
1概述
隨(suí)著國內電力事業的不斷發展,作為電(diàn)廠主機的汽(qì)輪機出現了供不(bú)應求的局麵,在這種市場環境下,我(wǒ)公司加(jiā)人了汽輪機製造的競爭行業。汽輪機為高附加值(zhí)產品,與公司以往(wǎng)生產的傳統產品(pǐn)相比,尤其是核心零部(bù)件(jiàn),附加值可高達01%。公司引進了世界先進的中225數控幢銑床和5.5x22m數(shù)控龍門銑床,該設備非常適合(hé)加工體積大、精度高的高附加值產品,此次公司(sī)對汽輪機的加工,不僅提高了數控設備的利用率,而且為開拓(tuò)新市場創造了有利條件。
2 汽輪機的結構及低壓缸在汽輪機中的位置
汽輪(lún)機是通過(guò)蒸汽(qì)使葉片轉動,從而帶動轉軸轉(zhuǎn)動,是為大型火力發電機(jī)組提供動力(lì)的設備。主(zhǔ)要由主油(yóu)泵、前(qián)軸承箱、高壓隔板套、高壓內缸、中壓內缸、中壓隔板套、高(gāo)壓葉片裝配(pèi)、高壓1一21級隔板、中壓正向1一9級隔板、汽(qì)缸定中心梁、高中壓轉子裝配、高中壓外缸(gāng)、低(dī)壓轉子裝配(pèi)、低壓外缸(gāng)、低壓內缸、低壓正反向l一7級隔板、低壓正向動葉片裝配、低壓隔(gé)板套、中間軸以及低壓(內、外)缸對中裝置等組成。
汽輪機從調閥端(duān)開始依次為高壓缸、中壓缸和低壓缸三部分。低壓缸分為內、外缸,低壓外缸由(yóu)低壓外(wài)缸(調)、低壓外缸(電)、低壓外(wài)缸中部(上、下半)三大部(bù)分組成,低壓內缸(gāng)位於低壓外缸的(de)內部。各部分缸體內部包(bāo)含有(yǒu)各級隔板套、各級隔板以及高中(zhōng)壓轉子、低壓(yā)轉子等,外部則(zé)為其它輔助設備。
3 低壓(yā)缸(gāng)加工工藝(yì)流程
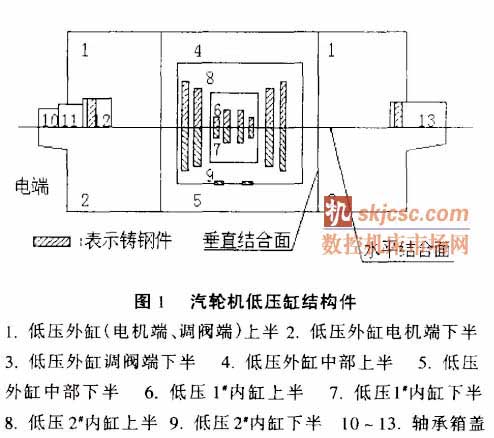
30OMW汽輪機低壓缸體(tǐ)分為低壓內缸和低壓外缸兩部分,其主要結構件(jiàn)如圖1所示。整個加工方案的確定就從這兩部分開始。
3. 1低壓內缸加工(gōng)工藝流(liú)程
低壓(yā)內缸加工工藝流程為:劃-鏜一大鑽一鉗-鏜-立車一鉗(qián)。
劃:全麵劃線檢查(chá)毛坯。
鏜:水平結合麵成品,銷孔成品,其它孔跑坐標銑窩(wō)。
大鑽:鑽水平結合麵上所有把合孔成品。
鉗:低壓內缸上下半把合(hé)。
鏜:鏜立車用基準。
立車:車各內孔、汽封槽、隔板槽成品。
鉗:拆開上下半,打磨、清理。
3.2低壓外缸加工工藝流程
低壓外缸加工工藝流程:劃一鏜一大鑽一鉗一鏜一鉗一大鑽一鉗。
劃(huá):全麵劃線檢查毛坯。
鏜:水平結合麵成品,銷孔(kǒng)成品,其它孔跑坐標銑窩。
大鑽(zuàn):鑽(zuàn)水平結合麵上所有把合孔成品(pǐn)。
鉗:低壓(yā)外缸上下半(bàn)把合。
鏜:垂直結合麵成品,銷孔成品,其它孔跑坐標銑窩。
鉗:拆開(kāi)低壓外缸上下(xià)半。
大鑽:鑽垂直結合麵上所有把合孔(kǒng)成品。
鉗(qián):打磨、清理。
4 加工工藝(yì)分析
(l)在加工過程中,所有把合孔均采取數控020撞按坐標銑(xǐ)窩,然後由(yóu)中010mm大鑽鑽孔和攻絲(sī),其中包括MgOx3的(de)大直徑螺(luó)紋。該規(guī)格的螺(luó)紋孔,以往從未在鑽床上加工過,這次為了能在鑽床上加工出(chū)這種規格的(de)螺紋孔,先後經過多次試料(liào)加工,證明該方案(àn)可(kě)行。采用這種工藝流程後,不但提高了數控機床的利(lì)用率,而且縮短了製造周(zhōu)期。
(2)根據哈汽經驗,低壓1#、2#內缸把合後,垂直(zhí)法(fǎ)蘭端麵必定會出現錯位現象,這樣車床的定位和找正很困難。因此,在立車工序前增加了加工定位和找正用基準的工序(xù),即低壓1#、2#內缸把合後,整體(tǐ)粗加工垂直法蘭端麵,並在(zài)內孔加工(gōng)一個(gè)找正帶,這樣能更好(hǎo)地保證(zhèng)圖紙上的各項技術要求,同時也縮短了立車定位和找正的時間。
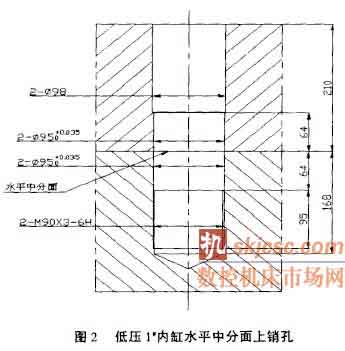
(3)低壓外(wài)缸和低壓內缸中的各定位銷孔。傳統的加工方法(fǎ)是相配合的各零件把合後配鑽鉸。由於各缸體體積較大,不僅難以保證各銷(xiāo)孔的(de)加工精度,而且銷(xiāo)孔底部帶有螺紋(wén),同時還要求螺紋部分與精(jīng)製孔部分必須同心見(圖(tú)2),因此,加工有一定(dìng)的(de)困難。此次對銷孔采取兩半單獨在數控200撞上加工的新工藝,全部由(yóu)數控機(jī)床來保證各銷孔的位置精度和尺寸公差。實(shí)踐證明,采用該方法可以滿足圖紙各項(xiàng)技術要(yào)求,各銷孔的尺寸公差僅0.02-0. O4mm, 實際的把合情(qíng)況十分(fèn)順利,這樣不(bú)僅縮短了加工周期,而且很好地保證了(le)銷孔的位置和(hé)尺(chǐ)寸公差,這(zhè)對於(yú)以後類似產品的加工具有很高的參考價值。
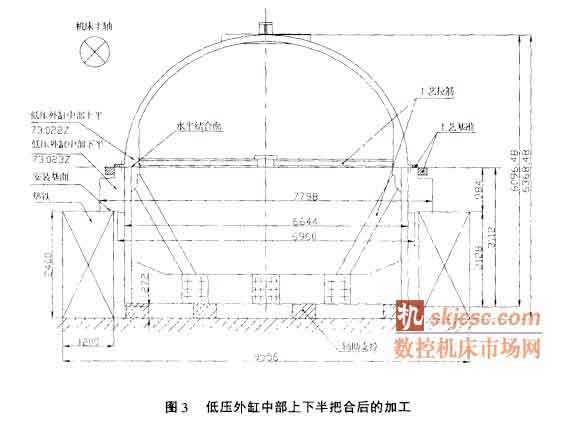
(4)低壓缸(gāng)體各結合麵的表麵精(jīng)度要求非常高,粗糙度要求達到![]() 平麵度達到0.50mm。低壓外缸由於體(tǐ)積大,結構單薄,剛性(xìng)差,想(xiǎng)達到此精(jīng)度要求是比(bǐ)較困難的。因此,為了防止切削應力造成的結合麵變形,在加工(gōng)各銷孔(kǒng)和把合孔前,各結合麵應(yīng)留0.2一0.3mm的精加工留量(liàng),並且在粗加工後進行時效處理(lǐ),徹(chè)底釋放切(qiē)削應力(lì)。同時采取增加工藝(yì)拉筋和各種輔助支撐以及使用切削液的方法來控製變形量。低壓外(wài)缸中部上、下(xià)半把合後的加工,如圖3所示。
平麵度達到0.50mm。低壓外缸由於體(tǐ)積大,結構單薄,剛性(xìng)差,想(xiǎng)達到此精(jīng)度要求是比(bǐ)較困難的。因此,為了防止切削應力造成的結合麵變形,在加工(gōng)各銷孔(kǒng)和把合孔前,各結合麵應(yīng)留0.2一0.3mm的精加工留量(liàng),並且在粗加工後進行時效處理(lǐ),徹(chè)底釋放切(qiē)削應力(lì)。同時采取增加工藝(yì)拉筋和各種輔助支撐以及使用切削液的方法來控製變形量。低壓外(wài)缸中部上、下(xià)半把合後的加工,如圖3所示。
(5)低壓(1#、2#)內缸中有許多溝槽(隔板槽和汽封槽)。為了保證圖紙的各種技術要求,原計劃使用數控(kòng)差補(bǔ)的方法在數控中020鏗銑(xǐ)床上加工。但考慮到加(jiā)工周期和效率的原(yuán)因(yīn),將這些溝槽的(de)加工(gōng)工藝改在63m立車上進行,溝(gōu)槽形式如圖4所示。
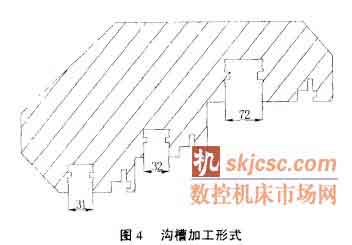
由於沒有數控立車,為(wéi)了提高切削效率和(hé)加工質量,我(wǒ)公(gōng)司與山特(tè)維(wéi)克公司(sī)進行合作,設計、製造了(le)一係列的機夾刀具,專門用(yòng)於汽輪機(jī)低壓內(nèi)缸中各隔板槽和汽封槽的加工。
因為在加工中選擇了合理的切削參(cān)數以及提高樣(yàng)板的設計精度(dù),所以(yǐ)能圓滿地(dì)完成低壓1#、2#內缸的(de)各內孔、溝槽的加工,贏得了用戶的信任。
(6)由於各個缸體的水平和垂直結合(hé)麵的粗糙度按圖紙要求為R1.6,除了在工藝(yì)方麵采(cǎi)取上述措施外,還要從刀具的選擇和(hé)切削參數的選擇方麵來(lái)進一步提高結合麵的表麵精度。粗加工時采用國產重型刀(dāo)盤,加大(dà)切(qiē)深和轉(zhuǎn)速,以提高加工效率(lǜ);精加工時采用進口刀盤和刀片(piàn)(山特維克)進行單刃修光的切削方法。進口刀盤直徑為中3巧mm;主(zhǔ)軸轉速為(wéi)250一300轉/分;刀片切削速度(dù)可以達30Om/min,這樣既能夠滿足粗糙度要求,又大大地提高了加工效率。
(7)汽輪機低壓外缸的加工必(bì)須以(yǐ)支(zhī)撐麵定位(wèi)(見圖3)。由於最初設計(jì)製(zhì)造的焊(hàn)接式墊鐵,在實(shí)際使用時其剛性較差,不能滿(mǎn)足低壓外缸主要結合麵間的各(gè)種形位公差。因此(cǐ),又重新設計製造了鑄鐵式墊鐵,雖然增加了成本(běn),但能確保圖紙的各項(xiàng)技術要求。
5結束語
通過對汽(qì)輪機(jī)的加工製造(zào),尤其是對低壓缸的加工工藝分析, 將進一步提高我公司在加工、裝配精(jīng)密零部件及工裝、胎具的設計製造(zào)等各方(fāng)麵的技術水平(píng)。特別(bié)是大直徑螺紋孔的鑽鉸和銷孔的加工等先進加工工藝,對今後製造汽輪(lún)機零部件起到(dào)借鑒和指導作用。
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








