
杆(gǎn)類零件表麵電化學機械複合光整加工的研究
2014-3-13 來源(yuán): 作者:山東理工大學機械工程學院 張海雲, 侯
引言
在杆類機械零件中, 例如(rú)液壓件(jiàn)的閥杆、活(huó)塞杆、抽油機(jī)的抽油杆, 除(chú)要求尺寸精度較高外, 主要要(yào)求具有較光潔的表(biǎo)麵質量和非常低的表麵(miàn)粗糙度,這(zhè)類零件的加(jiā)工(gōng)方法(fǎ)現有超(chāo)精磨削、珩磨或研磨、砂帶磨削、機械拋光(guāng)和電拋光等。但實踐證明, 利(lì)用以上加工方法所獲得的產品的壽命是發達國家的同類產品的1/2。通過分析發現, 超精磨削可提高零件(jiàn)的尺寸精度、形狀精度、降低表麵粗糙度, 但加工(gōng)成本高, 生(shēng)產效率低, 表麵易(yì)於出現(xiàn)燒傷。研磨加工生產效率更低, 不能滿足(zú)大批量生產的要求, 砂帶磨削、機械拋光和電拋光等(děng)工藝方(fāng)法, 在降低零件表麵粗糙度的同時, 都會不同程度地降低零件的原有尺寸(cùn)和形狀精度(dù)。針對上述問題, 作者利用(yòng)電化學複合光整方法, 進行實驗研究, 並(bìng)取得較好的效果。
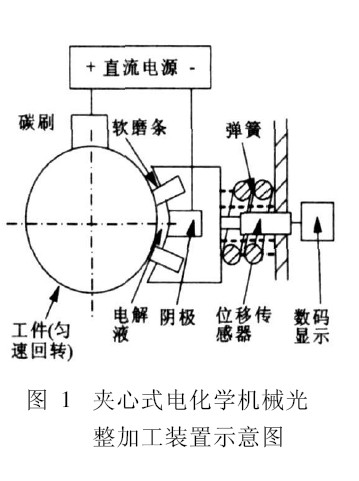
1.電化學機械複合光整加工基本原理電化(huà)學機械光整加工是電化學(xué)和機械珩磨雙重作(zuò)用的複合加工形式, 其加工(gōng)的基本原 是以(yǐ)電化學溶解為基礎, 利用機械珩磨的作用刮除工(gōng)件表麵鈍化膜而去除金屬, 它與普(pǔ)通機械(xiè)珩磨之間最明顯的區別是增加了直流(liú)電解係統。在加工過程中, 工件接電(diàn)源的陽極(jí)並繞軸線回(huí)轉, 工件一側設有陰極, 陰極與工件之間保持一定的間隙約0.1~1mm, 其間通以適當的電解(jiě)液, 機械珩磨工(gōng)具頭上的磨條以一定(dìng)的壓力與(yǔ)工件相接觸。當接通直流(liú)電源後, 在一定的電流密度下, 工件(jiàn)表麵發生陽極溶解並逐(zhú)漸形成(chéng)鈍化膜, 鈍化膜阻(zǔ)礙(ài)了電化學溶解的進一步進行, 機械珩磨就起到了刮除氧化膜的作用。與(yǔ)電解加工(gōng)所不(bú)同的是, 表麵(miàn)氧(yǎng)化膜的去除不是靠活性離子或強力衝刷, 而是通過專門(mén)設計(jì)的機械工具的刮除(chú)作用實(shí)現的, 進而實現有(yǒu)選擇性地去除金屬(shǔ)的目的, 如圖1 所示。
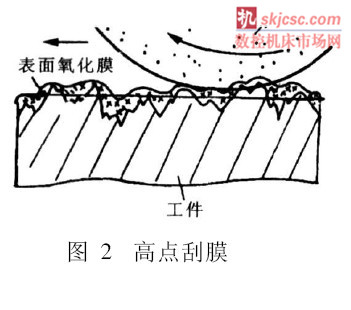
由於工件的原始狀態是(shì)由(yóu)機械加(jiā)工完成的, 所以其(qí)表(biǎo)麵上留有(yǒu)切削加工造成的尖峰(fēng)狀突起的凹穀, 當(dāng)工件(jiàn)與工具接通電源以後, 使微觀電場分布成非均勻性, 尖端處電場最強, 又由於(yú)尖端處與工件的距離最近, 所以更加(jiā)劇了電場分布的不均勻性, 這使得尖(jiān)端處電流密度較大, 根據電解加工理論, 電(diàn)解過(guò)程中溶解速度與電流密(mì)度成正比, 所以尖端處電化學反應速度較快, 金屬溶(róng)解速度也較快。在凹穀處, 電化學反應速度則(zé)相對較慢, 所以(yǐ)溶解也就相對較慢, 這就(jiù)使得在工件的整個表麵上, 溶解速度呈現出不均(jun1)勻性,尖端處的氧化膜很快被機械複合(hé)珩(héng)磨工具(jù)頭(以下(xià)簡稱工具頭) 刮除, 高點處從而露出新的金屬(shǔ)表麵繼續受(shòu)到(dào)電化(huà)學(xué)溶解-成膜(mó)-刮除的作用, 使得該部位的材料被不斷地去除, 而表麵的微觀低點或凹陷部位則由於(yú)電解溶解的緩慢和氧(yǎng)化膜不能被及時刮除而(ér)受到(dào)保護, 或者說隻能以(yǐ)低得多的速度(dù)被去除加工, 這一過程的連續進行, 使得工件的表麵得以整平, 如圖2所示。
2 光(guāng)整加工設備的設計
加工設備主(zhǔ)要由(yóu)機床、直(zhí)流電源、工作液循環係統和計算(suàn)機控(kòng)製係統(tǒng)等4部分組成。為降低成本, 增加實(shí)用性, 機床由CM6140車床進行數控改造而成, 進給運動(dòng)改(gǎi)由計算機控製,反(fǎn)應式步進電機驅動, 並以帶有測力裝置和數顯表的電化學機械複合工具(jù)頭取代小刀架, 將原主軸改(gǎi)造為帶有集流裝置、與(yǔ)床身絕緣隔離的複式主軸。所有對(duì)加工穩定性有較大影響的(de)工藝參(cān)數均得到有效監控,主軸正反(fǎn)轉、液體泵、直流(liú)電(diàn)源的啟(qǐ)動和停(tíng)止, 以及整個加工過程中的工具頭運動、轉向等均由計算機控製, 工作效率高, 操作簡便, 整個加工過程(chéng)實現自動化。
2.1 設備改進
設備由一台精密(mì)CM6140 *1 500車床改進而成, 這樣可以最大限(xiàn)度(dù)地利(lì)用通用設備, 工(gōng)件具有較高的回轉運動精度, 導軌與主軸軸線具有較(jiào)小的平行度誤差, 製(zhì)造成本低, 以電化學機械(xiè)複合工具頭取代原(yuán)機床刀架。
(1) 電化學機械光整工具頭
電化(huà)學機械光整工具頭是實現杆件光(guāng)整加工的關鍵部件, 要求其工作可靠, 結構緊湊, 便於操作(zuò), 操作者可以直視加(jiā)工(gōng)區域。夾心式電化學機械複合工具頭工作原理(lǐ)如圖1所示。
夾心式電化學機(jī)械光(guāng)整工(gōng)具 取(qǔ)代小刀架, 安裝於小拖板(bǎn)上, 可隨小拖板(bǎn)前後運動, 也可與小拖板一起隨大溜板左右運動, 它可同時完成電化學作用和機械珩磨作(zuò)用。工作中, 繞軸(zhóu)線回轉的工(gōng)件接直流電源正極, 複合工具頭上(shàng)的(de)陰極與直流電源負極相接,通(tōng)電後, 兩者之間形成一電化學反應區, 調節直流電源輸出電壓可以控製陰極工作表麵的平均電流密度,進而控製電化學反應速度。陰極(jí)用黃銅製造, 上麵開有電解液噴(pēn)孔(kǒng), 陰極與工件之間留有一定間隙, 通過電解液噴孔將鈍性電解液噴入加工區, 從加工區出來的電解(jiě)液流(liú)入水槽, 經沉澱過(guò)濾後, 循(xún)環使用。陰極上下兩邊(biān)是鑲有用於(yú)機械珩磨的軟磨條, 軟磨條硬度、磨粒粒度等則根據具體的加工要求(qiú)確定, 在彈簧力的作用下, 軟磨條以適當的壓力壓(yā)在工件表麵(miàn)上,由彈性元件、位移傳感器(qì)、數顯表等組成的測力係統對珩磨作用力進行在線監測。
夾心式電化(huà)學(xué)機械(xiè)光整工具頭中采用的是軟珩磨條, 它由高溫氧化鋁(lǚ)(Al₂O₃) 或碳化矽(SiC) 磨料使用陶瓷結合劑(jì)經高溫燒結而成, 由於其結合劑成分比較特殊, 磨條硬度較低, 使其略帶彈性, 易於使磨條與工件接(jiē)觸均(jun1)勻(yún), 吸振性能好, 另(lìng)外, 結合劑的(de)黏(nián)度較低, 磨粒易(yì)於脫落, 磨條自銳性(xìng)能好。
( 2) 複式(shì)主軸
加(jiā)工過程中, 車床主軸上的撥盤帶動工件做勻速回(huí)轉運(yùn)動, 通過集流裝置使工(gōng)件與直流電源正極(jí)相連, 為避免工作過程中整機帶電, 以自(zì)行研製的複式主軸取代原機床主軸, 實現了帶電工件與(yǔ)床身的絕緣(yuán)隔離。
( 3) 步進電機驅(qū)動
由於整(zhěng)個加工過程由多次走刀組成, 加工中工具頭需多次換向。為操作簡便, 提高加工效率, 將進給運動改(gǎi)為步(bù)進電機驅動, 以便於計算機控製。綜合(hé)考慮性能與價格的關係後, 決定采用帶有齒輪減(jiǎn)速器的反(fǎn)應式步(bù)進電機, 減速器輸出軸與(yǔ)絲杠間采用聯軸器連接。
2.2 直流電源
直流電(diàn)源的作用是為電化學反應提供電能, 目(mù)前一般采用矽整流設備, 因為(wéi)性能非常可靠安(ān)全。考慮(lǜ)到工件材質不同和電化學工作液不同, 所需的(de)工作電壓也不同, 電源輸出電(diàn)壓設定在0~ 24V範圍內連(lián)續可調。考慮到工件批量或大批量生(shēng)產, 為保證直流電源能夠(gòu)長時間、高負荷連續運行, 采取了(le)循環水連續冷卻方式。
2.3 工作液及(jí)循環係統
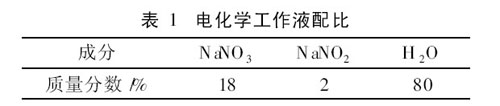
電化學工作(zuò)液成分、質量、份數決定了電化學溶解速度及鈍化膜的厚度、強度、形成速度等, 為保證隻有工件表麵微觀高點處的(de)金屬(shǔ)發生電(diàn)化學溶解, 微觀低點處的金(jīn)屬受到鈍化膜保護, 在陽極電化學溶解的同時, 必須快速形(xíng)成鈍化膜(mó)。經大量的實驗研究,確定電化學工作(zuò)液采用以NaNO3 為主、添加少量致鈍劑的鈍性工作液, 獲得了令人滿意的加(jiā)工質量和加工效率, 同時也防(fáng)止了工作液對於加工設備的腐蝕。應用於45#優質碳素結構鋼的電化學工作液配(pèi)比關係(xì)如表1所示
工作液循環係(xì)統由耐蝕泵、節流元件、水槽、防濺罩等組成。耐蝕泵提供電化學工作液循環動力, 其額定流量和揚程根據工具頭尺寸而定。節流元件用於調節工作液壓力、流量, 以滿足不同情況的需要。水(shuǐ)槽由沉澱槽和儲存槽兩部分組(zǔ)成, 兩槽互通, 中間用過濾網隔(gé)開, 由(yóu)加工區域流回的工作液首先(xiān)流入沉澱槽, FE(OH)3在此(cǐ)沉澱分離, 工作液流入(rù)儲存槽, 供循環使用。防濺罩(zhào)用在加工區域, 防止工(gōng)作液因工件旋(xuán)轉而四處飛(fēi)濺。
2.4 計算機控製係統(tǒng)
主軸正反轉, 液體泵(bèng)、直(zhí)流電源的啟動和停止,以及整(zhěng)個加工過程中的工具頭運動速度、位置、轉向等均由計算機統一控製, 作者(zhě)選用了南京江南(nán)機床數控工程公司生產的JN-15T 型控製係統, 該係統控製功能(néng)全麵, 擁有(yǒu)兩路用於步進電機的(de)脈衝輸出, 用於電動刀架的T 收信功能(本裝置不(bú)用) , 以及(jí)用於各類電器啟停的開關量(liàng)輸出。JN-15T 型控製係統自身帶有功率放大器, 可以直接驅動步進電機, 但開關量輸出僅為24V 直流脈衝(chōng)信號, 需要(yào)通過繼電器、交流接觸器等完成各類電器的控製, 使整個加工過程(chéng)實現了自動化(huà)加工。
3. 實驗(yàn)結果與分析
作者運用電化學機械光(guāng)整加工設備對用45#鋼製成的活塞杆進行(háng)了光(guāng)整加(jiā)工, 利用(yòng)英國產TALYSURF-6 型輪廓儀對其表麵微觀幾(jǐ)何形貌進行了詳細檢(jiǎn)測, 並對檢測結果進行了深入的分析(xī)研(yán)究。
3.1 活(huó)塞杆實驗檢測條件。
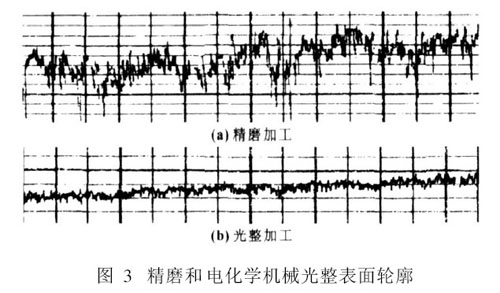
工件材質為(wéi) 優質碳素結構鋼, 加工電流密度為5A / CM2, 陽極與陰極間的間(jiān)距(jù)為0.8mm, 珩磨條粒度為W14, 原始表麵為精磨加工表麵(miàn)。表麵粗糙度截取長度l= 0.25, 評定(dìng)長度為(wéi)5l。表麵波紋度截取長度l= 2.5, 評定長度為5l。精磨表麵和電化學機械光整加工表麵輪廓5如圖(tú)3所示, 水平方向放大倍數為100, 鉛錘(chuí)方向放大倍數為3 000。全(quán)部垂直於加工痕跡方向測量。

4 結論
夾心(xīn)式電(diàn)化學機械(xiè)光整加工裝置結構緊湊, 易於操作。加工過程中, 可以(yǐ)通過選定磨粒粒度和珩(héng)磨壓力(lì)對機械珩磨力度進行調(diào)節, 控製表麵輪廓高(gāo)度分布。采用複式主軸, 實現了帶(dài)正電的工件(jiàn)與機床的可靠絕(jué)緣, 電解(jiě)液流量充足、可調, 可迅速帶走電化學產物, 加速電化學反應, 這一切均使得加(jiā)工過程的可控(kòng)性和可調性(xìng)增加, 提高了(le)加工效率。電化學機械光整加工可以大幅度(dù)消除表麵低周(zhōu)期波動, 使表麵輪廓高度分布範圍縮小, 表(biǎo)麵輪廓高度特(tè)性參(cān)數大幅度降低, 當機(jī)械珩磨使用粒(lì)度為W3的精密軟磨條時, 可以得到 的超精表麵。表麵輪廓波動(dòng)平均間距減小, 波紋細密性提高, 光整表麵高度分布呈負偏態、尖(jiān)峰分布, 而非Gauss分布, 對耐磨性、精度保持性有利。電化學機械光整(zhěng)表麵的波紋度(dù)遠小於精(jīng)磨表麵, 並且前者與(yǔ)後者的波紋度參(cān)數之比, 小於對應的粗糙度參數之比。
的超精表麵。表麵輪廓波動(dòng)平均間距減小, 波紋細密性提高, 光整表麵高度分布呈負偏態、尖(jiān)峰分布, 而非Gauss分布, 對耐磨性、精度保持性有利。電化學機械光整(zhěng)表麵的波紋度(dù)遠小於精(jīng)磨表麵, 並且前者與(yǔ)後者的波紋度參(cān)數之比, 小於對應的粗糙度參數之比。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行(háng)資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行(háng)資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企(qǐ)推薦







專題點擊前十
| 更多(duō)

