
0 引言
數控電火花線切割因其(qí)獨有的優勢(shì)被(bèi)廣泛地應用於模(mó)具零件的加工中。在衝裁模加工中, 一次編程,通過調(diào)整間隙補償量,就可以切割(gē)凸模、凹模、凸模固定(dìng)板、卸料板等零件,借助其斜度線切割的功能(néng)能將凸、凹模一次切割成形, 大大提高(gāo)材料(liào)的利用(yòng)率。正因如此,線(xiàn)切割加工在現代模具製造中發揮著非常重要的作用。在特定的設備條件下, 結合待加工零件的(de)形狀及要求,正確(què)確定電極絲的間(jiān)隙補償量,合理製定工藝方案, 對提高工件的切割質量及效(xiào)率起著至(zhì)關重要的作用(yòng)。
1 間隙補償量的確定
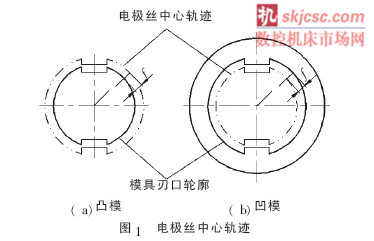
模具零件的尺寸是根據工件尺寸確定的。特別是衝模零件中的凸模、凹模(mó)的刃(rèn)口尺寸與工(gōng)件尺寸直接(jiē)相關。在對這些零件進行數控(kòng)線切割加(jiā)工時,需要正確確定間隙補償量(liàng)f 的值。電(diàn)極絲本身有一定的直徑(jìng), 加工時與工件之間有大約0.01mm 的放電間隙,電極絲(sī)中心(xīn)軌跡與工件(jiàn)輪(lún)廓尺寸不重合。加工凸模時,電極絲中心軌跡應在所加工圖形的外麵;加工凹模時,電極絲中心軌跡(jì)應在所加工圖形的裏麵,如圖1 所示。間隙補償量(liàng)的確定與電極絲直徑rs、電極(jí)絲與工件之間的單麵放(fàng)電間隙![]() ,以及凸(tū)、凹模之間的單麵配合間隙
,以及凸(tū)、凹模之間的單麵配合間隙![]() 三者有關。
三者有關。
加工衝(chōng)孔模具時, 凸模的刃口尺寸由衝孔件的尺寸確定,凸模的間隙補償量(liàng)f1=RS+![]() ,考慮凸凹模(mó)之間的單邊(biān)配合(hé)間隙
,考慮凸凹模(mó)之間的單邊(biān)配合(hé)間隙![]() ,凹模的間隙補償量f1=RS+
,凹模的間隙補償量f1=RS+![]() -
-![]() ,即凹模的單邊尺寸加大了
,即凹模的單邊尺寸加大了![]() ;加工落料模具(jù)時,凹模刃口尺寸由落料件尺寸確定, 凸模刃口尺寸比凹模(mó)刃口(kǒu)尺寸小一個合理的單邊配合(hé)間隙, 故凸模間隙(xì)補償量f2=Rs+
;加工落料模具(jù)時,凹模刃口尺寸由落料件尺寸確定, 凸模刃口尺寸比凹模(mó)刃口(kǒu)尺寸小一個合理的單邊配合(hé)間隙, 故凸模間隙(xì)補償量f2=Rs+![]() -
-![]() ; 而凹模的間隙補償量f2=Rs+
; 而凹模的間隙補償量f2=Rs+![]() 。與此相同,在一次編程後,通過調整不同的間隙補(bǔ)償(cháng)量,也可以切割出(chū)凸模固定板、卸料板等零件。
。與此相同,在一次編程後,通過調整不同的間隙補(bǔ)償(cháng)量,也可以切割出(chū)凸模固定板、卸料板等零件。
2 穿絲孔的位置(zhì)及直徑(jìng)
加工凹模類零件時,由於凹模(mó)的輪廓是封閉的,所以工件在切割之前必須要先加工出(chū)穿絲(sī)孔, 以保證工件的完整性。穿絲孔位置設置在輪廓內(nèi)部的同時,還要考慮盡量靠近起割(gē)點,同時又便於計算軌跡坐標。加工凸模類零件時,雖(suī)然可以不用穿絲孔(kǒng)直接從工件外緣(yuán)切入, 但在材料切斷時會破壞材料內(nèi)部的應力分布,從而造成工件材料(liào)變形,嚴重時或導致無(wú)法繼續切割,采用穿絲(sī)孔,可(kě)以保證工件坯料的完整,減小零件變形。此時穿絲孔應設在型麵外,盡量(liàng)靠近加工輪廓(kuò)軌跡的拐(guǎi)角附近, 從而減少其對模具表麵(miàn)的影響。穿(chuān)絲(sī)孔(kǒng)的直徑不宜太大或(huò)太小,以1mm~8mm 為(wéi)宜。由於很多情(qíng)況下穿絲孔要充當加工基(jī)準, 所以其位置精度及尺寸精度(dù)要(yào)等於或高於工件本身的精度, 一般可選在帶有較精密工作台的機床上進行鑽鉸或鑽鏜。
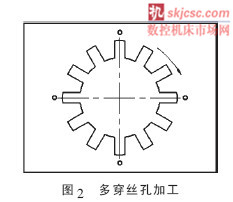
此外,在加工大型零件時,應沿加工軌跡設(shè)置多個穿絲(sī)孔,方便(biàn)發生斷絲時能就近及時重(chóng)新穿絲,切(qiē)入斷絲點。如果需要在一塊坯料上切割兩個或(huò)兩個以上零件, 不能一次連續切割, 而應該設置不同的穿(chuān)絲孔進行加工。當加工一些特殊形狀的凸模時,如圖2 所示,如果采用一個穿絲孔加工, 會造成工件嚴重變形,若采用多個穿絲孔,就可以(yǐ)很好地解決這個問(wèn)題。在凸模(mó)上對稱地設置四個穿絲孔,切割到每個孔時暫停(tíng),然後轉入下一孔進行切割,最後(hòu)用手工的(de)方(fāng)式分開各連接點,此時連接點通常(cháng)應設置在衝(chōng)模(mó)非刃口端.
3 合理選擇(zé)切割起(qǐ)點(diǎn)和路線走向
線切割加工中的工件變(biàn)形直接(jiē)影響著工件的加工(gōng)精(jīng)度,嚴重時會致使零件報廢。為了減小變形,合(hé)理地選擇切(qiē)割部位、切割起點及走絲時的路線走向至關重要。通常情況(kuàng)下,切(qiē)割起(qǐ)點應靠近夾持端,然後沿(yán)著遠離夾(jiá)具的方向進行加工, 最後(hòu)再轉(zhuǎn)向夾具方向;盡量避免從工件外側端麵切入(rù),而應該選擇從預製的穿絲孔開(kāi)始加工, 且加工路線距坯料端麵距離應(yīng)不小於5mm,以保證工件的結構強度和確保其尺寸及表麵(miàn)精(jīng)度;在切割孔槽類零件或精密衝模,為減小變形(xíng),可采用粗、半精、精切割多次切割的方法進行,從而獲得較(jiào)高的形狀(zhuàng)精度。
4 線切割前的預加工工藝(yì)
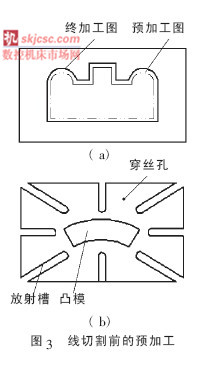
零件在線切割前通(tōng)常都經過鍛造及淬火處理,零件(jiàn)內部存在較大的殘餘應力,當進行電加工時,大量的材料會被去除, 工件(jiàn)內部應力場重新分布從而引起零件變形(xíng)或開裂。去除材料的多少與變形有著較大的關聯, 去除材(cái)料越多,工(gōng)件變形就會越大(dà)。因此,在線切割前,可(kě)以通過安排(pái)預加工工藝先去除大部分(fèn)的加工餘量, 使(shǐ)大部分的殘留變形量留在粗加工階(jiē)段。以凹模為例,在(zài)線切割前可以(yǐ)采用預銑或電火花成形法預加工, 留2mm~3mm 餘(yú)量( 圖(tú)3a)。凸模加工時(shí),可以(yǐ)采(cǎi)用預(yù)加工槽(cáo)的方式,使應力(lì)對稱均勻釋放來達(dá)到較(jiào)小變形(xíng)( 圖3b)。
5 塌角加工的對策
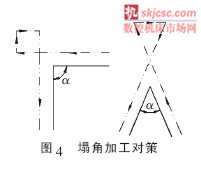
在線切割加工(gōng)零(líng)件(jiàn)過程中, 由於電(diàn)極絲在(zài)運動過(guò)程中受到各種阻力的影響,中間部(bù)分滯後於上、下導絲嘴的運動速度,從而降低了拐角加工的精度,往往會造成外拐角加工過虧(kuī)及(jí)內拐角加工不足的現象。避免這種(zhǒng)現象通常有三種解決方法:①在拐角(jiǎo)處電極絲(sī)程(chéng)序(xù)繼續向前延伸0.5mm, 避免電(diàn)極絲在(zài)拐角處拐(guǎi)彎; ②在拐(guǎi)角處增加一小(xiǎo)段正方形或三角形過切路線,如圖4 所示(shì);③在拐角處設置一個時間約為3 秒的(de)暫(zàn)停程序,消除(chú)電極絲的滯後,避免拐角加工精(jīng)度的下降。以上三種方法(fǎ)均可以適用於外拐角,對於內拐角隻能用第三種方法。除了以上三種方法外,也可以通過增大電極絲張緊力,縮短上、下導絲嘴距離等方法來消除塌角。
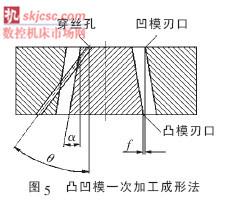
6 凸凹(āo)模一次加工成形
對於等斷麵的凸模和凹模, 可以(yǐ)利(lì)用斜度(dù)線切割功能一次同時加工,不僅可以提高(gāo)材料的(de)利用率,而且大大縮短了線切割的加工時間,提高了生產率。采用一次加工成形的凸凹模模(mó)具, 最適合衝精度要求較高, 且厚(hòu)度小於1mm 的零件。加工時首先要計算預斜角θ和斜度角α 的值(zhí), 如圖(tú)5 所示, 按預斜角計算結果打(dǎ)穿絲孔,並對斜度角計(jì)算結果進行切割編程處理,具體計算方法(fǎ)可以參考文獻[8]進(jìn)行。這種方法不但可(kě)靠有效, 而且發揮出了線切割加工模具零件的優(yōu)勢。
7 結束語
加工程序編製好後,要經過檢(jiǎn)驗才能正式加工。程序檢(jiǎn)驗的方(fāng)法主要有:畫圖檢驗,檢查程序是否存在錯誤語法;空走,在(zài)電極絲沒(méi)有加電的情況下,檢驗加工中可能出現的幹涉及碰撞;試切(qiē),用(yòng)薄鋼板等廉價材料在機床上測試加工程序。檢查程序無誤後,才能進行正式加工。在加工完成後,拆下零件(jiàn)之前,應檢查起始與終結坐標點(diǎn)是否一致, 根(gēn)據需要采取(qǔ)補救(jiù)措施。
模具零(líng)件線切割過程(chéng)中出現的變形等缺(quē)陷,嚴重影響模具壽命,通(tōng)過選擇合適的工件材料(liào),優化線(xiàn)切割(gē)工藝方案,選擇合理的(de)工藝參數,改進零件工藝結構,可以有效減(jiǎn)小(xiǎo)工件切割變形,提高模具零件表麵質量。
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








