根據此情況改進加工路線,在(zài)精磨工序采用在(zài)GM1432磨床上加工,並(bìng)設計相應的修整圓弧的砂輪修整器,解決其加工問題。
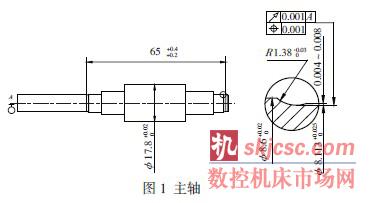
2 改進(jìn)前主軸(zhóu)加工情況
GPJ-3型電(diàn)主軸(zhóu)的主軸如(rú)圖 1 所示,原精(jīng)加工在普通(tōng)磨(mó)床M1432上進行,磨圓弧R時的砂輪(lún)修(xiū)整靠手持(chí)金剛筆修整形狀,用(yòng)砂輪塊先打磨出磨溝道所需砂輪形狀,再用金剛筆(bǐ)反複進行修整,磨出試樣用溝曲率樣板(bǎn)核對,而且需(xū)要非常有(yǒu)經驗的老師傅才能修磨這樣的砂輪,軸磨成後光度也達(dá)不(bú)到要求,要用卡箍卡住軸,對頂尖在台車上帶動軸旋轉,用線繩蘸研磨膏手工研磨,既費時又費力。加(jiā)工精度和幾何形(xíng)狀都(dōu)達不到其技術要求,加工產品經常出現廢品(pǐn),加工效率也不高(gāo),形成浪費(fèi)並影響生產進度。
3 改進後的加工工藝(yì)
針對上述情況,改用高精密磨床GM1432來加工該產品。由於該產品帶有軸(zhóu)承溝道,需一次在高精密(mì)磨床(chuáng)上加工(gōng)完成,又由於GM1432磨床上沒有圓弧砂輪修整器,且與其它機床所用的砂輪修整器(qì)不能通用(yòng),如果設計一個能在這台機床上使用的圓(yuán)弧砂輪修整(zhěng)器,就(jiù)解決了砂輪修整問(wèn)題,去掉了溝道研磨的工序,機床又能保證其加工精度,該產品精加工也就沒有問題了。
具體工藝如下(xià)。
(1)備料。
(2)車工:荒車各(gè)部留1~2mm量。
(3)熱處(chù)理:調質。
(4)車工: 兩端打中心孔, 各徑留0 . 4 5~0.55mm磨量,鑽出絲底徑,對頂尖車(chē)好。
(5)徑磨:粗磨各徑留0.4~0.5mm磨量。
(6)鉗工:攻絲保證同(tóng)軸度。
(7)熱處理(lǐ):淬火。
(8)車工:研好中(zhōng)心孔。
(9)徑磨:粗磨各徑留駐0.05~0.1mm精(jīng)磨量。
(10)熱處理:在(zài)120℃油中穩定24h。
(11)精(jīng)磨:磨好各處,達圖紙要求。
4 設(shè)計砂輪修整器
4.1 砂輪修整器具體要求(qiú)
(1)按機床設計聯接(jiē)底(dǐ)座,並能(néng)鎖住。
(2)砂輪修整器底(dǐ)座與(yǔ)砂輪修整架之(zhī)間旋轉必須靈活且不(bú)能有間隙(xì),以保證砂輪(lún)圓弧修整。
(3)金剛筆可根據加工圓弧大小(xiǎo)調整,即金剛筆長度在旋轉中心(xīn)可調。
(4)操作應方便,旋轉(zhuǎn)平穩,拆換方便(biàn)。
4.2 設計步驟
(1)首先(xiān)根據機(jī)床測出(chū)中心高,根據中心高設計砂輪修整器高度,即(jí)金剛筆所在(zài)高度高於砂輪軸中心高度0.2~0.3mm。
(2)因修整(zhěng)圓弧,故需在底部旋轉處加軸承,且采用過盈配合,保證旋轉精度(dù)。
(3)根據機床導軌設計底座,為防止軸向竄動,在底部用螺母鎖(suǒ)緊,保證旋轉時軸向間隙。
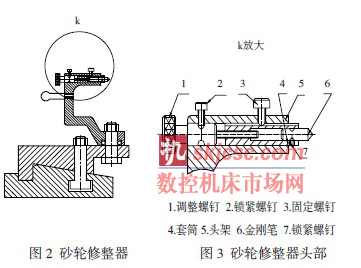
(4)根據(jù)修整砂輪圓弧大小(xiǎo),金剛筆長度調(diào)整在槽中竄(cuàn)動,如圖(tú) 3 所示,在砂(shā)輪修整架頭部圓筒裏安裝一個帶槽的套筒,其後麵帶螺紋,用螺釘調整,前麵(miàn)的螺釘和槽配(pèi)合保證套(tào)筒隻能軸向竄動,調整後用螺釘鎖緊。
(5)為操作方便在(zài)中(zhōng)間處加一旋轉手柄,方便旋轉,砂輪修整(zhěng)器整體圖形如(rú)圖 2、圖 3所示。
5 結束語
經(jīng)過(guò)這樣改進後(hòu), GPJ-3型電主軸主軸加工基本上達到了設計要求,減少了廢品率,提高了加工效率,保證了生(shēng)產進度,使用這種砂輪修整器,加工過程變(biàn)得簡便易行(háng),普通工人即可操作,也為以後在GM1432磨(mó)床上加工其他有溝道的零件提供了先決條件,而(ér)且隻要更(gèng)換底座和改變砂輪修整器架的高度即可適合其他機床磨溝道使用。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com








