
摘要: 本文介紹了大(dà)型水輪發電機焊接式磁極線圈(quān)製造過程中存在難點和幾種常見質量問題,通過在關鍵工(gōng)序(xù)建(jiàn)立質量控製點及嚴格的檢驗措施,解決(jué)了製造過程的質量波動問題,有效提高了磁(cí)極線圈的質量。
關(guān)鍵詞 :水輪發(fā)電機 焊接式磁極線圈(quān) 質(zhì)量控製
1 引言
磁極線圈(quān)是水輪發電機的核心部件之一, 其製造質量的好壞直接影響到發電機的運行和壽命。我公司在二灘、三峽左岸機組上引進技術生產(chǎn)的大型焊(hàn)接式水輪發電機的磁極線(xiàn)圈(大型水發磁極線圈) 曾出現銅排焊(hàn)接質量不穩定、壓型後線圈(quān)有開匝和匝間短路現象, 究其原因主(zhǔ)要是(shì)銅排又寬又厚、熱壓時線圈溫度(dù)不均(jun1)勻、匝間絕緣易損傷, 所以在製造過(guò)程中, 我們有針對性地摸索出了行之有效的質量控製方法, 並采用匝間衝擊試驗新(xīn)方法控製產品(pǐn)質量。
2 大型水輪發電機磁極線圈關鍵質量(liàng)控製(zhì)流程
大型水(shuǐ)輪(lún)發電機(jī)磁極線(xiàn)圈關鍵質量控製流程如下: 首件質量(liàng)控製→ 銅排焊(hàn)接質量控製及檢驗→墊匝間絕緣(yuán)質量控製、熱壓成型質量(liàng)控製。匝間試驗→ 直流電(diàn)阻測試。下麵介紹磁(cí)極線(xiàn)圈質量控製關(guān)鍵點及控製方法。
2. 1 首件質(zhì)量控製
磁極線圈的首件試製其(qí)目的是驗證絕緣材料是否符合技術要求: 模具(jù)能否保證線圈的形狀(zhuàng)和尺寸、工藝方法及參數的可行性等重要指標。經工藝人員、檢查人員、操(cāo)作者三方確認合格後方可批量投產。
2.2 銅排(pái)釺(qiān)焊質量控製
大型水輪發電機運行時勵磁電流在20 00A 以上, 如果磁(cí)極線圈接頭焊接質量不好, 就會導致運行時焊接部位溫度過高, 燒壞銅排造成停機事故。所以製造磁極線圈時必須保(bǎo)證釺焊質量的可靠性, 而大型水發磁極銅排(pái)又寬又厚, 接頭釺焊時難度大, 因此我們就其難點對釺焊過程製定了一套嚴格的檢(jiǎn)驗措施。
2 .2. 1 釺焊前質量控製(zhì)
首先, 檢查釺(qiān)焊(hàn)操作人員有無(wú)相應資格證書,確認每(měi)批銅排符合圖(tú)樣, 保證整個線圈的尺寸符合圖(tú)紙。其次, 檢查(chá)焊接麵毛刺、氧(yǎng)化物等汙垢(gòu)以(yǐ)及焊料的氧化物是否清理幹淨, 避免釺焊後產生開(kāi)焊、焊縫不飽滿等質量問題(tí)。
2 .2.2 釺焊過程的質量控製(zhì)
目前, 大型水輪發電機磁極線圈銅排中頻焊接的方法是: 首先檢(jiǎn)查接縫間隙是否調節均勻(yún),銅(tóng)排表麵(miàn)是(shì)否平整, 滿足圖紙和釺焊要求後方可(kě)加溫; 然後用紅外線點溫儀測量釺焊部位溫度,當釺焊區域溫度達到工藝要求時方可塗抹焊(hàn)料。釺焊質量的穩定采用了監控溫度(dù)的方法來確保。
2 .2 .3 釺焊後質量檢驗
釺焊後質量檢驗過程包括: 檢查砂磨(mó)後焊接部位(wèi)無毛刺、焊瘤和氧化物, 使銅排表麵顯(xiǎn)露銅的金屬光澤, 以(yǐ)便觀(guān)察焊接部位有無缺陷(xiàn); 對焊接部位外(wài)觀有凹坑、氣孔等現象但無法補焊(hàn)的可(kě)通(tōng)過X 射(shè)線探傷來判定釺焊處質量(liàng); 測量砂磨部位厚(hòu)度(dù)應等於或(huò)略小於(yú)銅線厚度, 避免此處厚度2.2 銅排釺焊質量控製大型水輪發(fā)電(diàn)機運行時勵磁(cí)電流在20 00A 以上, 如(rú)果磁(cí)極(jí)線圈接頭焊接質量不好, 就會(huì)導(dǎo)致運行時焊接部位溫度過高, 燒壞銅排造成停機事故。所以(yǐ)製(zhì)造(zào)磁極線圈時必須保證釺焊質量的可(kě)靠(kào)性, 而大(dà)型水(shuǐ)發磁極銅排又寬又厚, 接頭釺焊時難(nán)度大, 因此我們就其難點對釺焊過程(chéng)製定(dìng)了一(yī)套嚴格的檢驗措施。
2 .2. 1 釺焊前質(zhì)量控製
首(shǒu)先, 檢查釺(qiān)焊操(cāo)作人(rén)員有無(wú)相應資格證書,確認每批銅(tóng)排符合圖樣, 保證整個線圈的尺寸符合圖紙。其次, 檢查焊接麵毛刺、氧化物等汙垢以及焊料的氧化物(wù)是否清理幹淨, 避免釺焊後產生(shēng)開(kāi)焊、焊縫不飽滿(mǎn)等質量(liàng)問題。
2 .2.2 釺焊過程的質量控製
目前(qián), 大型水輪發電機磁極(jí)線圈銅排中頻焊接的方法(fǎ)是: 首先檢查接(jiē)縫間隙是否調節均勻,銅排表麵是否平整, 滿足圖紙(zhǐ)和(hé)釺(qiān)焊要求(qiú)後方可加溫; 然後用紅外線點溫儀測量釺焊部位溫度,當釺焊區域溫度達到工藝要求時方可塗抹焊料。釺(qiān)焊質量的穩定采用了監控溫度的方法來確保。
2 .2 .3 釺焊後質量檢驗(yàn)
釺焊後質量檢驗(yàn)過(guò)程包括: 檢查砂磨後焊接部位無毛刺、焊瘤和氧化(huà)物, 使銅排表麵顯露銅的金屬光澤, 以便觀察焊接部位(wèi)有無缺陷; 對焊接(jiē)部位外觀有凹坑、氣孔等現象(xiàng)但無法補(bǔ)焊的可(kě)通過X 射線探傷來判定釺焊處質(zhì)量; 測量砂磨部位厚度應等於或略小於銅線厚度, 避免此處厚度累積造成高度尺寸超差; 此外, 還可采用測量每個線圈的直流電阻來判定釺焊質量(liàng)(見其後2 .6 ) 。
2.3 墊匝間絕緣質量控製
匝間衝擊試驗是考核大(dà)型水輪發電機磁極(jí)線圈匝(zā)間(jiān)試驗的項目之一, 該試驗對匝間絕緣抗(kàng)電壓性能要求(qiú)高, 所以在墊匝間(jiān)絕緣過程時必須有效地控製好匝間絕(jué)緣不受損。
2 .3. 1 墊匝(zā)間絕緣前(qián)質量控製
首先,檢查通過冷壓整(zhěng)形的線圈應線匝整齊、銅(tóng)排平整(zhěng), 尺(chǐ)寸符(fú)合(hé)圖紙。其次, 若銅線上的毛刺未清理幹淨, 壓型後易造成匝間(jiān)絕緣損(sǔn)壞(huài)影響產品質量, 而毛刺又不容(róng)易完全清理幹淨。分析線匝容易產(chǎn)生毛刺的部位(wèi), 如接頭部位、棱邊等,采用目測和(hé)棉紗觸摸相結合的檢查方式, 使線匝上細小的銅末及棱邊毛刺都能得到較好(hǎo)控製, 同時可(kě)避免(miǎn)手被刺傷。
2 .3.2 墊匝間絕緣過程質量控(kòng)製
檢查使用的絕緣材料合格證和有效期、絕緣表麵有無異物、凹坑和無膠等缺陷, 避免使用不(bú)合格的絕緣材料影響磁極線圈質(zhì)量。在鋪墊過程中, 檢查鋪墊的絕緣材(cái)料(liào)層數是否符合首件確定的層數, 是否準確地將絕緣材料鋪墊於銅排表麵上, 有無漏墊、竄動和褶皺現象, 絕緣材料接縫是否符(fú)合工藝規(guī)定要求等。
墊匝間絕緣有效(xiào)的質量控製(zhì)為製造高品質的磁極線圈提供了保障。檢查毛(máo)刺方法在三峽右岸(àn)、龍灘等機組磁極線(xiàn)圈製造中得到了成功驗證, 大大降低了毛刺(cì)造成的匝間短路次數; 嚴密的質量(liàng)控(kòng)製預防(fáng)了在瀑(bào)布溝電站協機磁極線圈製造中使用過(guò)期絕緣材料。
2 .4 熱壓成型質量控製
熱(rè)壓過程使匝間絕(jué)緣固(gù)化並(bìng)與銅(tóng)排粘合成一個堅實(shí)的整體, 使線圈(quān)達到要(yào)求(qiú)的形狀和尺寸。為了預防開(kāi)匝, 必(bì)須監控熱壓過程的各項工藝參數(shù), 以確保線圈壓型質量。
2 .4. 1 熱(rè)壓成型過程質量控製
首先, 檢查壓(yā)型前匝間絕緣有無竄動, 調整後線圈尺寸符合圖紙要求。其(qí)次(cì), 通過查(chá)詢無紙記錄儀記(jì)錄, 監控熱壓過程線(xiàn)圈溫度、壓力、時間工藝參數的變化。由於大型水發磁極線圈(quān)銅排厚, 線圈加熱時其溫度分布不(bú)均, 出模後易造成開匝現象, 所以在線圈(quān)升溫和(hé)保溫過程設置了多點溫度監控, 避免溫度過高或過低, 造成匝間絕(jué)緣流膠過多或過(guò)少而使線圈開匝。同時, 測量高度變化來調節壓力大小, 以確保高度尺寸。
通過對(duì)熱壓過程溫度、壓力、時間的重點(diǎn)監控, 大型水(shuǐ)發磁極線圈的開匝(zā)問題大為改善。
2 .4 .2 壓(yā)型後檢查
檢查(chá)線圈內外表麵餘(yú)膠是否清理幹淨、線匝是否平整; 匝間粘接膠化良好(hǎo)、無燒焦、無鬆散開匝現象; 銅(tóng)線無(wú)磕碰劃傷。在平台上, 用測高尺均勻測量線圈(quān)的高度、平行度; 用卷尺、角尺和塞尺測(cè)量線圈的長(zhǎng)度、寬度和垂直(zhí)度; 線圈的內框尺寸以木模(mó)芯通過(guò)為準。準確測量線圈的幾何尺寸為下(xià)序磁極裝配提供了保(bǎo)證(zhèng)。
2 .5 匝間試驗
磁極線圈匝(zā)間短(duǎn)路是一種較常(cháng)見(jiàn)的缺陷, 會影響機組正常運行, 使繞組(zǔ)溫度升高, 電壓波形畸變, 造成機組振動及(jí)出(chū)現其他機械故障。所以大型水發磁極(jí)線圈製造時, 必須通過匝間衝擊試驗和交流(liú)阻抗試驗(yàn)兩項考核, 來確保運行時線圈不會出現匝間短路問題。
2.5 .1 匝間衝擊試驗
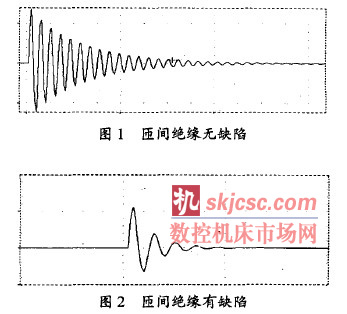
匝間衝擊試驗是從三峽左岸機組引進檢測磁(cí)極線圈(quān)匝間絕緣的新試驗方法, 主要通過施加一定的電壓來檢測匝間絕(jué)緣抗電壓強度。目前(qián)使用的是ZJ 一10 型高壓電機線圈匝間絕緣試驗器, 每匝施加規定峰值衝擊電壓, 通過比較示波器波形來判定線圈匝間絕緣是否有缺陷。試驗線(xiàn)圈時, 匝間絕緣無損壞(huài)的波形是數個波逐漸衰減(見圖l) ,而匝間絕緣(yuán)有損壞的波形則是迅速衰減(見圖2 ) 。
2 .5.2 交(jiāo)流阻抗試驗
交流(liú)阻抗(kàng)試驗是找出短路點的有效方法, 能準(zhǔn)確地找出短路點位置。目前采用的是在線圈施加規定壓力的方式, 試驗電壓為每極勵磁電壓的10 倍。比(bǐ)較電(diàn)流值, 不短路(lù)線(xiàn)圈的電(diàn)流(liú)值無明顯差異, 短路線圈電壓降低(dī), 電流增大。查找短路點采用1/2 排除法, 逐步縮小查找範(fàn)圍, 當測量到某匝電(diàn)壓最小, 則該匝短路。由於短路處電流增大會(huì)使線圈局部發熱(rè), 所以斷電後手摸溫度(dù)最(zuì)高處即為短路點。這種方法提高(gāo)了查找短路點(diǎn)的效率。
大型水(shuǐ)發磁極線圈匝間絕緣電氣性能采用了兩種試(shì)驗共同來考核, 確保了(le)線圈在運行中不會發生短路故障。
2 .6 直流電阻測試
直流電阻測量是(shì)檢測銅(tóng)排焊接有無虛焊現象的重要(yào)方法。測(cè)量(liàng)時, 線圈應注意放置在(zài)同等溫度、濕度的環境, 避免因環境變化影響測量數據。
3 結語
我們在(zài)三峽右岸、構皮灘、龍灘等機組大型水輪發電機焊接式磁極線圈製造過程關鍵工序中,建立了有(yǒu)效的(de)質量控製點和檢驗方法, 穩定(dìng)了銅排(pái)焊接質量, 提高了匝間絕緣的抗電壓能力, 降低了線圈開匝和短路故障率, 製造出了高品質的磁極線圈,為公司占(zhàn)據大型水電(diàn)市場提供了保(bǎo)證。
如果您有機床行業、企業(yè)相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








