
1 引言
隨著全球航天、航空業(yè)的蓬勃發展,鈦合金材料憑借其特(tè)有(yǒu)的突(tū)出性能,如比強度高、耐高溫、抗腐蝕性能強、密度低等優點,得到了廣泛(fàn)的關注。各(gè)國(guó)針對(duì)鈦(tài)合金(jīn)材料因導熱(rè)性能低(dī)等導致難以加工的缺點(diǎn)進行大(dà)量的研究,也使得其應用領域擴展到化學工業(yè),核工業、航天、船(chuán)舶等各個方麵。
通常,鈦合金材料作為主要結(jié)構材料多用(yòng)於外殼零件,但在某些特(tè)殊情況下,如航天電機等小(xiǎo)型驅動元件中,也要求軸類零件采用(yòng)鈦合金材料。軸類零(líng)件因其特性,為保證尺寸、形位公差精(jīng)度要求,則多(duō)采(cǎi)用磨削加工。而鈦合金材料(liào)的導熱係(xì)數僅為鋼的1/4,鋁合金的1/13,銅的1/25[1],因此作為轉軸的使用材料在磨削加(jiā)工(gōng)過程中,磨削(xuē)加工區域散熱(rè)慢(màn),不利於熱平衡,極易(yì)在加工區域形成高溫,從而導致砂輪加速磨損,加工零件(jiàn)尺寸超差(chà),甚至造成零件表麵燒傷,致使加工零件報廢。因此對鈦合金軸類(lèi)零件的(de)磨削加工(gōng)進行研究分析成為必然(rán)。
2 鈦合金(jīn)的磨削性能(néng)
衡量磨(mó)削(xuē)性能的主要標準(zhǔn)有(yǒu)砂輪的耐用度(即砂輪(lún)使用壽命)、磨(mó)削比(即磨削去除(chú)的材料體積與砂輪損(sǔn)耗(hào)體積之比)。磨削鈦合(hé)金時砂輪的耐用度較低,原因是鈦合(hé)金具有較高的化學親和性(xìng)和較低的導(dǎo)熱係(xì)數,使得磨(mó)削加工區域容易形成高溫,砂輪不但受(shòu)到正(zhèng)常的(de)磨削損耗,還受到(dào)較嚴重(chóng)的化(huà)學腐蝕,加速了砂(shā)輪的磨損,減少了砂輪(lún)的使用壽命。鈦合金的磨(mó)削比較差,鈦合金在磨削過程中砂輪磨損(sǔn)劇烈,容易(yì)變鈍失效(xiào)。例如在同樣條件下磨削鈦合金TC4 和45 鋼,前者的磨(mó)削比隻有1.53,而後(hòu)者的磨削比(bǐ)為71.5。
此外,在磨削加(jiā)工的表麵完整性(表麵及表層(céng)狀態)和磨削功率或磨削力等方(fāng)麵,鈦合金的表現也很一(yī)般。
鑒於上述原因,鈦合金應盡(jìn)量避(bì)免作為(wéi)需要磨削加工的軸類零件的使(shǐ)用材料,但是由於鈦合金材料(liào)的(de)高強度(強度約為鐵的2 倍、鋁的6 倍),密(mì)度小(位於鋁合金和鋼之間),鈦合金的工作溫度範圍廣,在(zài)-253℃~500℃均(jun1)可正(zhèng)常使用,鈦合金的抗腐蝕性優良,特別是在海水和海洋火氣(qì)中抗(kàng)腐蝕性極高。以(yǐ)上這些優(yōu)越的特性就決定(dìng)了鈦合金作為結構材料能在對體積、重量、強度、抗腐蝕性能要(yào)求都較高的航天、航空飛(fēi)行器上大量應用,所以有時航天器上的微型電動機轉軸也使用鈦合金材料。
3 鈦合金磨(mó)削加(jiā)工的參數選擇
根據鈦(tài)合金的特性以及(jí)磨削性能,可以預見加工鈦合金軸類(lèi)零(líng)件(jiàn)最大的困難是在(zài)磨削過程中,加工區域因砂輪與零件相互摩擦切(qiē)削產生大量熱量(liàng),又因為鈦合(hé)金導熱性差等原因(yīn),使得(dé)這些熱量無法快速有效地散發出去,致使磨削加工區域產生高(gāo)溫(wēn),出現粘屑造(zào)成(chéng)砂輪堵塞以及零件表(biǎo)麵燒傷。鈦合金零件(jiàn)表麵的正常加工(gōng)顏色為銀灰色,燒傷後(hòu)為藍色。
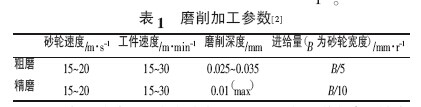
為避免上述(shù)現象的發生,首先應采用小餘量磨削加工的方(fāng)法。在磨削工(gōng)序前,應安排必要的粗車、熱處理和精車等加工(gōng)工序,在需要磨削的轉軸外圓處,精車時留有少量的(de)磨削餘量。一般情況下,鋼材料轉軸要求留有0.2~0.3mm磨削等量,鈦合金則要更小,約為0.1mm。且加工時,分為粗磨加工(gōng)和精磨加工,其具體加工參數見表1。
此外需注意,無論在磨削加工還是(shì)在之(zhī)前的粗、精車加工工序中,一般轉軸類零件都選擇(zé)轉軸兩端的(de)中心孔作為加工定位基(jī)準,盡管轉軸中心孔與機床頂針相對運動較少,但由於該處空間較小,且磨削(xuē)液基本無法達到(dào),致使轉軸中心孔在加(jiā)工時由於摩擦(cā)產(chǎn)生的高溫而(ér)形(xíng)變,導致定位基(jī)準失效,零件加(jiā)工尺寸超差,甚至導致(zhì)零件報廢(fèi)。解(jiě)決該問題的方法是(shì),可使用鋼(gāng)材料加(jiā)工兩個接頭,通過螺紋(wén)或膠黏結的方法(fǎ)固定在轉軸兩端,在粗車工序時一同加工,這樣中心孔可以加工在鋼接頭上,既(jì)避免(miǎn)了中心孔(kǒng)高溫變形的問題,也保證了零件的加工精度,在零、部件全部加工完畢後,再采用鋁製軟三(sān)爪(zhǎo)裝夾轉軸外圓(yuán)的定位方式,將兩端接頭去除。
此外,根據具體的加工情(qíng)況,除采用小餘量磨削加工的方法(fǎ)外,鈦合金磨削還可以采用低應(yīng)力磨削或緩進磨削等加工方法來提高磨削質量或(huò)生(shēng)產率。
4 砂輪的選擇由於鈦合金具有(yǒu)化學親和力強、摩擦係數大、導熱係數低等特點(diǎn),在磨削加工(gōng)中,不同於結構鋼的地方是:除粘結、擴(kuò)散外,鈦(tài)合金同磨(mó)料還起化學(xué)作用,從而改變了砂輪的磨損性質。磨削鈦合金時,鈦合金磨屑很快便粘結在磨(mó)粒頂端,並與之發生化學(xué)反應,從而加速了(le)砂輪的磨損,所以砂輪的選擇尤(yóu)為重要(yào),常用(yòng)的磨削鈦合金的砂輪磨料有以下幾種:
(1)鋯剛玉。強度(dù)和(hé)韌性都高,耐(nài)磨性也不錯,磨削鈦合金時,砂輪(lún)不能阻塞。
(2)綠碳化矽。具有較好的導熱性與半導體特性。與鈦(tài)合金粘附較(jiào)輕,砂輪不易阻塞。碳化矽易破碎形成(chéng)新刀(dāo)口,刀口鋒利,降低了砂輪的磨損率。
(3)鈰碳化矽。其外觀(guān)和綠(lǜ)碳(tàn)化矽相似(sì),與綠(lǜ)碳化矽(guī)磨料相比,其鈰碳化矽的(de)顯微硬度、單顆粒抗壓強度、韌性等均比綠碳化矽高。由(yóu)於鈰碳化矽的(de)物理性能有(yǒu)所改變,其磨削效果也得到了一定的改善(shàn)。試驗證(zhèng)明磨鈦合(hé)金時,鈰碳化矽與綠碳化矽相比(bǐ),切削效率提高近一倍,並且火花較(jiào)小。
(4)混合磨料。綠碳化矽和微(wēi)晶剛玉的混合磨料,其(qí)自銳(ruì)性好,砂輪阻塞性低,磨削(xuē)比雖(suī)稍低於綠碳化(huà)矽和鈰碳化(huà)矽砂輪(lún),但磨削的表麵(miàn)粗糙度最低,且在較大的金屬去除量範圍內,磨削的表麵粗糙度也十分穩定。
(5)超硬磨料(liào)。人造金剛石和立方氮化硼是兩種人造超硬磨料,它們具有極高的硬度和優良的切削性能,同時對鈦合金的化學穩定性也很好。所以用這兩種(zhǒng)磨(mó)料的砂輪磨削鈦合金時,由於化學作用(yòng)而造成的砂輪磨損就(jiù)顯得不那麽突出。因此人(rén)造金剛石和立方氮化硼砂輪磨削鈦合金的效果較好,缺點是價(jià)格昂貴。
砂輪的粒度是指磨粒尺寸的大小,用粒(lì)度號來表示。粒度號越大,磨粒的尺寸越小。粗(cū)磨鈦合金時,以要(yào)求生產率高(gāo)為主,可選(xuǎn)用粗粒度的砂輪。精磨時則選用細粒度的砂輪,便於降低工件表麵(miàn)粗糙度。若使用過(guò)細粒度(dù)的砂輪時,易出現磨削溫度過高從而燒傷工件表麵的現象。
5 鈦合(hé)金磨削用磨削液
鈦合金磨削加工時(shí),砂(shā)輪(lún)磨粒切削(xuē)工件表(biǎo)麵產生大量的(de)磨削熱量,這些熱量必(bì)須使(shǐ)用磨削液將其(qí)帶走,以降低磨削區的溫度。對鈦合(hé)金來說,理想的磨削液除象磨削一般材料那樣要起冷卻、潤滑和衝洗作(zuò)用外,更重(chóng)要的是要能有效地抑製鈦合金與磨料的粘(zhān)附作用和化學(xué)作用,並且(qiě)還要不發泡(pào)、消(xiāo)泡快(kuài)。由於鈦合金磨削溫度高,鈦屑易燃(rán),當使用油溶性磨削液時(shí)可能發生火(huǒ)災。所(suǒ)以建議使用合成(chéng)水溶性乳化液,也可自配磨削液。需要注意的是鈦合(hé)金磨(mó)削最(zuì)好不使用含氯的磨削(xuē)液,既避免產生有毒(dú)物質和引起氫脆,也(yě)能防止鈦合金高溫(wēn)應力腐蝕開(kāi)裂[3]。
由(yóu)於鈦合金相對其他(tā)材料磨削時加(jiā)工區域溫(wēn)度高,使用磨削液時要求噴嘴盡量靠近磨削區,磨削(xuē)液流量要大,對於每毫(háo)米砂輪寬度的流量一般不小於0.5L/min。除此之外,磨削(xuē)液(yè)的水箱容量也要足夠大,以防止磨削液溫升過高,並應(yīng)裝有過濾(lǜ)裝置(zhì),保證磨削液的清潔。
6 加(jiā)工實例
某型號步進電機作為航天器太陽帆板展開驅動元件,其轉子結構為在鈦合金轉軸上壓裝矽鋼鐵芯。該步進電機定、轉子間(jiān)隙(xì)僅為0.016mm,所以對轉子加工精度要求比(bǐ)較高,轉子各外(wài)圓同心度不大於0.006mm,尺寸公(gōng)差要求4 級精度,表麵粗糙度Ra0.8。
實際加工中,轉軸經過粗車、精車和必要的去氫熱處理等工序後壓裝鐵芯,再在進口內外圓磨床上進行整體磨削,采用(yòng)小餘量磨削加(jiā)工方(fāng)法。轉軸車削加工僅留0.1mm 的磨(mó)削餘量,然後一次裝夾,進行粗磨、半精磨(mó)和精磨(mó)加工,粗磨進給(gěi)量0.02mm,半精磨進給量0.01mm,精磨時進(jìn)給量0.005mm。采用46# 粒度的鈰碳化矽砂輪,水溶性(xìng)乳化液,磨(mó)削液流量大於35L/min。同批次轉子加工後未出現尺寸超差現象,合格率達(dá)到100%。
7 結(jié)語
鈦合金材料(liào)的磨削(xuē)性能特點決定了(le)鈦合金軸類零件在磨削加工中難度較大,隻有正確選擇磨削參數(shù),砂輪以及磨削液,配合(hé)合理的工序安排,才能延長砂輪使用壽命、提高零部件(jiàn)的(de)加工精度和(hé)生產效率。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com






")

