
一、平麵磨削用夾緊裝置
平磨非金屬材料時, 可使用(yòng)圖示具(jù)有活動v 形(xíng)塊(kuài)的夾緊裝置。安置在磁性平(píng)台上的夾具體5 , 內裝帶彈簧7 的v 形塊1 和3 , v 形塊(kuài)的(de)v 形部分,采用導磁材料。將工件放平後, 轉動偏心(xīn)輪6 , 活動v 形塊3 接觸(chù)工(gōng)件, 當磁性平台接通時, 磁力將v 形夢前部拉向平台方向(xiàng)使工件夾緊,工件的基準端麵也緊貼磁性平台。當磁性平台斷電時, 在彈簧7 的作用下, v 形塊3 可抬起至限位板4 的位(wèi)置。
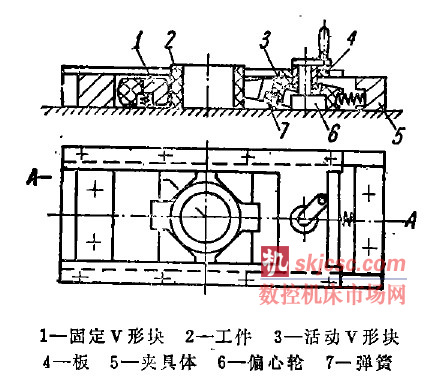
此夾緊裝置加工(gōng)精度高, 工作可靠。
二(èr)、避免平(píng)麵磨削時產生塌邊缺陷
經高(gāo)光(guāng)潔度磨削後的工件, 在縱向及橫向兩端若千長度內的尺寸(厚度)低於中間部(bù)分的尺寸, 通常(cháng)稱為塌邊。在高光潔度磨削中, 要避免塌邊或(huò)尋找塌邊的原因都較困難, 隻能通過實驗分析找出產生塌邊的(de)主要原因。
實驗證明: 冷卻液溫度二液壓油油溫(wēn)+ (2 ~3. 5℃ )及冷卻液溫度蕊室(shì)溫+ (1 ~ 1 . 5℃) 的條(tiáo)件下, 進(jìn)行高光潔度平麵磨削時產生塌邊最小(xiǎo)。為避免縱向兩端產生(shēng)塌邊, 主要是控製冷卻液、液壓油及室(shì)溫之間關係。若在恒溫室裏, 機床帶有油溫及冷卻(què)液(yè)的溫度(dù)調節器(qì), 並有合理的工藝及操作方法, 可(kě)避免或減小產生磨削塌邊。
2 被(bèi)磨件橫向(xiàng)兩(liǎng)端產(chǎn)生塌邊經測試證明, 產生橫向兩端塌邊(biān)主要是由於機床的幾何精度的(de)影響。其它和局部熱變形及(jí)橫向換向衝擊等影響甚小。
如(rú)果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








