
多齒圓分度的(de)精度很高, 可(kě)以同電磁分度、光(guāng)柵分度(dù)等精密圓分度技術相比(bǐ)。除了精度高, 精度(dù)穩(wěn)定性好以外, 還有係(xì)統的剛性好, 承載能力大, 自動定心好, 不受正反方向分度影響等特點, 且結(jié)構簡單,製(zhì)造和使(shǐ)用方便(biàn), 加工費用也較低。因此, 越來越廣泛地應用於較精密(mì)的機械與量(liàng)儀中(zhōng)。
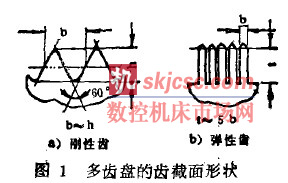
多(duō)齒分度盤的(de)齒有剛性(xìng)齒與彈性齒, 見圖1 。
我廠(chǎng)80 年代初試製出1 4 4 牙, 三角形齒形的多齒分度盤。其(qí)分度(dù)圓精(jīng)度達(dá)到了(le)相鄰齒0 . 27 屍(shī)(秒(miǎo)) 和最大(dà)積累誤差。. 3 ″(秒(miǎo)) , 重複定位精度0 . 0 2 ″(秒)。
該多齒分度盤用於專(zhuān)用齒(chǐ)輪磨床上作分度元件, 可(kě)以滿足(zú)三級齒輪加工分度的需要。此後, 為了擴大分度圓數目和提高分度圓精度, 在14 4牙多齒分度盤的基礎上, 設計(jì)試製精密多齒(chǐ)分度盤D z i 4 4 。, 見圖2 。此盤i 魂4 0牙, 6 0 。三角形齒(chǐ)形, 材料為3 8 Cr M o A IA 。主要技術要求:
(1) 上下齒(chǐ)盤齧(niè)合時, 兩齒盤的基準端平麵(miàn)(A 》與(B )相互平行。. 001 5 m m , 與節平麵平(píng)行0 . 00 1 m m。
(2 ) 上下齒盤齧合時, 兩齒盤基準外(wài)圓軸(zhóu)線與齧合軸線重合0. 0 0 1 m m, 與節平麵垂直。. 0 0 1 m “ .
(3 ) 任意齒齧合分(fèn)度誤差士0 . 1 ″ (秒)。
(4) 基準外圓圓度0 . 0 01 “ In , 基準端平麵平直度o . 0 0 1 m 。( 隻許(xǔ)中間凹) 。
(5) 上下齒盤的齒麵及基(jī)準外圓和基準端平麵氮化處理: T ~D0 . 5 -9 0 0 。
多齒分度盤的分度情度是其主要技術(shù)指(zhǐ)標(biāo)。分度精度又基本上取決(jué)於多齒分度(dù)盤的(de)製(zhì)造精度(dù)和精度的穩定(dìng)性。就已往的經驗來(lái)看, 分度精度取決於研齒加工(無限研齒是否有意義, 尚待探討) 。但研齒之前, 必(bì)須(xū)有適當的精度(dù), 才(cái)能(néng)保證減少研齒工作(zuò)量和可能達到的(de)精(jīng)度(dù)。剛性硬齒的(de)研前磨齒加(jiā)工是重要的。特別對於齒部尺寸較小(齒高在lm 二以下)的剛性硬齒, 磨齒尤為重要。磨齒可以在一次安裝中直接完成齒形, 而且齒的精度較高, 表麵粗糙度參數值較小, 從而為研齒提供良好的基礎, 大大降低了研齒的工作量。
按D 2 1 4 ) 。分度盤的設計要求(qiú), 本廠的工藝條(tiáo)件。以及工藝試驗和已往(wǎng)製造經驗, 所擬訂(dìng)的加工工藝路線如下。
( x ) 毛坯(鍛(duàn)件) 調質(2 )粗車(3 ) 消除應力(連)精車(5 ) 粗平磨(齒頂麵、基準端平麵) (6) 金相檢杳(7) 磁性探傷(s) 鉗劃線(9) 鑽孔、攻(gōng)絲(1 0) 粗外(wài)磨(mó)( 1 1) 粗內磨(1 2 ) 鉗裝悶頭(1 3 ) 氣體氮化 ( 1 4 ) 冷凍定(dìng)性處理( 1 5 ) 半精磨(齒頂麵及基準端(duān)平麵) ( 1 6 ) 半精外磨( 1 7 ) 來精內磨(.1 8 ) 精磨 (齒頂麵及基淮端平麵) ( 1 9 ) 精外磨( 2 0 ) 精內磨 (2 2 ) 粗磨齒(2 2 ) 精磨齒(2 3 ) 粗研齒(chǐ)(2 4 ) 修磨基準端平麵( 2 5 ) 修磨(mó)外圓( 2 6 ) 修磨內圓(2 7) 鉗拆悶頭(2 8 ) 精研齒( 2 巴) 研基準端平麵‘勸) 光(guāng)磨外圓‘3 扮終研齒‘3 2 )修研基準端平(píng)麵(3 3) 終磨基準(zhǔn)外圓《3 4) 清洗(35 ) 終檢精度(dù)(按圖紙全麵技術鑒定) 。其中工孚(2 4 ) , (2 9 ) , (3 2 ) 之前, 都必須插人(rén)檢測基準外圓(yuán)相(xiàng)對於齧合軸線的跳動方向及大小, 檢瀏基準端平麵相對於齧(niè)合節平麵的跳動方向及大小(xiǎo)軸以便下道(dào)工序修正。其中工(gōng)序(xù)( 2 8 ) 精研齒必須經過多次循環反複。每次循環後都進行清洗(xǐ), 檢驗分度精度, 直至達(dá)到設計要求, 方可轉人下(xià)道工序。現僅就磨齒工序作簡要介紹(shào)。
一、磨齒條(tiáo)件
1 . 齒坯
齒坯經過鍛打 ‘熱處理及粗、糟加工, 基準端平(píng)麵的平直度達到0.00 2 , ” 左右, 基準外圓圓(yuán)度及與基(jī)準端平麵之間的垂直度均在0 . 0 02 ~ 0 . 0 03 mm基準表麵氮化層厚度(dù)大於0. 1 5 mm(齒部厚度大於(yú)全齒高) 。
表麵粗糙度為R o 0. 2 ~ 0 . 0 2 5 μm 。除齒部外, 多齒分度盤的全部細部構造均已加工完畢, 並符合設計要求。
2 . 加工條件
整個磨齒過程及必要的中間(jiān)檢瀏工作, 最後鑒定, 都必須在20 “ 士1 ℃ 的恒溫清潔的試(shì)內進(jìn)行。工作場地無振動, 無強的冷熱氣流衝擊。操作人員及所育用(yòng)具都應(yīng)保持清潔。
3 . 機床
磨(mó)床主(zhǔ)軸的旋轉精(jīng)度較高。軸向竄動及徑(jìng)向跳動(dòng)均應小於(yú)0. 0 03mm , 工作合表麵的平麵度0.005/300×1000mm, 並且與工(gōng)作台運動(dòng)方向平行0.01/1000mm, 砂輪主軸軸線與工作(zuò)台表麵平行0.02/250mm. 工作台(tái)運動速度(dù)可以在50~3000mm/min中間任意調節, 最(zuì)好附有吸塵裝置。
4 . 夾具(jù)
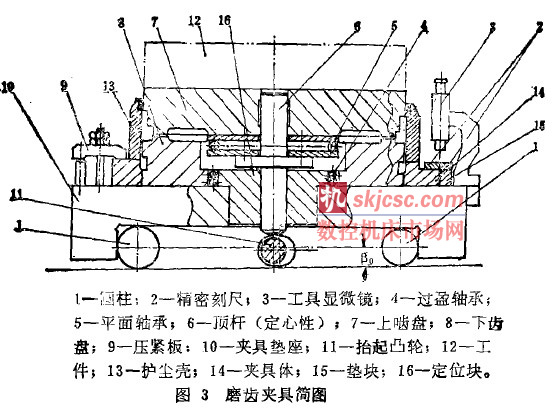
磨夾具基本上可分正弦台式夾(jiá)具座、粗分度機構及光學對線(xiàn)細分度裝置三部分。圖3 為磨夾具簡圖。
夾具座由圓柱1 和夾具(jù)墊座10組成。1 和10 由螺釘(dìng)固定為一體。夾具墊座剛性較好, 作為(wéi)下齒盤8 的支承基準麵, 因(yīn)此上平麵度很高, 以保證接觸良好。
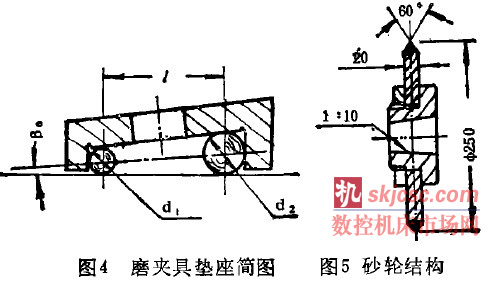
下(xià)凹部麵作為圓柱(zhù)基準麵, 保證兩自柱安裝後平行, 同時與上平麵平(píng)行。兩根圓柱(zhù)均淬硬, 且已(yǐ)精加工( 圓柱度0. 0 2 m m )。圓住直徑由夾具安(ān)裝時調整β0角度來確定。如圖4 所示, 嚴格(gé)控製L及d1/d2尺寸,, 即(jí)可得到精確為(wéi)β0值。一般(bān)控(kòng)製到10″以(yǐ)內. β0角是保證被(bèi)磨工件在磨齒時基準麵(A 或B 傾(qīng)斜, 使節平麵處於水平位置, 從而保證(zhèng)磨出的齒在齒長及齒深方向均變化較小, 有(yǒu)利於(yú)齧合)
粗分度機構主要是一(yī)對1 4 組牙的精密多齒分度盤,以及相應(yīng)的抬起機構組成。這對齒盤除了齒數和精度 (任意齒(chǐ)分度誤差和累積誤差(chà)均(jun1)小於(yú)0. 3 ” ) 以外, 其它完全和D z 1 4 4 。相同。利用它(tā)可將圓周精確池等分為14 4 份, 配預細分度裝置, 將(jiāng)圓周分為1 4 4×l0 的等份(fèn). 分度時轉動凸輪1 ; , 推動頂杆(gǎn)。帶動平麵軸承5 、上齒盤7 和工件1 2 上升, 使得上、下齒盤脫開(kāi)齧合。推轉上齒盤7 轉動‘ 齒, 然後反轉凸輪(lún), 使之在自重作用下全(quán)部複位。此時上下齒盤(pán)在新(xīn)的位置齧合並自動定心, 完成一次粗分度。頂杆上部作為上齒(chǐ)盤升(shēng)降時導向及轉動時初定心, 因(yīn)此它與上齒(chǐ)盤向有適當的配合間隙, 既可保證起到導向定心作用, 又不妨礙上下(xià)齒(chǐ)盤精確的自定心。
細分度裝(zhuāng)置(zhì)主要(yào)由精密(mì)刻尺2 及讀(dú)數(shù)工具顯微鏡8 組成。精密刻尺由動尺(遊標尺(chǐ)) 和定尺構成。定尺隻有兩條刻線, 動尺有n 條刻線。刻線(xiàn)間距都相等, 長度等於安裝圓周上的細分度了(le)弦長。間距最(zuì)好用湊安裝半徑的方法懂之為(wéi)一位或(huò)二位數(此處取0.8mm) , 以便於刻尺刻線, 刻線間距(jù)精度為0 . 002 m m 。讀數顯微鏡用於觀察精密刻尺對線, 使之對準, 同時校核分度數值, 讀數顯微鏡固定分劃板有10 格, 每格0 . 1 mm。活動分劃板的指示(shì)值為0.001mm 。
安裝精密刻尺及讀數顯微鏡時, 使各“0” 位對準(zhǔn)然後固定(dìng)讀數顯微鏡及定尺於夾具(jù)墊座上。動尺(chǐ)與夾(jiá)具(jù)體14固定在一起。夾具體與下(xià)齒盤8 緊密配合, 可以一同轉動。
定位頭16 與夾具墊座壓配合, 定下齒盤8 的旋轉中心。過盈(yíng)軸承(滾珠密植(zhí)軸承) 過盈量隻有幾個微米, 用選配鋼珠尺寸或定位頭16 的尺寸來達(dá)到。鋼珠為1 級精度, 並要求等直徑1 林m 左右(yòu)。過盈軸承可保證下齒盤連同夾具體和(hé)動尺一道繞16 轉動, 均勻自如。
在無精密刻尺或讀數顯微鏡時, 可以稍加改動夾具(jù), 運用正弦規原(yuán)理及定尺寸精密塊規, 也可以進行細分(fèn)度。
5 . 砂輪
砂輪是磨齒工藝中頭等重要的向題。砂輪特性能否滿足磨削需要, 是能否(fǒu)磨出合格的研(yán)前(qián)齒形的關(guān)鍵。
由磨齒的特點分析, 砂輪應具有下(xià)列特點。
(1) 修正截形, 並能較好地(dì)在磨削中保持持久的截形(xíng), 即耐用度高。這是至關重(chóng)要的, 要求磨出的全部(bù)齒槽深度相差(chà)小於5 %。( 2 )有良(liáng)好的切削性能,磨削(xuē)效率高, 所磨齒麵粗糙度值低。( 3 ) 砂輪製造(zào)簡易, 價格合理。
經過調查, 試驗, 研究與對比, 選用(yòng)立方氮(dàn)化硯為(wéi)磨料, 經過專門設計與特殊訂貨製造的成形砂輪較為適用。
砂輪基本結構如圖5 所示。砂輪基休材料(liào)為鋁合(hé)金。切削部份(三角形區域) 為磨料。
立方氮化硼磨料粒度(dù)在粗(cū)磨(mó)時(shí)較粗, 精磨時應較細(xì)。樹脂粘接, 中軟硬度。這種砂輪基本上能滿足使用要求。切削效(xiào)率(lǜ)及耐用度比(bǐ)普(pǔ)通磨料砂輪優良得多, 修(xiū)正也方便、然而這種砂輪的邊緣還不能修整到完全(quán)滿足使用要求。即頂部(bù)過渡圓弧半(bàn)徑(jìng)不能達到要求的0 . 05 m m 以內,即使修正到了, 在磨削中將很快會磨損。目前這種砂輪造價與人造金剛石砂輪相(xiàng)當。
砂輪切削部份呈三角(jiǎo)形截形。在修正時, 為保正截形(xíng)對稱性及(jí)粗精磨兩砂輪裝於機床主軸時位置一致, 采用了專門設計製造的修磨砂輪的心軸。砂(shā)輪連同發蘭(lán)盤先裝(zhuāng)於心軸上經過靜平衡(héng)。修磨砂輪是在較精密的外圓(yuán)磨床(chuáng)上(shàng)進行的。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州(zhōu)金馬")

