
1 前言
推力軸承套(tào)圈的平麵不僅是安裝的基準之一,也是磨加工中的主要定位基準麵之一。它(tā)的(de)加工質量,對各道磨削加(jiā)工工序都有影響,而且直接影響使用性能和壽命。因(yīn)此,對原有(yǒu)推力軸承套(tào)圈平麵磨削方法進行了分析,並對其不足提(tí)出(chū)了相應改進,為下工序提供可靠的定位基準,進(jìn)一步地提(tí)高了產品的加工質量。
2 立式平(píng)麵磨削方法和特點
2.1 磨削方法
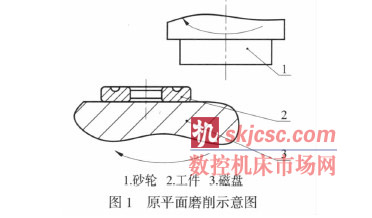
立式平(píng)麵磨削方法如圖1 所示(shì)。磁盤3 通(tōng)電將工件2 吸住(zhù),砂輪及磁盤各以一定轉速同方向旋轉(zhuǎn)。砂輪(lún)轉速960r/min,磁盤20r/min 左右。平(píng)麵(miàn)的磨削是靠砂輪端麵進行磨削的。此加工方法工藝過程為:
磨非基麵→退(tuì)磁清洗→磨基麵→退磁清洗。
如果磨削P5 級以上產品,其工藝過程為:
粗磨非基麵→退磁清洗→粗(cū)磨(mó)基麵→退(tuì)磁清(qīng)洗→穩定回火→細磨非(fēi)基麵→退磁清洗→細磨基麵(miàn)→退磁清(qīng)洗。
2.2 磨削特點
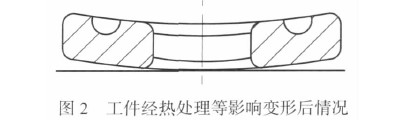
從上述加工方法分析,影響平麵尺寸及(jí)平行差、平麵度(彎曲度)超差因素較(jiào)多。首先從推力產品本身結(jié)構分析,其中平麵度(彎曲度)超差是加工中經常遇到(dào)的問題,其原因是產品本身特點即平麵尺寸較薄,加工中因打字、熱處理、磨削時磁盤(pán)磁力過大容易產生彎曲變形,其變形情況如圖2 所示。嚴重時影響下工序加工。所以磨削時磁力不能過大,否者彎(wān)曲度極容易超(chāo)差(chà)。受磁力限製,磨削的效(xiào)率也隨之降低。
這(zhè)種方法一般情況下需要磨非基麵、磨基麵。這樣工件需兩次定位,兩次(cì)加(jiā)工其定位誤(wù)差、砂輪相對於磁盤的位置誤差及磁盤(pán)誤差都反映到套圈端麵上。
加工中產品需要重複吸磁,工件殘磁不容退(tuì)淨使工件不易清洗幹淨。產品本身(shēn)端麵較寬,其細微物容易墊入工件與磁盤之間,造成工(gōng)件尺寸及平行差超差。這種(zhǒng)方法是靠砂輪端麵進行磨削的,砂輪(lún)的磨削麵積相對較少,砂輪脫落較快,如果留量較大,尺寸及表麵粗糙度不易控製。為克服上述缺點,磨削較高精度產品時,將平麵磨削分成兩(liǎng)台機(jī)床進行,穩定回火之前安排一台機(jī)床磨削,並且磨去絕大部分留量,磨削時將(jiāng)砂輪軸調整到與磁盤成(chéng)微小角度,以達到砂輪能(néng)逐步磨削(xuē)平麵提高磨削效率。其餘(yú)少部分留量在穩定回火後,安排另一(yī)台機床磨(mó)削,磨削時將砂(shā)輪軸調整與磁盤垂直保證(zhèng)加工(gōng)質量。由於粗磨非基麵時工件定位麵的麵積較寬,車(chē)加工時其平麵度如果控製不好,將影響磨削質量。一般情況下(xià)為保證產品加(jiā)工精度(dù),采取增(zēng)加留量和磨削次數來彌補。影響了加工效率。此方法基本上是人工操作,勞動強度大、加工效率較低,影響產品質量因素的隨機性較大,從一定程度(dù)上講(jiǎng)取決於操作者的責任(rèn)心和技術(shù)水(shuǐ)平。但此方法換活時間短,非常(cháng)適合(hé)於多品種小批量生產(chǎn)。
3 貫(guàn)穿式平麵磨削方法和特點
3.1 磨削方法
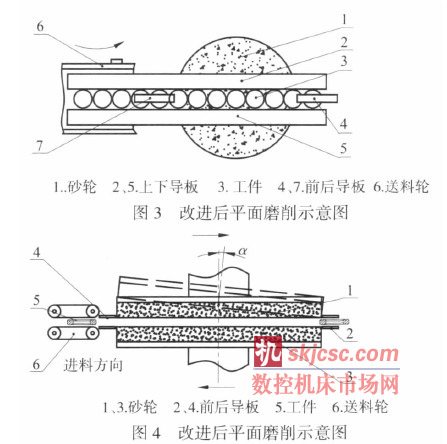
貫穿式平麵(miàn)磨削方法如圖3、圖4 所示(shì)。機床的送料機(jī)構將工件送入兩砂輪之間,兩(liǎng)砂輪各以轉速960r/min 異向(xiàng)旋轉對工件進行磨削。使用這種加工方法砂(shā)輪的磨削麵積相對較大(dà),砂輪(lún)調整適當角(jiǎo)度形成粗磨(mó)區、精磨區、光磨區,工件在磨削中受力均勻,砂(shā)輪消耗(hào)穩定,工件的尺寸散差較(jiào)小(xiǎo)。
3.2 磨削特點
工件的端麵既是定位麵又是加工麵,一次磨(mó)削兩個端麵,這就(jiù)避免了定位誤差和加工誤差的迭加。由於工件的磨削屬於貫穿式磨削,工件的彎(wān)曲度誤差磨削後很容易修正過來,提高(gāo)了加工精(jīng)度。由於磨削時不需要退磁清(qīng)洗,磨削(xuē)時基麵及非基麵同時磨削(xuē),一次磨到尺寸,大大減少了機動時(shí)間和輔助時間,其生產效率比立式平麵磨削方法提高一倍甚至更高。
這種加工方法對車工要求不(bú)嚴,並(bìng)且磨加工時無需增加留量,缺點(diǎn)是砂輪異向旋轉(zhuǎn)破壞端麵與(yǔ)外徑的垂(chuí)直度。但由於推力軸承套圈磨削的外(wài)徑麵積較小,且外(wài)徑磨削采用無心外圓機床,外徑是多次磨削,適當增加外徑留量並不影響磨加工效率及質(zhì)量。推(tuī)力軸承(chéng)套圈本身端麵較薄(báo)其(qí)穩定性較差,磨削時進口處容易造成端麵磨傷,且端(duān)麵磨(mó)紋(wén)不清晰,不少用戶認為端麵有(yǒu)問題。為滿足用戶要求,再增加一次平麵磨削,采用立式磨削方法。這樣一般產品的工藝過程為:
磨兩端麵→磨基麵→退磁清洗。
如果磨削P5 級以上產品,其工藝過程為:
磨兩端(duān)麵→清洗→磨基麵→退磁清洗→穩定回火→磨(mó)兩端麵→清洗→磨基麵→退(tuì)磁清洗。表麵上看此方法與立式磨削方法一樣(yàng),但有著一(yī)定的區別(bié),工件經磨(mó)兩端麵後,用立(lì)式(shì)磨削方法磨基麵時留量非常小,所以磨削基麵端麵時所需的磁力不需要很大,工件的變形就很小。另外,由於非(fēi)基麵也是(shì)經過磨削的,磨(mó)削基麵(miàn)時定位精度較高,保證(zhèng)工藝(yì)要求沒問題。由於磨量較小,相對砂輪末子也較少,很容易清洗(xǐ)且加工效率也大幅(fú)度提高。
4 兩種加工方法比較
將51318 推(tuī)力軸承外圈(quān)平(píng)麵兩種不同的磨削方法做一下比(bǐ)較,結果見表1。

通(tōng)過兩種方法比較看出,立式平麵磨(mó)削方法尺寸(cùn)散差大、磨(mó)削效率低。貫(guàn)穿式平麵磨削方法既能滿足質量要求,又能大幅度地提高產量。需要說明的是,磨削平麵尺寸(cùn)比較薄的產品時,如果(guǒ)采用立式(shì)方法磨削,要保證彎曲度不超差,磁力不能過大,由此進給量也(yě)隨之減少,勢必影響磨削效率,而且平行差也容易超差。采用貫穿式的磨削方法就能夠克(kè)服立式磨削方法的不足(zú),磨(mó)削時彎曲度誤(wù)差完全能夠修正過來。采用立式磨削方法磨削基麵時磨削(xuē)量(liàng)很(hěn)小,磨削時工件所受磁力(lì)不至(zhì)於使(shǐ)平麵的彎曲度超差,平行差也能夠保證。這樣既能保(bǎo)證質(zhì)量又能大幅度地提高產量。
加工精密度較高的產品需(xū)采取穩定回火處理,對穩定工(gōng)件的(de)尺寸及(jí)精度起到很大作用,但(dàn)工件的彎曲度又有一定的變化。如果采用立式磨削方法勢必增加些留量,采用貫穿式磨削(xuē)方法就不需增加留量。
5 結束語
基於上述(shù)分析和比較,立式平麵磨削方法適合於多品(pǐn)種小批量(liàng)的生產。貫穿式平(píng)麵磨削方法適合於品種少批量大的生產。隨著工藝水平不斷發展,有待於有更好的方法來加工推力軸承套圈的平(píng)麵,如采用差動雙端麵磨削等。
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

