
葉(yè)片是汽輪機的重要核心部件之一,在汽輪機製造中,調節級動葉片和末級(jí)動級動葉片往往具有較為(wéi)複雜的結構,代表著汽輪機動葉片的設計和(hé)製造水平,極大的影響著汽輪機的效率,有著特殊(shū)重要的地位(wèi)。因此,研究D600B-201001A高壓第1級動葉片加工工藝(yì),分析該級葉片的加(jiā)工難點和重點,根據現有的加工條件和技術手段:選擇合理的加工工藝基準;確(què)定合(hé)理的工(gōng)藝流程和加工方法;設計合理(lǐ)可靠適用的工藝裝備;研究設計嚴密可靠的測量方法;加工出合格的該級動葉片。這對(duì)滿足工廠的需(xū)要,全麵實現600MW汽輪機葉片國產化,降低成本,提高(gāo)效益,提(tí)升(shēng)葉片加(jiā)工(gōng)技術水(shuǐ)平(píng)具有十分重要的意義。
1 600MW調節級動葉片結構特點
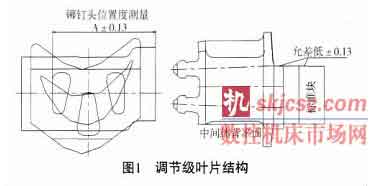
D600B-201001A高壓(yā)第1級(jí)動葉片(調節級動葉片)如圖(tú)1。其結構型式(shì)為:側裝雙聯T型葉根自帶冠(guàn)三鉚釘頭結構動葉片。結構複雜(zá),加工難度大。葉根的幾何精度、葉冠的(de)幾何精度(dù)、鉚釘(dìng)頭的幾何精度、汽道的幾何精度、葉根間的相對位置精度、葉根與汽道的位置精度、葉根與葉冠的位置(zhì)精度、葉(yè)根與(yǔ)鉚釘頭的位置(zhì)精度、鉚釘頭間的相對位置(zhì)精度都有十分高的要求。
2 加工難點及工藝方法
2.1基準麵(miàn)的選擇
如前所述,D600B-201001A級動葉片結構(gòu)十分複雜,葉片(piàn)各部間相對位置精度要求高(gāo)。因此, 盡可能地采用設計基準作加工基準、測量基準,盡可能地在不同的(de)工序中(zhōng)用同一(yī)基準進行加(jiā)工和測(cè)量,使該基準既能用於葉根的加工又能用於徑向麵的加工以及葉冠的加工、型線的加工和(hé)鉚釘頭(tóu)的加工。這對於保證葉片各部的相對位置,滿(mǎn)足設計和裝配的要求是十分重要的。
D600B-201001A級動葉片葉根進(jìn)出汽側和葉冠進出汽側為兩兩相互平行的平麵。葉根中間體背平麵平(píng)行於1#輻射線(汽(qì)道中心線)且與葉根進出汽側垂直與(yǔ)葉(yè)根中(zhōng)間槽(cáo)平行;並且該平麵可最大限(xiàn)度地作為不同工序的加工(gōng)測量基準(zhǔn),使(shǐ)工裝(zhuāng)設計(jì)相對間單,基準轉換可靠方便。因此基準麵的確定:以葉根端麵(miàn)、葉根出汽側(葉冠(guàn)出汽側與葉根出汽側台階留待葉片各部加工完後最後加工)、葉根中間(jiān)體背平麵三麵構成的直角坐標係,作為該葉(yè)片加工各工序的主要定位、測量基準。葉片加工是多工序加(jiā)工,在加工過程中不可避免的存在著基準轉換,如汽道(dào)加工其基準為葉根中間槽和(hé)葉頂中心孔,葉頂(dǐng)中心孔與葉根出汽側(cè)。
2.2葉根加工
D600B-201001A高壓第1級動葉片葉根型式為側(cè)裝雙聯T型。該葉根與過去加工過的T型葉根結構完全(quán)不同(tóng),不僅幾何精度要求高,且葉根脖子為錐麵(miàn)。兩(liǎng)葉根中心(xīn)線分別過2#輻射線和3#輻射線(xiàn),對稱於1#輻射線並呈4°5′27″的(de)夾角,兩葉根間的相對位置精度要求也很高,見圖2。若采用普通機床用成型(xíng)銑刀(dāo)加工,則需由銑葉根背弧側、銑葉根中間槽、銑葉根內弧側3個工位3次裝夾定位(wèi)完成,難免存在重(chóng)複裝夾帶(dài)來的定位(wèi)誤差,難以(yǐ)保證(zhèng)葉根的尺寸精(jīng)度和位置精度。如在數控加工中心上(shàng)采用成(chéng)型銑刀(dāo)加工葉根型線,則可一次裝夾定位(wèi)加工出(chū)整個葉根型線。用成型銑刀的精度、機床的精度及數(shù)控程序來保證葉根的幾何精度及(jí)葉根(gēn)間的相對位置精度。

2.2.1葉根(gēn)的測量
葉根加工前切試(shì)樣並(bìng)作投影檢驗,試樣合格(gé)說明刀具(jù)合格,程序正確,可以進行葉片加工。加工出的葉片用卡板和全型塞(sāi)規檢驗葉根各部(bù)的幾何精(jīng)度及葉根間的相對(duì)位置精度,用標準塊檢驗葉根與中間體的相對位置精度。葉根各部量具見(jiàn)圖(tú)3。

全型塞規檢驗葉根中間槽的(de)尺寸精度及與葉根(gēn)定位銷孔的相對位(wèi)置(zhì),卡板1檢驗(yàn)2#與3#輻射線的相對位置即兩(liǎng)葉根間的相對位(wèi)置,卡板2、3檢驗(yàn)葉根定位(wèi)銷孔的尺寸精度及與葉(yè)根(gēn)的相對位置。為了確保葉根加工的正確性,加工完葉根的(de)葉片須在模擬裝配量具上進(jìn)行(háng)試裝。
2.2.2葉根銑刀的設計
葉根銑刀的設計為成(chéng)型銑(xǐ)刀,即(jí)銑刀的廓型(xíng)與(yǔ)葉根的廓型完全相同,並按葉根的最小實體(tǐ)設計(jì),以保證銑刀有(yǒu)一定的耐用(yòng)度。葉(yè)根槽廓型分為葉根定位銷孔廓型兩把刀和(hé)葉根端麵凸半圓一把刀。
最(zuì)初(chū)刀具材料(liào)為鈷高速鋼,牌號M42。經(jīng)過葉根加工切削工藝(yì)試驗我們(men)發現:由於葉根槽(cáo)的公差帶很窄,僅為(wéi)±0.05mm,而加工的長度又很長(134mm),刀具的磨損(sǔn)非常利害,且葉根二側麵一側為順銑另一側為逆銑,加工表麵質量較差,刀具可重磨次數少,壽命低。後經將刀具材料改為硬質(zhì)合金,加工表麵質量、刀具壽命得到(dào)了大(dà)大的改善。
2.2.3葉根(gēn)的數(shù)控加工方法
葉根的(de)加工分為三大(dà)步,把銑(xǐ)葉根夾具安裝在機床工作台上,並依靠機(jī)床工作台(tái)定位孔和夾具(jù)定位孔使夾具定位孔中心(xīn)重合在(zài)機(jī)床工(gōng)作台的回轉中心上,並使夾具背平麵定位塊平行於機床主軸夾緊固定。首先加(jiā)工葉(yè)根(gēn)中間(jiān)槽,並保證中間槽背平麵側到(dào)背平麵的相對位置(zhì);然後機床工作台(tái)旋(xuán)轉4°′527″,加工葉根內弧側;再把機床工作台旋轉到-4°′527″加工葉根背弧(hú)側。加(jiā)工時要充分注意機床工作台旋轉的角度變化,刀具長度的補償,機床橫向的補償。葉根的加工粗銑給半精銑單麵留0.5餘量,半精銑給精銑單麵留0.2餘量。
調節級動葉片葉根加工共分粗(cū)銑(xǐ)葉根廓型、粗銑葉根凸半圓(yuán)廓型、精銑(xǐ)葉根廓型(xíng)、精銑葉根凸半圓(yuán)廓型、銑葉根定位孔、銑葉根端麵凹槽、銑葉根端(duān)麵七(qī)個工步完成。
2.3型麵的(de)加工
盡管D600B201001A級葉片汽道為(wéi)直葉型,但汽道與葉根汽道與葉冠的(de)轉接處為(wéi)圓柱麵,尤其是汽道與葉冠的轉接處圓(yuán)柱麵呈內(nèi)凹,采用四座標機床近似(sì)加工然後手工修磨難以保證加工精度,而該級葉片的型(xíng)麵質量的好壞又(yòu)極大地影響著機組的效率。因此需用五座標數控機床來完成該處加工。
2.3.1型麵的測量
型線測量采用日立標準:即首件經三座標檢(jiǎn)驗合格,工序中按1/10三(sān)座標抽檢,其於采用型線樣板檢驗,並按標準測量P,Q,E,Wr,Dmax等(děng)值。型線測(cè)量如圖4。

2.4葉(yè)冠及鉚釘頭加工
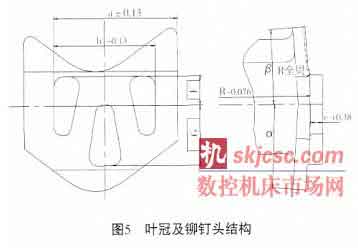
D600B-201001A級動(dòng)葉片葉冠外端為兩斜麵內切一圓柱麵,兩斜(xié)麵分別垂直於2#與3#輻射線,並有3個線鉚釘頭,見圖5。
通(tōng)過方案比較,確定采用數控加工方(fāng)案,把整個葉冠型線和鉚釘頭型線加工(gōng)完(wán)成,取得了(le)令人滿意的效果。
葉(yè)冠按以下加工路線進行:來料→粗加工端麵→粗加(jiā)工圓弧麵→去台階麵餘量→去鉚釘頭餘量→粗加(jiā)工台階麵→粗加工(gōng)圓弧(hú)麵(miàn)→粗加工鉚釘頭(tóu)輪廓→精加工台階麵(miàn)→精加工圓弧麵→精加工鉚釘頭型線→精加工(gōng)鉚釘頭圓角。
2.4.1銑葉冠夾具的設計
銑葉冠及鉚釘頭的夾具如圖6。
調節級動葉片葉冠及鉚釘頭加工采用(yòng)背(bèi)平麵、出汽側、葉根端麵為定位基準,銑葉(yè)根夾具要保證3個定位麵到機床工作台定(dìng)位孔的精度。
2.4.2鉚釘頭的測量
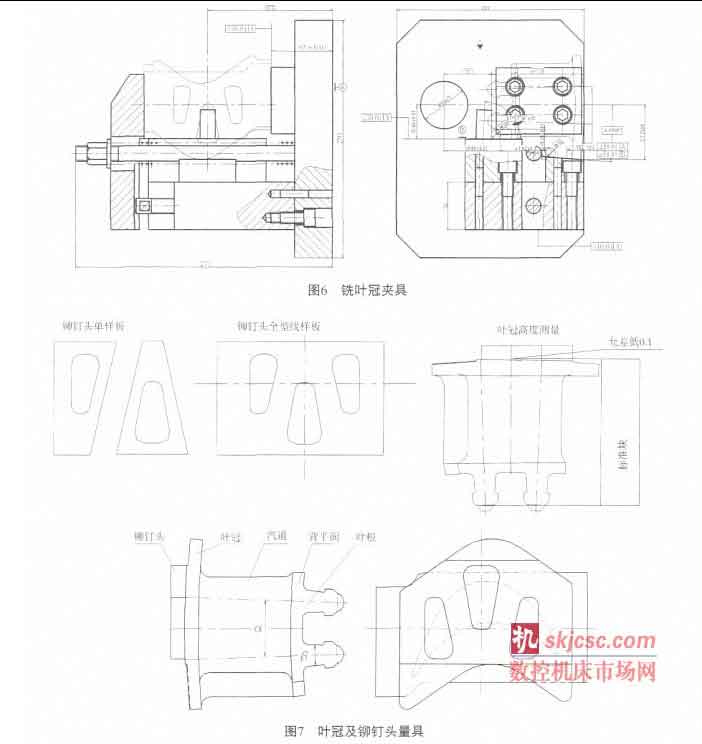
鉚釘頭的測量采用:①鉚(mǎo)釘頭位置度標準塊測量鉚釘頭相對於葉根中心線弧深方(fāng)向的位置;②尺寸A測量鉚釘頭(tóu)相對於葉(yè)根中心線在進出汽側方向的位置;③葉冠高度標準塊測(cè)量葉冠在汽道高度方(fāng)向(xiàng)的位置;④鉚(mǎo)釘頭全型線樣板測量鉚釘頭間的相對位置;⑤鉚釘頭單型線樣板(bǎn)測量鉚釘頭的輪廓尺寸。
鉚釘頭測量的量具(jù)如(rú)圖7。
3工藝(yì)流程
600MW調節級動葉片加(jiā)工工藝流程(chéng)如(rú)下(xià):
來料→銑六方→銑中間體背平麵→銑葉冠及汽道背弧進出汽側餘(yú)量→葉根去餘量(liàng)→銑葉根型線及葉頂(dǐng)中心孔→銑葉冠背弧型線→葉冠(guàn)內弧及汽道內弧去餘量→銑內徑向→鉚(mǎo)釘頭去餘量→銑葉冠內(nèi)弧型線→銑汽道型線→銑準長度→鉚釘頭(tóu)中間槽去餘量→銑葉冠及(jí)鉚釘頭型線→銑葉冠兩側(cè)麵→鉗修各部→拋光汽道→完工(gōng)檢驗→磁粉探傷→材質檢驗→入庫。
在加工過程中(zhōng),由於兩側麵、內平麵、中間體背平麵、中心孔是葉片各部及各工序的加工定位基準和測量基準,因此要嚴格控製工藝上所注尺寸公差和形位公差。對葉根加工、型麵加工、葉冠加工等重要工序要有尺寸記錄卡,並按照工藝要(yào)求(qiú)100%進行檢驗。
4結語
經過葉根試加(jiā)工工藝試驗和(hé)葉冠(guàn)及鉚釘頭試加工工藝試驗,在工藝試驗完(wán)成和程序優化的基(jī)礎上,按照上述(shù)工藝方法(fǎ),現已(yǐ)加工出9台份600MW調節級動葉片,替代了進口葉片,並且該工藝方法已應用於其它同類葉片的加工。
加工和(hé)裝配的結果達到了圖紙的(de)要求,表明該工藝流程、工藝方法的設(shè)計合理、加工程序設計正確、測量方(fāng)式嚴密。能保證質量,滿足(zú)加(jiā)工的(de)需要。
如果您有機床(chuáng)行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com






")

