
零件的成組編(biān)碼(Group Technology code)是(shì)在產(chǎn)品設計、製造和生產管理中進行零件信息識別的方法(fǎ)之一。由(yóu)於箱體類零件形狀複雜,現有的成組編碼係統將其(qí)非回(huí)轉體零件的編碼部(bù)分(fèn)留給企業自(zì)行(háng)設計。因此,研究箱體類零件成組編碼係統(tǒng)對企業應用成組技術具有實(shí)際意義。
實(shí)現箱體類零件的成組分類(lèi)編碼,無論是在非回轉體零件的(de)CAPP 係統、還是CAD/CAPP/NC 集成係統,都可(kě)以起到“以數代形”、方(fāng)便信息(xī)檢索和存儲的(de)作用。
1 箱體(tǐ)類零件成組分類編碼係統結構
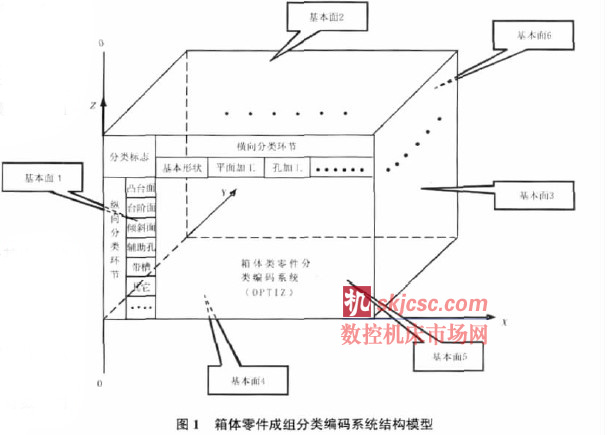
在對工程機械中的係列箱體(如上傳動箱、下(xià)傳動箱、離合器(qì)罩、油泵箱體、變速箱等)零件形狀進行分(fèn)析後,以該(gāi)係列箱體零件為實例進行箱(xiāng)體類零件成組編碼係統的研究(jiū),其成組分類編(biān)碼係統結構模型如圖1所示。該 編碼係統特點為:
1) 箱體類零件的
理想形狀為正立方體,共有6 個基本麵,各(gè)個基本麵的編(biān)號用1~6 阿拉伯數字表示;每個基本(běn)麵上用分類編碼子係統的子代碼描述其上型麵設計和工藝特征。6 個子代碼按一定規(guī)律組成零件分類編碼的總代碼;
2) 代碼采用十進製數,用3) 總代碼位數多,適於計算機輔助(zhù)成組編碼分類;設:第i 個基本麵(miàn)的子代碼的位數為ni,若采用橫向分類環節為(wéi)9 位的(de)代碼係統,即ni =9,則(zé)總代碼位數(shù)最少為:

4) 分類環節有獨立環節,也有關聯環節(jiē),分類係統為混合環節分類係統;
5) 采用一個成組分(fèn)類編碼係統對各(gè)個基(jī)本麵(miàn)的被加工表麵分別進行子代碼(mǎ)的編碼(mǎ)。由於各個基本(běn)麵(miàn)上的被加工表麵形狀各異,所以,每個基(jī)本麵上子代(dài)碼各不相同;
碼描述整個箱體類零件的各種設計(jì)信息和工藝信息;
7) 在總(zǒng)代碼中,各個基本(běn)麵的(de)子代碼之間用基本(běn)麵代號加腳標來區分,如:5j(j=0,1), 50 表示第5 個基本麵上無其它型麵,是非機械加工表麵;51 代表第5 個基本麵上有其它機加工型麵;
8) 箱體(tǐ)零件的成組編碼可采用計算機輔助人(rén)- 機交互的方式進行,實現碼位較長的(de)、計算機(jī)輔助箱體類零(líng)件成組分類編碼;
9) 在利用箱體類零件分類編(biān)碼係統進(jìn)行編碼分類時,零件族相似性標準是(shì)由每個基本麵上的子相似性特征矩陣組成;每個基本麵上的子代碼與各(gè)自的子相似性特征矩陣進行匹配分析,若每個基(jī)本(běn)麵的子代碼都與子相似性(xìng)特征矩陣匹配,則箱(xiāng)體零件屬於(yú)同一個零(líng)件族,這是在分類編碼係統的基礎上可以(yǐ)完成的後續研究(jiū)。
2 編碼係統設計原理(lǐ)
首先對假想的箱體類零件的理想狀(zhuàng)態正立方體的每(měi)個基本麵進行編號,見(jiàn)圖1、圖2 所(suǒ)示。
6 個基本(běn)麵編號的確定和描述方法為:先選擇(zé)0線的位(wèi)置(zhì),0 線必(bì)須垂(chuí)直於水平麵,並且位(wèi)於(yú)箱體類零件的左邊;基本麵1 為箱體(tǐ)類零件的最左(zuǒ)麵,與0線(xiàn)相交;以基本麵1 為基準,順時(shí)針按順序依次確定基(jī)麵2、3、4;基本麵1 的前端麵為基本麵5,0線也在基本麵(miàn)5 上,基本麵1 後端麵為基本麵6;0 線是基本麵1、5 的(de)交線;基本麵2、4 為水平麵,其餘基本麵為垂直麵。可以看出,0 線與基本麵1 位置確定和與基本麵5、6 的判別(bié)有關係。為了方便工程實際應用(yòng),0線(xiàn)設置在箱體零件工(gōng)作圖的(de)主視圖(tú)左(zuǒ)側麵(基本麵1)與前端麵(基本麵5)的交界處。對於兩兩基本麵交界處的傾斜麵,將其看作是編號值大的基本麵(miàn)上的衍生(shēng)表麵。比如:對於多麵(miàn)體,可用基本麵上有傾斜麵的子(zǐ)代碼碼值(zhí)來(lái)表明它的(de)型麵特性,如圖2 所示。在圖2 中,基本麵5 與基(jī)本麵1 和基本麵3 交界處都有傾斜麵,編碼時用基本(běn)麵5 上的子代碼來(lái)辨識。又如基本麵2 上有凸
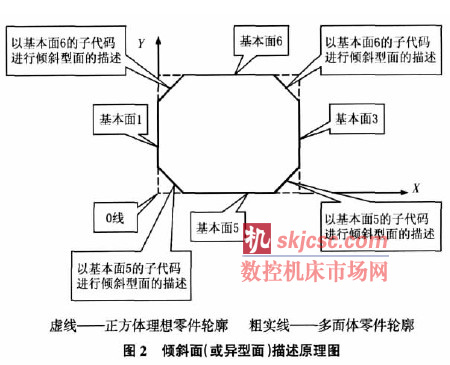
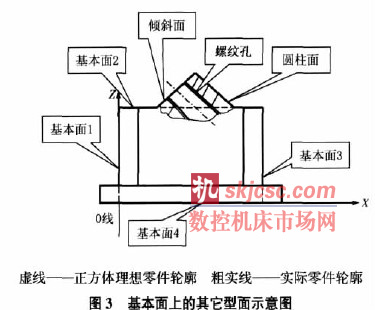
柱麵、傾斜麵並帶(dài)有螺紋孔(或圓環、異型麵等(děng)等),也可用(yòng)子代碼來描述,以此來形容多麵體、異形體等等,如圖3 所示。
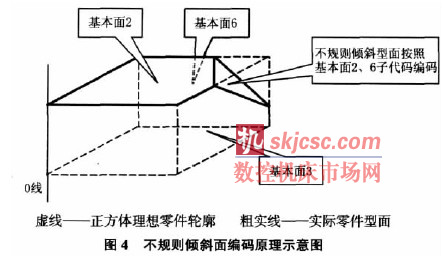
當有不規則傾斜型麵與3 個基本麵有關(guān),係統以兩個(gè)編號最大、最小的基本麵(miàn)的子代碼進行描述,以確定在加工工藝中該型麵的特殊位置,見(jiàn)圖4 所(suǒ)示(shì)。
在箱(xiāng)體(tǐ)類零件分類編碼係統中,分類係統的各(gè)分類環節及其分類標誌是按照OPITZ 分類編碼係統中非回轉體類別(bié)零件、留給企(qǐ)業自行設計部分進行箱體類(lèi)零件的分類編碼(mǎ)係統設計的,因此,每個基本麵上的子代碼的位數為9 位(wèi)。每個(gè)基本麵上都利用該分類編碼(mǎ)係統進行子代碼(mǎ)的確定(dìng)。
3 分類環節和分類標誌設計
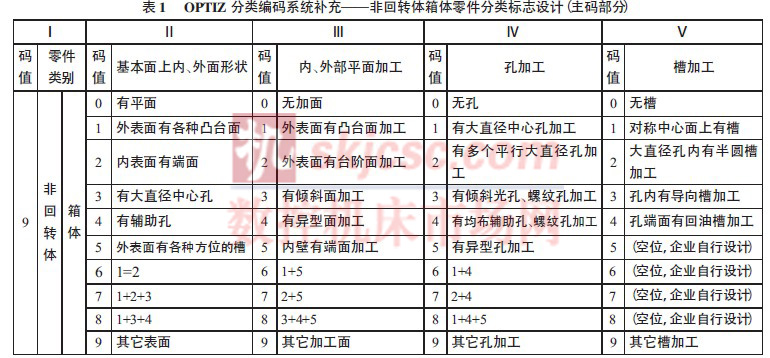
箱體類(lèi)零件成組分類編碼係統(tǒng)分類環(huán)節和分類標誌主要根據箱體類零件的特征進行(háng)設計。零件類別碼和形狀及加(jiā)工碼(前五位碼)的設計結(jié)果(guǒ)詳見表1。其中,Ⅱ碼位描述設計信息,Ⅲ~Ⅴ碼位描述工藝信息。對於Ⅵ~Ⅸ位的(de)輔助碼,仍然采用OPTIZ編碼(mǎ)係統的橫向、縱向(xiàng)分類環節的分類標(biāo)誌。因(yīn)此(cǐ),對於一種箱體零件,各個(gè)基本麵上的Ⅶ、Ⅷ位的碼值應一致。
4 編碼(mǎ)方法
對箱體零件成組編碼的方法(fǎ)為(wéi):
1) 確定箱體零件(jiàn)的0 線,並在零件工作(zuò)圖上對基(jī)本麵(miàn)進行編號;
2) 依照各個基本(běn)麵上所(suǒ)具有的(de)表麵形狀,按照表1 進行子代碼(mǎ)的逐(zhú)一編碼;
3) 利(lì)用箱體類零件計算機輔助成組分類編碼係統,采用人- 機交互的方法進行箱體零件的編碼。
以圖2 零件為例進行(háng)編碼,其各個基本(běn)麵的子代碼分別為:11916604970;21993302970;31916604970; 41982605970;5099000597;60990005970;
圖2 所示箱(xiāng)體零件的總代碼為119166049702199330297031916604970419826059705099000597060990005970。
5 結束語
研究(jiū)工程機械箱體類零件的成組分類編碼係統,目的有三:一是解決一般複雜程度箱體類(lèi)零件(jiàn)能夠在企業(yè)信(xìn)息(xī)化的工作中,實現非回(huí)轉體零(líng)件用“以數代形”方法進行(háng)信(xìn)息存儲;二是利(lì)用編碼進行箱體零件的分(fèn)類,方便(biàn)生產管理和工藝管理;三是為(wéi)箱體類零件CAPP 係統的研究打基礎(chǔ)。在此(cǐ)項研究的(de)基礎上,可以對箱體類零件的成(chéng)組生產組織和管理的方法進行深入探討。
如(rú)果您有機床行業、企業相關新(xīn)聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com








