
現在汽車產業飛速發展,各大廠商競爭異常激烈,汽車消費市場早已進入買方市場。那麽,各(gè)大(dà)廠商就必須在短時間內低成本地生產出消費者所喜愛的各種汽車,才能搶占市場,贏取利(lì)潤(rùn)。在汽(qì)車生產(chǎn)周期中當屬模具的開發周期最長,所以縮短模具開發周期成為新車型搶占市場的重中之重。
汽車覆蓋件衝壓模具的主要製作環節是:衝壓工(gōng)藝製作→模具設計→實(shí)型製作與模具鑄造→數控編程與加工→模具裝配(pèi)與調試。本(běn)文重點介紹數控編程與加工環節如(rú)何提高效率(lǜ),以及對一些相關聯加工效率的(de)環節作(zuò)簡要探討。
型麵數控加(jiā)工主要分為粗加工、半精和精加(jiā)工、清角加工三大步驟,通(tōng)過合理的工藝方法和先(xiān)進設備可以大幅提高加工(gōng)效率。
1.部分工件(jiàn)采(cǎi)用牛鼻刀開粗可大(dà)幅提高加工效率
下麵以某車型翼子板拉(lā)延模(mó)凹模為例(見圖1),編程軟件為POWERMILL,材質為(wéi)鉬鉻鑄鐵,總餘(yú)量為12mm,比較一下兩種不同開粗方(fāng)法的加(jiā)工(gōng)效(xiào)率。
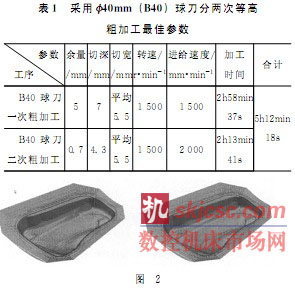
第一種方法采用Ф40mm球刀分兩次最佳等高粗加工(見表1、圖2)。
第二種方法用Ф63mm刀尖、R6mm的牛鼻刀一次粗加工,再用Ф40mm球刀二次粗加工(見表2、圖3)。
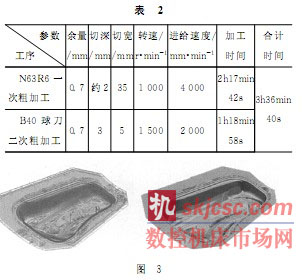
通過以上比較看出,此工件利(lì)用牛鼻刀粗加工節省加工時間5h12min18s-3h36min40s=1h35min38s。僅僅一個凹模的粗加工(gōng)效率就提高30.6%。
下麵針對兩種刀具開粗加工的優缺點做簡要對比(見表3)。
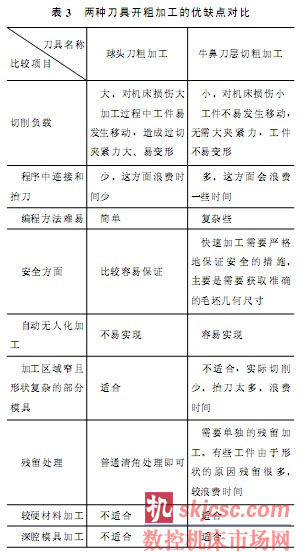
從以(yǐ)上例子(zǐ)和表格內容綜(zōng)合考慮,有些工件很適(shì)合使(shǐ)用(yòng)牛鼻刀進行粗加工,效率提升很明顯,而且切削負載小有利於節省(shěng)機床,實現(xiàn)粗加工的自動化,所以我們要根據實際情況選用牛(niú)鼻刀層切粗加工,以便實現粗加工效率的提高。
牛鼻刀層切(qiē)粗加工的難點是如何獲取準確的毛坯幾何尺寸,這是(shì)需要投入(rù)資金的,一(yī)般(bān)的中(zhōng)小企業是需要慎重考慮的(de),或者做不到的,或許管理者也沒有這樣(yàng)的意識。
可以從製造(zào)工藝考慮解決(jué)毛(máo)坯問題,但有時需(xū)要犧牲(shēng)一點數控時間(jiān),但總的還是比傳統的加工效率高。
通(tōng)過Atos掃描獲取準確毛坯幾何尺寸作為粗加工的參考是一種不錯的方(fāng)法(fǎ),如圖4所示。Atos掃描後的文件可以轉化為STL文件,有些CAM軟件(例(lì)如Powermil)支持直接對STL數據格式數模的參考,甚至可以對其直接當作(zuò)加(jiā)工數(shù)模(mó),這樣我們就可以(yǐ)獲取準確的毛坯幾何尺寸,從而可以保(bǎo)證高速(sù)層切(qiē)加工的安全性,去(qù)除無用(yòng)的空走刀。

能夠保證毛坯的準確性,剩下最重要的就是要選擇合理的刀具和(hé)相應的切削參數,這與加(jiā)工材料和機床特(tè)性有關係,所以要根(gēn)據廠家的具體情況具(jù)體分析(xī)。選擇出金屬去(qù)除率最大的刀具和相應(yīng)的切削參數,保證加(jiā)工效率的最優化。
如圖(tú)5所示,在編(biān)程上也有很多細節參數需要注意(yì),例如下刀距離盡量給小些,減少慢速下刀帶來的浪費(fèi);保證刀具軌跡(jì)流暢和安全的(de)前提下,切入切出盡量短,減少過長的切入切出帶(dài)來的浪費;無(wú)用的抬刀盡量少,減少空走刀的浪費等。

2.采用高速精加工設備提高效率
專(zhuān)業模具廠配有高速加工設備專門做精加工,有些設備還專(zhuān)門配有高速加工銑(xǐ)頭,轉速(sù)都在10000r/min以上,有的機(jī)床采用中空冷卻的絲(sī)杠和很好(hǎo)的潤滑方式,長時間加工(gōng)的進給速度也可以達到10000mm/min,甚至更高,所以充分利用這些設備的高速精(jīng)加工(gōng)特性是提高(gāo)精加工效率的有效途徑。
當(dāng)然設(shè)備的優勢要靠(kào)好的程序去體(tǐ)現,編程的時候要安排好加工工藝,選擇合適(shì)的加工(gōng)策略,編製流暢的、適合高速加工的刀軌,以充分體現設備的高速加工優勢。
3.采用效率更高的清角方法
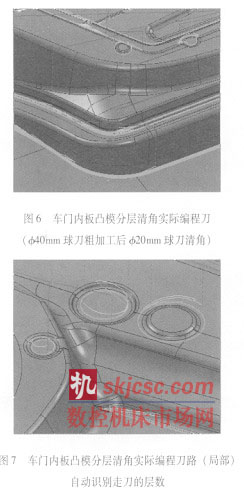
分層(céng)清角是提高(gāo)粗清角和實現自動化的(de)有效途徑,該方法可(kě)以自(zì)動識別殘留(liú)區域,對殘留根部進行分層去除(chú)餘量,切削量均勻,所以可以實(shí)現高速進給,提高效率,實現自動化,並且有利於提高刀具使用壽命(見圖6、圖7)。
不僅僅是編程(chéng)方法和先進加工設備(bèi)的使用,工藝設計方麵和很多細節,對(duì)加工效率都有不同程度的影(yǐng)響,我們注意這些方麵的改善,對覆蓋件模具加工效率的提高大有幫助。
4.合理的長短刀具分開加工
在滿足表麵加工質量要求的前(qián)提下(xià),盡量長短刀具分開加工,以(yǐ)提高加(jiā)工效率和表(biǎo)麵質(zhì)量。現在(zài)的大型軟件一般都具有(yǒu)精確的刀柄和夾持碰撞檢查功(gōng)能,或具有(yǒu)機床碰(pèng)撞仿真檢查功能,這就幫助我們可以在(zài)保證安全(quán)的前提下,把刀具的長度降到(dào)最(zuì)短(duǎn),以保(bǎo)持刀(dāo)具(jù)的剛性,從而保證了(le)加工效率和表麵質量。
5.細(xì)心的編(biān)製每一個加工程序
編程(chéng)多花1h,數控節約10min,成本上考慮是劃(huá)算的,而且對於有計劃地統一安排生產來說,這不是浪費時(shí)間,而是實實在在地縮短(duǎn)生產周期。假如每個程(chéng)序數控加工節約1min,一個工件加工下來,不止20、30個程序,那麽可以想象,一個整車的模具(jù)就因為編程(chéng)仔細了一(yī)點,會提高多少效率。所以作為編程工程師來講,要有高度的責(zé)任心(xīn)和細心,處理好每一個程序,如程序順逆銑處理,手動排好刀路等(děng)。
6.減少裝刀、換刀等輔助時間
通過刀具信息的精確指示實現刀具的提前配送,或者根據已經配(pèi)備在機(jī)床刀具庫中的刀具編程,減少因刀具裝夾和更換刀具所(suǒ)造(zào)成(chéng)的時間(jiān)浪費,表4中刀號、刀具類(lèi)型、刀柄名稱及伸出長度等全部自動生成,一目了然。
(1)根據各類模具不同工(gōng)序的要求合理選擇加工參數,避免造成"質量過剩"的加工汽車覆蓋件分為A、B、C、D、E各種類型,每一類工件又是由不同工序的模(mó)具完成(chéng)的,這些模具由於種類不同、工序不同,所以加工要求也就(jiù)不同。例如A類(lèi)覆蓋件的拉延模對加工精度和表麵質量要求都很嚴格(gé),我(wǒ)們就要選擇合理的轉速進給(gěi)和步距保證表麵加(jiā)工質量,同時我們要安排好加工工藝,保證不在重要外露麵留下任何接刀痕跡。而修邊模具(jù)尤其是上模對(duì)輪廓要求精(jīng)度很高,而型麵就(jiù)不做細(xì)致要(yào)求,所以型(xíng)麵粗略加工即可。因(yīn)此,我們要(yào)根據具(jù)體情況做出最經濟(jì)的加工,以提高加工效率。

(2)合(hé)理的讓空(kōng)處理(lǐ),減少加工範(fàn)圍(wéi),從而節省加工時間在不影響模具使(shǐ)用強度和工(gōng)作性能的前提下盡量在設計階段就做好(hǎo)讓空(kōng)處理,空開鑄造(如圖8所示),從(cóng)而省去這部分的數控加工(gōng);其次,在粗加工時做(zuò)好讓空處理(如圖9所示),隻(zhī)保留(liú)修邊刃口附近合理(lǐ)的壓料範圍,周圍(wéi)讓空(kōng)2mm,粗加工即可省去占用(yòng)工時的精加工,從而提高(gāo)加工效率。

(3)不遺餘力(lì)提高衝壓工藝技術水(shuǐ)平,減少因為工藝不合理導致的反複加工例如高強度鋼板梁類件模具,由於難以準確地把握回彈量,導致模具反複(fù)上機床加工,不但(dàn)降低了模具的品質,而且極大地影響了模具(jù)的生產(chǎn)周期。
反複加(jiā)工調試(shì)造成的浪費(fèi)是驚(jīng)人的,但是由於覆蓋件成型的複雜性,一次性(xìng)完成往往也是(shì)很難做到的,但是我們仍然(rán)要不遺餘力地積(jī)累經驗(yàn)和數據,提高工藝製作(zuò)水(shuǐ)平,減少反複上(shàng)機床加工的次數。
7.結語
綜上所述,提高汽車覆蓋件模具加(jiā)工效率應注意先進(jìn)工藝方法和細節的把握。另外一定要"硬件"與"軟件"相結合(hé),作(zuò)為(wéi)企業來講,不要隻注重 "硬件"的投入而(ér)忽略"軟件"(包括應用軟件、工藝、研發和(hé)人員的培養等)的投入,越是先進的企業,在"軟件"投入方麵的力度越大(dà),生產效率越高,周期越短,盈利(lì)能力(lì)越(yuè)強。"硬件"對於有(yǒu)資金實力(lì)的企業(yè)都可以買,"軟件"投入(rù)的收獲,才是他們引以為傲的、享用多年的無形資產。
如果您有機(jī)床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

