
不鏽鋼切削簡明技術資料
2013-1-16 來源: 作者:南京晨光機(jī)器(qì)廠
我們(men)在(zài)長期實踐中, 對不鏽鋼(gāng)加工技術進行了(le)不斷的改進(jìn)和創新。在此基礎上, 把分(fèn)散的、片斷的經驗總結成為比較係統、完整的技術資料, 提供給從事不鏽鋼加工的工人和技術人員參考。本資(zī)料分為鑽孔、擴孔、鉸孔、車外圓、撞孔、切斷、車螺紋(wén)和銑削等八部份, 將在(zài)本刊(kān)連續介紹。
一、不鏽鋼(gāng)鑽孔
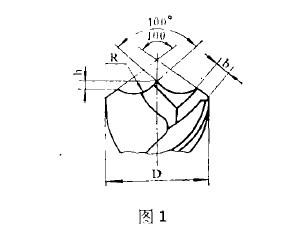
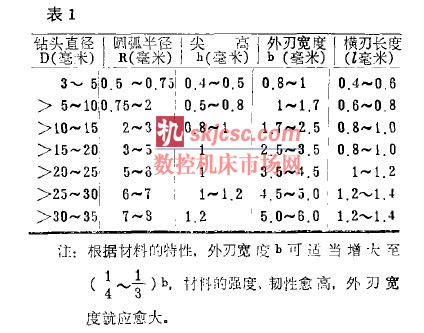
1、不鏽(xiù)鋼“ 群鑽” 的刃磨參(cān)數不鏽鋼鑽孔時, 以采用圖(tú)1 所示的“ 群鑽”較為合適, 其(qí)有關參(cān)數見表1 :
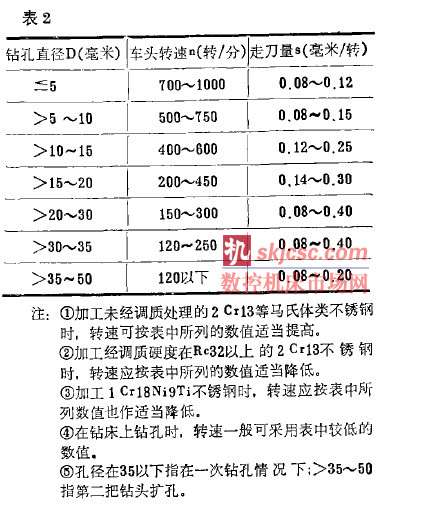
2 、不鏽鋼鑽孔推薦采用的切削用量( 見表(biǎo)2)
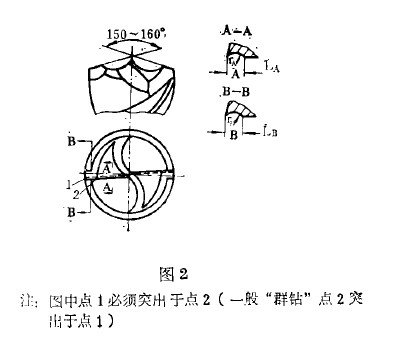
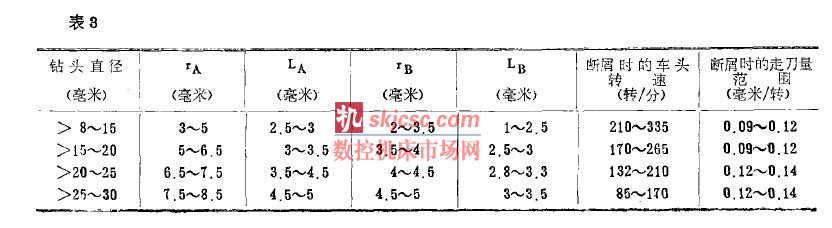
3 、不鏽鋼斷屑鑽(zuàn)頭
為了達到斷屑的目的, 可將(jiāng)鑽頭刃磨成如圖2的形式。其有關參數如表3 所示
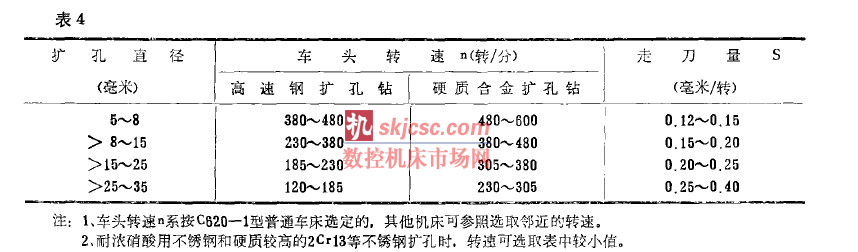
二、不鑄鋼擴孔
不誘鋼擴孔時推(tuī)薦采用的切削用(yòng)量見表4 。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多本專題新(xīn)聞(wén)
名企推薦







專題(tí)點擊前十
| 更多(duō)

